Welding Process : A Joining Process
Introduction To Welding:
- Welding is a fabrication process to produce permanent joints between two similar and dissimilar materials, with or without the application of heat and pressure.
- For example – Arc welding and gas welding : Only heat.
- Function welding and resistance welding : Both heat and pressure
- Explosion welding : Only pressure
Fundamentals of Arc Welding
1.Principle of Arc Welding :
To generate the arc, at first a contact is made between electrode and workpiece due to which partial melting and evaporation occurs at the interface and the two ends are severely heated due to which the electrons and ions at both the ends become electrically unstable.
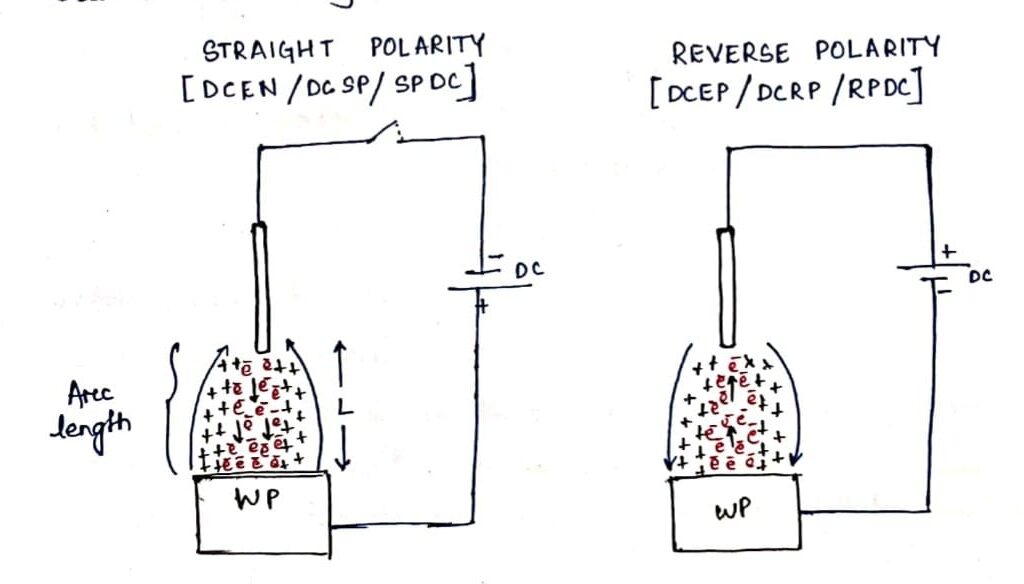
As soon the contact is disengaged and small gap is maintained between the electrode and workpiece than at first the positively unstable ions emit from positive side and move towards the negative side to gain the stability.
Due to this ionic emission the gap between electrode and workpiece is ionized and through this ionized medium the unstable is travel towards positive side within the envelope of positive ions moving in opposite direction.
Those electrons and ions which are at the interface collide with each other and their kinetic energies convert into intense ultraviolet radiation and the arc heat.
Rest of the electrons and ions bombard at the positive and negative sides respectively where their kinetic energies convert into heat energy.
Since the kinetic energy of electron is more than that of ions therefore, larger amount of heat (about 2/3rd.) is developed at the positive side where the electrons bombard and relatively lesser amount of heat ( 1/3rd.) is developed at negative side where the ions bombard.
With direct current source if the workpiece is made positive and the electrode negative then it is called as straight positive and if the electrode is made positive and workpiece negative then it is called as reverse polarity.
This phenomena of arc generation is called as thermionic emission arc length can be sustained depends totally upon the arc voltage i.e voltage of power source must be a function of arc length and it must vary linearly with the arc length. In most of the welding process the arc voltage is limited upto 80V for the welders safety.
The Required Arc Current Depends on the Following Factors :
- Type of material
- Type of joint
- Type of electrode
- Diameter of electrode
- Type of coating over the electrode
- Thickness of the weldment
- Position of the weld
The Required are Current Varies Linearly with the Electrode Diameter :
I=Kd
where, k = constant
- The standard are length should be equal to the diameter of electrode while the standard width of the weld bead is three times the diameter of electrode.
Types of Electrodes :
- Non Consumable Electrode
- It is made up of high melting point materials such as tungsten and graphite which is only used to generate the arc and to keep the arc stable. Since the non-consumable electrodes do not melt therefore the arc is more stable and easier to be maintained. But the deposition rate with NC electrode will be nill and hence it will not provide any filler material.
- Consumable Electrodes.
These electrodes melt during welding and hence provide filler metal and are made up of same material being welded until alloying is required.
These are of 2 types-
- Bare electrode:
These electrodes are either in form of wire or Rod. Wire type electrodes are in form of a spool of a wire and are used in semi-automatic and automatic arc welding.
During welding the electrode holder has following two movements.
•The electrode holder needs to be fed towards the pool, with the same rate with which it is being consumed.
•The movement of electrode holder along the length of weldment.
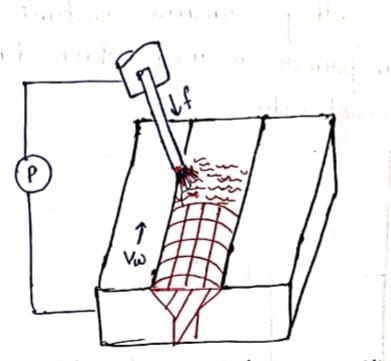
If both of above movements are controlled manually then it is called as manual arc welding but if the first movement is controlled automatically and second manually then it is called as semi-automatic arc welding and if both of the above movements are controlled automatically then it is called as automatic arc welding.
In case of manual are welding it is impossible to keep the arc length constant. Therefore the arc length will keep changing, to keep the power input constant into the weld region the current being with drawn into the arc will also have to change. Therefore, in manual arc welding we use a constant Current transformer which has a drooping volt ampere characteristic because its secondary winding is made movable.
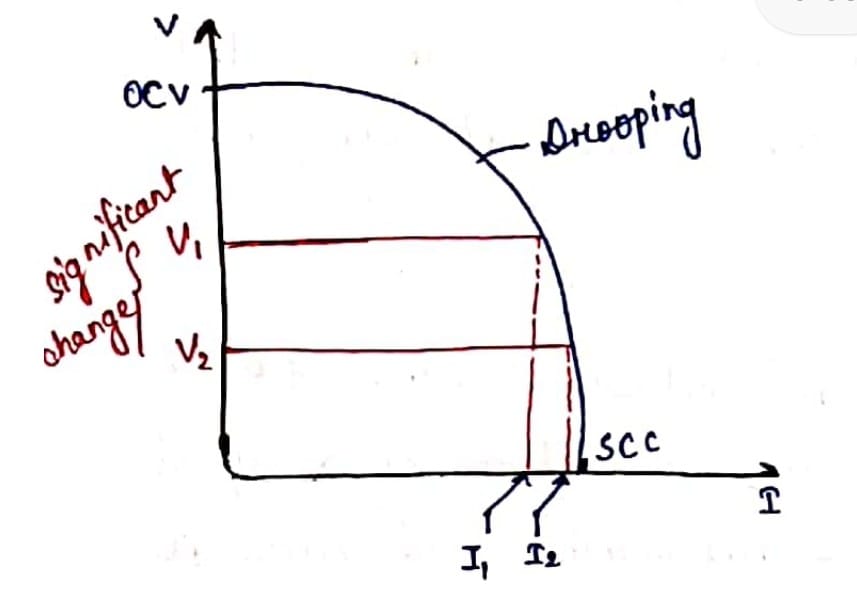
It can be observed that for a significant change in voltage there is in significant change in current to keep the роwer constant and therefore it is named as constant current transformer.
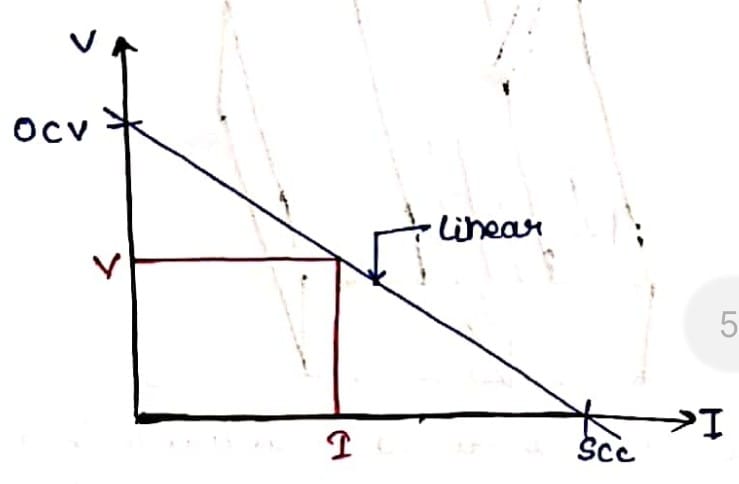
- In semi-automatic and automatic arc welding since feeding is done automatically therefore the arc length and hence the arc voltage remains constant and hence a constant voltage transformer is used which has a linear volt ampere characteristic.
The VI line can be shifted up and down and its slope can be change by changing the OCV and sec to have different power characteristic
For Stable Arc:
- In constant voltage transformer
V Arc =V Transformer
- In constant current transformer.
L Arc = L Transformer
The linear volt-ampere characteristic constant voltage transformer in semi-automatic and automatic arc welding is given as follows:
V = OC V – [OCV/SSC]
Where,
OCV: Open Circuit Voltage: maximum voltage in circuit :
SCC: Short Circuit Current: Maximum current in circuit
Ohm’s law is invalid
Note: For a constant power (P-VI) voltage is inversely proportional to current and as we know from voltage arc length characteristic that arc length is directly proportional to arc -length. Therefore, arc currant will be inversely proportional to arc length.
Red type consumable electrode which arc bare are used in manual arc welding.
Coated Electrode:
- Coated electrodes have a coated over the electrode wire which has following seating characteristics.
- It provide protective shielding.
- It stabilizes the arc It provide protective slag coating to accumulate impurities, prevent oxidation, slows down the cooling rate and hence produce strong and uniform green weldments.
- It minimizes the effects of arc blow.
- It reduces a spatter losses.
- It may add elements.
- It may add additional filler material.
Ingredients of Electrode Coating
Slag forming ingredients:
- Asbestos, mica, Silica, Fluorspar, titanium dioxide, Aluminiumoxide, Calcium carbonate, magnesium carbonate
Arc Stabilizing Ingredients/Ionizing Ingredients :
Potassium Silicate, Sodium Silicate, Calcium Oxide, Sodium Oxide, Feldspar, Rutile (TiO₂ + ZnO₂).
Deoxidizing Ingredient:
Cellulose, starch, Dex trine, Saw dust, Dolomite, Aluminum.
Binding ingredient:
Sodium silicate and potassium silicate.
In AC arc welding the electrodes with potassium silicate binder is preferred because ionization potential of potassium is less then that of sodium.
TIM
Note: Ionization potential is the potent energy required to emit an e a neutral atom.
Arc Blow :
Are blow occurs due to unbalanced magnetic forces. While welding. the centre f near the workpiece the no. of magnetic line of forcer. sider of on the two the are will be approximately same and hence the are will not deflect but during welding near the corners or edges. the concentration of magnetic lines of forces will be maximum at one side. Therefore, the are will deflect and this phenomenon is called as are blow
- The are blew and its effect will be severe if the рошем Source is DC and electrode is bare type and the material is. highly magnetic such as Nickel. alloy…
- Laser Beam Machining(LBM)
- Automation And Types of Automation in Manufacturing
- Numerical Control(NC) and Computer Numerical Control(CNC)
- Plasma Arc Machining(PAM)
- Heat Engine, Classification of Heat Engine and Its Component
Hi!
Take control of your financial future with binary options trading on our platform. Start with a small investment of just $10 and watch your profits soar. Our platform offers market analysis, a user-friendly interface, and secure transactions. With 24/7 access, you can trade from anywhere, at any time. Start your journey to financial freedom today.
Earn every minute without limit of $100, $500, $1,000, with a minimum bet of $1.
Instant withdrawal!!!
WARNING! If you are trying to access the site from the following countries, you need to enable VPN which does not apply to the following countries!
Australia, Canada, USA, Japan, UK, EU (all countries), Israel, Russia, Iran, Iraq, Korea, Central African Republic, Congo, Cote d’Ivoire, Eritrea, Ethiopia, Lebanon, Liberia, Libya, Mali, Mauritius, Myanmar, New Zealand, Saint Vincent and the Grenadines, Somalia, Sudan, Syria, Vanuatu, Yemen, Zimbabwe.
Sign up and start earning from the first minute!
https://trkmad.com/101773
I appreciate, cause I found just what I was looking for. You have ended my four day long hunt! God Bless you man. Have a great day. Bye
Custom Stamp Maker
create your own stamp https://www.stamp-maker.us/.
Дома каркасные: современный дизайн с экономичностью
каркасные дома https://www.karkasnye-doma-pod-klyuch78.ru/.
Отличный ассортимент грилей газовых
купить газовый гриль барбекю https://www.bbbqqq11.ru/.
Профессиональные похоронные ритуалы
ритуальные услуги кремация ritual-gratek11.ru.
Доставка цветов до двери в любую точку мира
купить цветы в москве недорого http://dostavka-cvetov77.ru/.
Автокредит – проценты от 0%
автомобиль в кредит http://www.tb-avtokredit1.ru.
Почему двигатель Cummins – лучший выбор?
дизельный двигатель для спецтехники двигатели-для-спецтехники.рф.
Льготы по НДФЛ
подоходный налог с зарплаты tb-ndfl1.ru.
Виды УСН для самозанятых
упрощенная система налогообложения в 2023 году для ооо http://www.tb-usn1.ru.
Прекрасные туры по странам
тур в дагестан https://www.tours-eks.ru/tours/region/dagestan.
Налог на добавленную стоимость: успех в налоговой регистрации
уплата ндс https://www.tb-nds1.ru.
Надежное бурение и ремонт скважин
ремонт скважин на воду https://www.voda-narodu11.ru/.
Производственный календарь на 2023 год при 5-дневной рабочей неделе
праздничные дни в январе tb-proizvodstvennyj-kalendar-2023-1.ru.
Особенности дебетовой карты для бизнеса
лучшие дебетовые карты http://tb-debetovaya-karta1.ru/.
Типы и функции кредитных карт
кредитные карты банков https://www.tb-kreditnaya-karta1.ru/.
Что значит льготная ипотека и кому она предоставляется?
льготная ипотека банки tb-lgotnaya-ipoteka1.ru.
Подарите себе новую квартиру в Лимассоле на лето
квартира в лимассоле снять kvartira-v-limassole.ru.
Онлайн клинкерная плитка: цены и характеристики
клинкерная плитка для фасадов http://www.klinkerprom11.ru/.
Где в Москве можно купить доллары?
курс доллара в обменниках москвы на сегодня http://www.tb-kupitb-dollar1.ru.
Как открыть ИП в России?
регистрация ип в москве https://tb-otkrytb-ip1.ru.
Открываем ООО – подготовка и регистрация юридического лица
ооо как открыть https://www.tb-otkrytb-ooo1.ru/.
Выгодные билеты на самолет
aviabilet http://www.tb-kupitb-biletb-na-samolet1.ru/.
Зачем нужно каско страхование автомобиля
расчет каско от угона онлайн https://www.tb-kasko1.ru/.
Оформление ипотеки: пошаговое руководство
кредиты на квартиру https://tb-ipoteka1.ru/.
Какие документы нужны для страхования ипотеки
выгодно страхование ипотеки tb-strahovanie-ipoteki1.ru.
Купить туристическую страховку ВЗР онлайн, рассчитать стоимость
страхование путешествий https://www.tb-vzr1.ru.
eSIM и безопасность данных: стоит ли беспокоиться?
esim операторы https://tb-esim1.ru.
Биржевые индексы: как они влияют на инвестиции
что такое инвестиции и как начать инвестировать https://www.tb-investlab1.ru.
Уборка после мероприятий и праздников
мытье окон в москве klining-moskva-77.ru/moika-okon.
Никакого риска: получите безупречный перевод с английского языка
технический перевод онлайн https://www.b2bperevod11.ru/.
Услуги уборки домов и квартир: комплексный подход к чистоте
генеральная уборка http://klining-spb-78.ru/uborka-kvartir/generalnaya-uborka-kvartir/.
Где купить паракорд по доступной цене?
паракорд купить в москве недорого https://parakord77.ru.
Секреты успеха облачных касс: как выбрать лучшую для своего бизнеса
купить облачную кассу для интернет магазина https://www.oblachnaya-kassa-arenda.ru.
Улучшите свою кредитную историю с помощью наших займов без справок
Моментальные займы онлайн topruscredit11.ru.
Оптовая и розничная продажа металлопроката от производителя
цена арматуры краснодар http://www.armatura-krd.ru.
Роль допуска СРО для строительной отрасли: что нужно знать?
сайт сро реестра https://sroforum.ru.
Выбор поставщиков технического аргона: ключевые факторы и рекомендации
баллон аргон https://www.tekhnicheskie-gazy.ru.
Надежные и функциональные домофоны и видеонаблюдение по выгодным ценам
система видеонаблюдения купить https://www.evroks.ru.
Профессиональная защитная одежда: стиль, безопасность и функциональность в одном
спецодежда сайт https://spetsodezhda-tambov.ru.
Разработка и продвижение сайтов под ключ
создание сайтов на заказ s-e-o-paul.ru.
Комплексное обеспечение безопасности на вашем предприятии – от разработки знаков до обучения персонала
плакаты электробезопасности https://ets-diesel.ru.
Рихтовка и восстановление кузова авто
покраска авто в краснодаре https://www.avtoremont18.ru/.
Доступное строительство ангаров и магазинов под ключ
ангар из металлоконструкций https://bystrovozvodimye-zdaniya-krasnoyarsk1.ru/.
Реабилитация для здоровья: преимущества и результаты
реабилитация людей http://www.медицинская-реабилитация.москва.
Время для оформления полиса ОСАГО: когда лучше это сделать
осаго в москве http://www.tb-osago1.ru.
Преимущества использования облачных касс
аренда облачной кассы http://www.oblachnaya-kassa-arenda.ru/.
Вместительные мешки для мусора по выгодным ценам
мешок для мусора meshki-dlya-musora-mmm.ru.
Услуги ветеринарной клиники: от диагностики до лечения на дому
стерилизация кошек цена veterinary-clinic-moscow2.ru.
PRIVATE TRANSACTION
I propose a partnership to manage over invoice petroleum oil and gas strategic reserve resources. Please response for fund credentials and detailed information to: joneseloff.mr@hotmail.com
We look forward to the opportunity to work together and create a mutual beneficial partnership.
Thank you
Regards
Jones Eloff
Играйте в казино Риобет сегодня
риобет зеркало http://www.riobetcasino.ru.
Быстрое строительство быстровозводимых объектов в любых условиях
строительство вахтовых поселков https://www.bystrovozvodimye-zdaniya-krasnoyarsk1.ru/.
Экологичные мешки для мусора по лучшим ценам
мешки мусорные http://meshki-dlya-musoramsk.ru/.
Прекрасные ароматы духов для людей со вкусом
описание аромата женских духов http://montalefragrance.ru/.
Мешки для разных видов мусора: огромный выбор и выгодные условия покупки
мешок для мусора http://www.meshki-dlya-musoraru.ru.
Оптимизируйте работу с персоналом с 1C УНФ
1с фреш управление нашей фирмой https://www.426clouds.ru/.
Курсы SEO: Мониторинг и определение эффективных стратегий раскрутки сайта
обучение seo продвижению https://seo111.ru.
Ingco – инструменты, которые превзойдут ваши ожидания
ingco ingco-instrument213.ru.
Мы помогаем найти идеальную сиделку для ваших близких
найти сиделку в калининграде https://www.sidelki39.ru/.
Украсьте свой дом с рулонными шторами, созданными специально для вас
рулонные шторы блэкаут с электроприводом http://www.prokarniz13.ru/.
Современные пневмоцилиндры для повышения эффективности вашего производства
пневмоцилиндры http://www.pnevmolab.ru.
Гибкие условия оплаты и доставки автомобильных весов
весы автомобильные электронные http://baltvesy.ru/.
Любимые модели коллекции одежды для новорожденных
одежда на выписку для новорожденных http://mama-kenguru.ru/.
SEO курсы: Введение в SEO-продвижение, раскройте потенциал вашего сайта
курсы по seo продвижению http://www.seo-fl.ru.
Строительные леса по доступной цене
аренда сцены для мероприятий http://www.arenda-stroitelnyih-lesov1.ru/.
Верните себе здоровье с помощью клиники остеопатии
клиника остеопатии в москве http://www.osteopatclinic.ru/.
Обзор популярных услуг салона красоты Новосибирска: от эпиляции до маникюра
карбамидный педикюр https://www.salon-krasotyi-novosibirsk1.ru/.
Как выбрать юриста для бесплатной юридической консультации
задать вопрос юристу http://www.xn—-12-53dl8bl9bomm8b5a5g.xn--p1ai/.
Пластиковые окна нестандартной формы и размера на заказ
окна рехау купить http://www.plastokoshko.ru/.
Популярные бренды и производители электроники в интернет магазине ДНР
интернет магазин электроники днр http://internet-magazin-elektroniki-dnr.ru/.
Как правильно подобрать строительные леса для аренды
аренда сцены для мероприятий https://www.arenda-stroitelnyih-lesov1.ru.
Корпоративные сувениры: зачем они нужны и как выбрать подарок
подарки челябинск https://www.suveniry-i-podarki11.ru/.
Explore the Mystake Casino’s Game Variety
my stake casino review http://www.vpesports11.com/.
Системы безопасности: видеонаблюдение и домофоны в Краснодаре для вашего дома и бизнеса
сервер для скуд evroks.ru.
Профессиональные услуги салона красоты в Новосибирске
депиляция интимной зоны salon-krasotyi-novosibirsk1.ru.
Как продвинуть сайт на первые места в поисковиках
веб сайт создание краснодар https://www.s-e-o-paul.ru/.
Недвижимость в Фамагусте – Купить Дом в Фамагусте
купить дом в фамагусте http://dom-v-famaguste.ru/.
Доставка и покупка металлопроката в Краснодаре: наши условия
арматура купить http://www.armatura-krd.ru.
Роскошные квартиры в Пафосе с видом на Средиземное море
аренда квартиры в пафосе https://www.kvartiry-v-pafose.ru/.
Документы для получения визы во Францию из Москвы
получить визу во францию в москве 2023 visa-vo-franciyu-moskva.ru.
Как оформить визу в США в Москве
виза в сша сделать в москве visa-usa-moskva.ru.
Сколько стоит получить визу в Италию в Москве
оформить визу в италию в москве http://visa-v-italiyu-moskva.ru/.
Срок действия визы Испании из Москвы и сколько стоит виза
шенгенская виза в испанию в москве https://visa-v-ispaniyu-moskva.ru.
Печать фирменных бланков и конвертов в типографии
Московская типография полного цикла http://envelope-print.ru/.
Как правильно получить бизнес визу в Китай в Москве
срочно виза в китай оформить москве http://www.visa-v-kitaj-moskva.ru/.
Продвижение сайтов: лучшие стратегии
заказать seo продвижение https://prodvizhenie-sajta.by.
Продвижение сайта для привлечения клиентов
продвижение сайтов в сша европе https://prodvizhenie-sajtov11.ru.
Недорогие квартиры для покупки в Фамагусте: экономичные решения для жизни
купить квартиру в фамагусте https://kupit-kvartiru-v-famaguste.ru/.
Использование мягкого бластинга в клининговых услугах
мягкий бластинг myagkii-blasting.ru.
Сантехнические работы на дому – быстрый ремонт и устранение протечек
сантехник услуги https://santekhnik-na-dom01.ru.
Как просто и эффективно провести уборку после смерти человека
уборка квартиры после смерти цена uborka-posle-smerty.ru.
Вызвать сантехника на дом: рекомендации и отзывы
сантехник вызвать http://www.vyzov-santekhnika-spb.ru.
Борьба с вредными микробами: дезинфекция помещения
дезинфекция помещений магазина http://dezinfekciya-pomeschenii.ru/.
Сколько стоит уборка после затопления канализацией
уборка после затопления канализацией https://www.uborka-posle-zatopleniya-kanalizaciei.ru.
Эффективное устранение неприятных запахов в салоне автомобиля с помощью озонирования
устранение запахов озоном москва https://ozonirovanie-pomeschenii.ru/.
Уборка квартиры после потопа: профессиональный подход к решению проблемы
уборка после затопления домов http://www.uborka-posle-potopa.ru.
Сантехнические услуги: как найти хорошего мастера
вызов сантехника на дом спб https://www.uslugi-santekhnika01.ru/.
Прайс лист на услуги клининговой компании по уборке запущенных квартир
уборка захламленных и запущенных квартир uborka-zapuschennih-kvartir.ru.
Лучшие способы уничтожения плесени в квартире
обработка от плесени https://www.obrabotka-ot-pleseni.ru/.
Быстрое и безопасное удаление неприятных запахов в квартире с помощью дезодораци
удаление запахов в квартире сухим туманом https://dezodoraciya-kvartiri.ru/.
Кремация человека в Москве: правила и стоимость
кремация в москве цены https://www.ritual-gratek13.ru/.
Лучшие двигатели для спецтехники – официальный поставщик
двигатель cummins евро 5 http://www.xn—–6kchfeegdazdfa3aid3b9a2bnk4eva4t.xn--p1ai.
Базовый курс перманентного макияжа с сертификатом: практическое обучение
курсы перманентного макияжа цена https://www.unopmu11.ru/.
Успешное трудоустройство с помощью кадрового агентства
агентство по трудоустройству москва https://heaad11.ru/.
Продвижение сайта на практике: реальные кейсы
продвижение сайта компании https://seodesignbyanton.ru.
Стоимость услуг проституток в Москве: от дешевых до элитных
дешевые проститутки выезд https://www.prostitutki-moskvy-city.top.
Особенности применения лекарств для потенции
ЛЕВИТРА в аптеках Беларуси http://007-apteka.online/.
Устранение последствий пожара – уборка любых помещений
уборка после пожара http://uborka-posle-pojara.ru.
Превратите управление шторами в удовольствие с нашими электрокарнизами
электрокарниз стоимость https://prokarniz19.ru.
Откройте новые грани привлекательности с туалетной водой
купить парфюмерную воду http://www.parfumtel.ru.
Новинка сезона: туалетная вода для современных личностей
каталог парфюмерии https://parfumpin.ru.
Play and Win Real Cash at Glory Cash Casino
casino glory cash glorycashcasinos.com.
Конфиденциальное лечение наркомании в Алматы: выберите жизнь
лечение наркомании бесплатно lechenienarkomanii.kz.
Make Money Now with Banger Casino
banger casino app http://www.casinosbanger.com/.
Комплексный подход к бухгалтерии: от учета до оптимизации налогов
Бухгалтерия http://buhcompany.site/.
Conquer Glory Casino with the Best Slot Machines
glory casino app http://www.glorycasinos.org.
Get Ready for Amazing Casino Fun with Glory Casino
casino glory https://www.theglorycasino.com.
Reach for the Glory at Casino
glory casino online https://www.glorycasinogambling.com/.
Seize Opportunities: Quick Approval on Loans Unsecured Business Needs
unsecured financing https://fundkite12.com/.
Безопасность и контроль: преимущества электронного документооборота
электронный документ системы электронного документооборота https://www.ehlektronnyj-dokumentooborot.ru.
Выразите себя: индивидуальная печать на футболках для каждого
печать на футболках в москве https://pechat-na-futbolkah-77.ru/.
Мягкие стеновые панели: стиль, комфорт и элегантность в одном решении
мягкая стеновая панель купить москва https://soft-wall-panels2.ru/.
Ощутите настоящую свежесть с туалетной водой
каталог духов https://duhifragonard.ru.
Незабываемый отдых в кругу друзей: аренда яхты для дружной компании
аренда яхты http://www.arenda-yaht-v-sochi01.ru.
Professional Boosting Service in Amirdrassil
amirdrassil raid carry https://amirdrassil-boost.com.
Сотовый телефон с лучшим приемом сигнала в ДНР
смартфон купить http://kupit-smartfon-v-dnr.ru/.
Опытные проститутки в Москве Вас очаруют и удовлетворят
снять проститутку https://www.prostitutki-i-individualki-moskvy.top/.
Быстрый онлайн займ на карту: финансовая помощь в несколько кликов
компания по оказанию финансовых услуг https://www.servis-onlain-zaymov-na-bankovskuyu-kartu.ru.
Последний путь для Вашего питомца: проведение кремации животных в Москве
усыпление животных на дому http://www.usyplenie-zhivotnyh-v-moskve.top.
Мгновенный займ без процентов: получите сегодня
первый займ онлайн без процентов на карту http://www.bez-procentow-zaim.ru.
Займы без процентов на вашу карту в любое время суток
быстро займы онлайн круглосуточно http://www.zaym-bez-procentov-mgnovenno-kruglosutochno-bez-otkaza.ru/.
Управление светом с легкостью: римские шторы с электроприводом для вашего дома
римские шторы москва https://www.prokarniz24.ru/.
Ваш автомобиль поломался в пути? Вызовите эвакуатор
эвакуатор круглосуточно xn—–6kcagcd2cbog5agfcbgyiqedgw0w.xn--p1ai.
Услуги сантехника: от простого ремонта до сложного монтажа
вызвать сантехника на дом vyzovsantekhnikaspb.ru.
Выбираем шторы на пульте управления: советы экспертов
римские шторы на пульте управления https://prokarniz28.ru/.
Услуги сантехника по доступным ценам: экономия без ущерба качеству
сантехник на дом срочно https://www.vyzovsantekhnikaspb01.ru.
Услуги по монтажу и ремонту сантехники: гарантия надежности и долговечности
вызов сантехника санкт петербург vyzovsantekhnikaspb1.ru.
Интеграция программируемых контроллеров в системы автоматизации
plc купить в москве https://www.programmiruemie-kontrolleri.ru/.
Натуральные препараты для повышения потенции: безопасно и эффективно
Дапоксетин пролонгатор купить для потенции в Минске Гродно Гомеле Могилеве Бресте Витебске http://www.viashop-prokladka1.ru.
Assistance Visa Chine: Services Professionnels
horaires but orgeval alsvisa11.com.
Как выбрать жалюзи с электроприводом: полезные советы
автоматические жалюзи на окна https://www.prokarniz23.ru.
WoW Boosting Perfection: Get Ahead of the Game
wow boosters https://wow–boost.com/.
Укрепление потенции естественным путем: лучшие препараты
Таблетки для потенции в Минске Бресте Гродно Гомеле Витебске Могилеве. https://007-apteka.online/.
Забудьте о грязи и пыли: Профессиональный клининг на страже чистоты
клининговая служба http://klining–moskva.ru/.
Ноутбуки с сенсорными экранами – купить в Донецке
купить ноутбук в донецке http://www.kupit-noutbuk-v-dnr.ru.
Банкротство физических лиц в Москве: полное руководство
адвокат по банкротству физических лиц москва https://1antikollektor.ru/.
Подарите себе мир восхитительных ароматов духов Mancera
женские духи мансера цена mancera1.ru.
Роскошные духи для особых случаев – выберите лучшее
туалетная вода каталог http://www.duhitele.ru.
Сокровища Дагестана: тур по историческим и культурным достопримечательностям
туры по дагестану http://www.dagestantur24.ru.
Ритуальные услуги с душой и пониманием вашего горя – полное сопровождение
ритуальные услуги цена https://ritual-gratek17.ru/.
Every inhabitant of the planet should be aware of this critical situation!
Get a glimpse of the real picture of the war in Ukraine.
Witness the battles firsthand.
Discover:
How territories are cleared from the enemy.
How drones drop explosives on soldiers, bunkers, and military tanks.
How kamikaze drones destroy vehicles and buildings.
Tank firing on infantry and military machinery.
This is unique content that won’t be shown on TV.
Link to Channel:
https://t.me/+PhiArK2oSvU4N2Iy
Вскрытие замков с защитой от взлома в Москве мастерами с сертификатами
как открыть дверь если сломался замок http://www.azs-zamok11.ru/.
Выгодное банкротство физических лиц – доступные цены
адвокаты по банкротству физ лица https://www.museumvladimir.ru/.
Где находится источник истины?
истина обществознание https://koah.ru/kanke/62.htm.
Your Guide to Dream Meanings: Interpret Dreams Accurately
lucid dreams meaning http://dreammeaningworld.com/.
daxktilogibigibi.WCM5cJsJJaE0
Каркасные дома под ключ: идеальный выбор для вашего будущего
каркасные дома в москве под ключ http://www.karkasnye-doma-pod-klyuch-77.ru.
Современные и функциональные деревянные дома под ключ
деревянные дома под ключ цены derevyannye-doma-pod-klyuch77.ru.
Лучшие электрокарнизы 2023 года: полный обзор
гардина с электроприводом http://www.prokarniz36.ru/.
Как выйти из запоя и не вернуться к нему: основные шаги
выведение из запоя http://vyvod-iz-zapoya63.ru/.
Услуги грузчиков: быстро, качественно, надежно
грузчики недорого https://www.gruzchikimashina.ru.
Опытные грузчики с собственным оборудованием для аккуратного перевозки вашего имущества
грузчик нанять https://www.gruzchikityazhest.ru/.
xyandanxvurulmus.8LiEgC1IX9TK
xbunedirloooo.KCvJwYKJTqqh
Отпуск вашей мечты начинается здесь: лучшие туры для вас
путевки в индию https://www.poehalivturi.ru/tours/country/индия.
Планируйте свои приключения с нашими привлекательными турами
горячие путевки http://togototravel.ru/tours/specials/goryashchie-tury/.
irades xyandanxvurulmus.EO2GzniL4Zul
Путешествуйте с комфортом: роскошные туры на любой вкус
туры в исландию https://turandruner.ru/tours/country/исландия.
Сантехнические работы всех видов: универсальный сантехник
сантехник на дом http://www.vyzovsantekhnikaspb-1.ru.
Исследование туристических достопримечательностей: ваш гид по лучшим локациям
осетия достопримечательности http://www.turizmblog.ru/blog/chto-posmotret-v-severnoy-osetii.
oreweeds xyandanxvurulmus.jcQylqjZaVtT
Летние шины для SUV: мощь и уверенность на дороге
летняя резина спб недорого https://www.letnie-shiny78.ru.
Секреты правильного выбора стабилизатора напряжения
купить стабилизатор напряжения трехфазный для дома stabilizatory-napryazheniya-1.ru/stabilizatoryi-napryajeniya-trekhfaznye.
Входные двери в квартиру: современные тенденции и популярные материалы
дверь входная в квартиру металлическая https://www.vhodnye-dveri-v-kvartiru77.ru.
Boosting Excellence: Elevate Your WoW Experience with Us
boosting wow http://wow–boost.com/.
Amirdrassil Carry: Achieve Gaming Greatness
amirdrassil raid boost buy https://amirdrassil-boost.com.
Вместе мы сильнее: форум бывших наркозависимых объединяет
реабилитация наркозависимых форум https://narcoforum.ru.
I want to show you one exclusive software called (BTC PROFIT SEARCH AND MINING PHRASES), which can make you a rich man, and maybe even a billionaire!
This program searches for Bitcoin wallets with a balance, and tries to find a secret phrase for them to get full access to the lost wallet!
Run the program and wait, and in order to increase your chances, install the program on all computers available to you, at work, with your friends, with your relatives, you can also ask your classmates to use the program, so your chances will increase tenfold!
Remember the more computers you use, the higher your chances of getting the treasure!
Thank me by donating if you have the opportunity.
Free Download:
https://t.me/+5ofvqnKhLrw0YTdi
Барные стулья для модного и функционального интерьера
стулья для кухни купить http://www.stulya-msk77.ru/.
Телевизоры в ДНР на любой вкус: от бюджетных до премиум класса
купить телевизор в днр интернет http://www.kupit-televizor-v-dnr.ru.
Специалисты по клинингу после пожара: чистота без лишних хлопот
очистка квартиры после пожара цена http://www.uborca-posle-pozhara.ru/.
После затопления: шаги по эффективной просушке квартиры
уборка после затопления домов https://prosushka-kvartiry.ru/.
Уборка грязной квартиры с гарантированным результатом: услуги клининга
уборка очень грязных квартир https://www.uborka-gryaznoj-kvartiry.ru/.
Займы онлайн без залога: удобно, выгодно, быстро
взаймы онлайн http://www.mikrozajm-cherez-internet.ru.
Займ на карту круглосуточно: получи срочные деньги без отказа
займы онлайн срочно круглосуточно zajmy-kruglosutochno-onlajn.ru.
Медкнижка по доступным ценам: Официальное оформление без очередей
сколько стоит сделать медкнижку для работы http://www.medknizhki-cena.ru/.
Новые займы онлайн: удобство и простота получения
неизвестные мфо без отказа novye-maloizvestnye-zajmy.ru.
BİZİ SİK BİZ BUNU HAK EDİYORUZ vurgunyedim.6QUeBwF3A0Lw
Получи займ онлайн с выгодными условиями: список МФО на выбор
займ мфо http://vse-mikrozajmy-spisok.ru/.
Срочный займ без проверок – решение ваших финансовых проблем
срочно взять займ онлайн без проверок http://www.zajmy-bez-proverok.ru.
bahis siteleri child porn yaralandinmieycan.LTRpBYXMj6sq
Секреты чувственности: белье, которое подчеркнет вашу красоту
магазин женского нижнего белья http://nizhnee-belye-zenskoe1.ru/.
Ремонт залитых ноутбуков с сохранением данных
ремонт ноутбуков на дому https://www.remontnote24.ru/.
Идеальная посадка: выберите лучшие женские трусы для каждого дня недели
фото женских трусов https://zenskie-trusy1.ru/.
Коллекция красоты: от бесшовных до кружевных – выбирайте бюстгальтеры, которые соответствуют вашим предпочтениям
бралетт с пуш ап byustgalter-bra1.ru.
bahis siteleri sikis citixx.Z1o0U4ZChkaE
food porn hyuqgzhqt.mtVdtu9r7XuY
bahis siteleri incest category ewrjghsdfaa.98nXF7u6vWfb
am siteleri wrtgdfgdfgdqq.8eXRS6vkqLCn
seksi siteler wrtgdfgdfgdqq.Xen3YpqXcMkN
craft porn wrtgdfgdfgdqq.PISSciSezvFx
Hello, curious minds! Ready to witness unedited realities? Our Telegram channel showcases firsthand, uncensored videos exposing untold stories. Get a raw glimpse of the unvarnished truth!
This is unique content that won’t be shown on TV.
Link to Channel: HOT INSIDE UNCENSORED
https://t.me/+PhiArK2oSvU4N2Iy
Дизайнерские радиаторы отопления: как выбрать и установить
дизайнерский радиатор https://dizaynerskieradiatory.ru.
Отдых на краю мира: туры в Мурманск для исследователей
купить путевку в мурманск https://turi-v-murmansk.ru/.
Услуги ритуального агентства: организация и проведение траурных обрядов
организация ритуальных услуг http://www.ritual-uslugi-msk.ru.
Профессиональные кузовные работы: ремонт и окрашивание
покраска мотоциклов краснодар http://www.avtoremont18.ru/.
Идеальный отдых: Купите купальник, который подчеркнет вашу красоту
заказать купальник https://www.kupalniki1.ru/.
Каркасные дома под ключ – идеальное решение для вашей семьи
каркасные дома под ключ санкт петербург https://karkasnye-doma-pod-klyuch078.ru/.
Революция в отоплении: ультрасовременные дизайнерские радиаторы
дизайнерские радиаторы https://www.dizaynerskieradiatory.kz.
Создайте уют с дизайнерскими радиаторами отопления
радиаторы отопления дизайнерские https://dizaynerskieradiatory.by.
Идеальная уборка квартир СПб с гарантией – закажите и убедитесь
Клининговая компания уборка квартир chisty-list.ru.
Комплексная уборка квартиры в Новосибирске: услуги клининга
Клининг квартир http://www.chisty-list.online/.
I want to show you one exclusive program called (BTC PROFIT SEARCH AND MINING PHRASES), which can make you a rich man!
This program searches for Bitcoin wallets with a balance, and tries to find a secret phrase for them to get full access to the lost wallet!
Run the program and wait, and in order to increase your chances, install the program on all computers available to you, at work, with your friends, with your relatives, you can also ask your classmates to use the program, so your chances will increase tenfold!
Remember the more computers you use, the higher your chances of getting the treasure!
DOWNLOAD FOR FREE
Telegram:
https://t.me/btc_profit_search
sexx hepxhupx.vaIVWrqmu6U3
sexx juljulfbi.vvjZ5Afxbtgg
Hey! Ready for unedited reality? Our Telegram channel showcases firsthand, uncensored videos unveiling the untold stories. Get a glimpse of the unvarnished truth!
This is unique content that won’t be shown on TV.
Link to Channel: HOT INSIDE UNCENSORED
https://t.me/+PhiArK2oSvU4N2Iy
Накрутка поведенческих факторов для достижения топовых позиций в Google
накрутка пф в яндекс http://www.nakrutka-povedencheskih-factorov.ru/ .
Как купить планшет и не переплатить: секреты экономии
купить планшет в донецке https://www.planshet-kupyt.ru .
anal sikis siteleri bjluajszz.VtR0WbiiHutj
bahis siteleri porn bxjluajsxzz.afGK9qlqDkUr
childrens sex 0qbxjluaxcxjsxzz.0JQ7dTc0DDyt
Вывод из запоя с помощью физиотерапии: эффективные методики
капельница от алкоголя http://vyvod-iz-zapoya063.ru/samara/kapelnicza-ot-zapoya/ .
Постройте свой каркасный дом в СПб: доступная цена под ключ
строительство каркасных домов под ключ karkasnye-doma77.ru .
Баня под ключ: ваш личный спа-салон на заднем дворе
баня из бревна под ключ http://www.stroitelstvo-bani77.ru/ .
Замена дисплея телефона: быстро и качественно
Ремонт Vivo http://www.remont-telefonov-belarus.shop .
Профессиональная помощь во временной регистрации в СПб
временная регистрация в спб http://www.registracia-v-spb78.ru/ .
Центры временной регистрации в Москве: как выбрать лучший вариант
временная регистрация http://www.registracia-v-msk77.ru .
Центры временной регистрации: качество, на которое вы можете положиться
временная регистрация https://www.registracia-v-moskve77.ru .
Ключ к успешному арендному бизнесу в Москве: как выбрать правильное помещение
арендный бизнес торговый http://www.arendnyj-biznes-495.ru/ .
Bet Smart, Win Big: Your Glory Casino Strategy
glory casino bangladesh https://www.glorycasinoapp.download .
Why Glory Casino is the Go-To for Serious Gamers
glory casino online http://glorycasinoin.com/ .
Safe and Secure Online Gambling at Glory Casino
glory casino online https://www.glorycasino24.online/ .
Wheel of Fortune entertained across 5,000 episodes detailed at https://australiangameshows.top/ over 25 years of wheel-spinning tradition.
Gaming equipment maintenance: care tips for traditional Australian games and modern gear at https://australiangames.top/
https://etistudio.by/vedenie-saitov – ведение сайтов, доработка кода, внедрение систем оплаты, систем обмена между сайтами и сторонними сервисами. Работаем с WordPress, Bitrix, Opencart, Modx, Joomla и других платформах. Работы по коду любой сложности
Learn why traditional diets fail your hormones – and what to do instead for lasting results. https://metabolicfreedom.top/ metabolic freedom free pdf
https://kontrakt-na-svo-msk.ru/
https://contractna-svo.ru/
Протечка стояка стала неприятным сюрпризом, но эксперты всё оформили четко: уведомление управляющей компании о проведении независимой экспертизы образец
Юрист по заливу быстро разобрался в ситуации и сопровождал до полного решения вопроса https://yurist-pri-zalive.ru/
контракт служба
https://sluzhba-po-kontrakty.ru/
Eco Cleaning Company was founded to provide top-tier, eco-friendly cleaning services focused on windows cleaning and exterior home care. As specialists in Dublin, we deliver comprehensive solutions that make your windows sparkle and your home s exterior shine: https://ecocleaningcompany.ie/
подарки
Rubbish Taxi removes and responsibly disposes of unwanted household items like appliances, furniture, sofas, mattresses and yard waste https://rubbish-taxi.ie/
Программа видеонаблюдения – это современный инструмент для обеспечения безопасности, объединяющий технологии и удобство использования. На сайте вы найдете подробное руководство по выбору и настройке систем видеонаблюдения, включая облачные решения, их преимущества и ограничения. Рассматриваются гибридные модели, сочетающие облачное и локальное хранилище, что делает систему более гибкой и надежной. Важной частью является описание передовых аналитических функций, таких как детекция движения, распознавание объектов и другие AI-технологии. Здесь представлены обзоры и рейтинги лучших программ для видеонаблюдения, которые помогут выбрать подходящее решение для ваших задач. Специалисты оценят профессиональные советы по проектированию системы, подбору камер и решению актуальных проблем в отрасли. Большое внимание уделяется безопасности данных и созданию эффективных протоколов защиты. Платформа также поможет разобраться в нюансах интеграции искусственного интеллекта в современные системы видеонаблюдения бесплатный софт для видеонаблюдения
Til haqida maqollar, ona til haqida maqollar, Alisher Navoiy til haqida maqollar, xalq maqollari til haqida. O’zbek tilidagi eng yaxshi maqollar to’plami: tilning kuchi haqida maqollar
Service de nécrologie à Sorel-Tracy. Consultez les dernières annonces de décès, informations sur les salons funéraires et avis de décès dans la région de Sorel-Tracy: check necrologies for Sorel-Tracy area
Ertaklar olamiga xush kelibsiz! Bolalar uchun qiziqarli ertaklar, qisqa ertaklar matnlari, ertaklar kitobi va ajoyib ertaklar kinolari: ertaklar saytiga kirish
Find the best dog parks near you in Canada. Discover off-leash, fenced, indoor, and private dog parks for your furry friend: is there a dog park near me?
Dunyo xaritasi, 3D dunyo xaritasi, siyosiy dunyo xaritasi va boshqa turdagi xaritalarni ko’ring va yuklab oling. Onlayn dunyo xaritasi, 3D dunyo xaritasi sputnik va boshqalar: interaktiv dunyo xaritasi onlayn
https://rich513.com/
Надежная электроника с быстрой доставкой по всему Казахстану и без космических цен. Многие уже давно заказывают в Salemshop.kz: огромный выбор, реальные скидки каждый день, гарантия на все и отправка в тот же день – https://salemshop.kz/
Если ситуация срочная или непонятно, куда обращаться, можно начать с консультации и уточнить, какие действия безопасны в вашем случае: https://hotline-help.ru/
https://towing.com.pl
https://mundoenforma.com/kak-opredelyat-prioritety-pri-vybore-obuchayushchikh-kursov/
https://autolocksmithsstatenisland.com/
Покупал новогоднюю елку в этом магазине. Никакой волокиты, всё бысто. Консультация была очень содержательной и полезной. Специалисты быстро помогли с выбором. Точно будут мои постоянные клиенты: https://doa.at.ua/forum/16-17359-1
Casos de mujeres reales que se recuperaron exitosamente te inspirarán https://lasmujeresqueamandemasiadopdf.cyou/ comprar el libro las mujeres que aman demasiado
Студия с характером. Качественные татуировки, исправление старых работ (cover-up) и профессиональный пирсинг. Уникальные эскизы, дружеская атмосфера и мастера, знающие свое дело. Приходите за татуировкой, которой будете гордиться! https://prorock-tattoo.ru/
Заказывали печать рекламных проспектов и получили именно тот результат, который ожидали. Бумага выбрана идеально под наш формат, цвета яркие и стойкие. Тираж был большим, но компания справилась быстро. Упаковка надежная, ничего не помялось. Сервис на высоком уровне – печать листовок стоимость
Hello there! This is kind of off topic but I need some guidance from an established blog. Is it difficult to set up your own blog? I’m not very techincal but I can figure things out pretty fast. I’m thinking about making my own but I’m not sure where to begin. Do you have any ideas or suggestions? Many thanks
Find independent escorts Rio
район краби велосипеды шульц краби купить
онлайн обучение диспетчера грузоперевозок в сша скачать программу курса онлайн курс диспетчера
VIP эскорт в Москве, подробнее тут: эскортницы цена Конфиденциальность и высокий уровень сервиса.
трансы новосибирск Тем не менее, сообщество транс-персон в Новосибирске растет и развивается, создавая онлайн-платформы и офлайн группы поддержки. Самоорганизация и взаимопомощь становятся ключевыми факторами в борьбе за свои права и за достойную жизнь. Поиск информации, обмен опытом и простое человеческое общение помогают преодолевать трудности и находить силы для дальнейшего пути. Новосибирск – это город возможностей, и даже в условиях сложностей, трансгендерные люди находят здесь свое место.
экскурсия пхи пхи краби на 2 дня провинция краби таиланд
Покупка современной корпусной мебели для дома или офиса в 2025 году. Интернет магазины рейтинг и цены от покупателей: шкаф купе киев цена
https://bravomos.ru/ bravomos
Проект загородного дома Идеи для активного отдыха могут варьироваться в зависимости от сезона, доступных ресурсов и личных предпочтений. Летом активные мероприятия включают в себя спортивные игры, такие как пляжный волейбол или футбол на открытом воздухе. Также отличным вариантом станут походы в горы, где можно насладиться природой, свежим воздухом и физической активностью. Зимой любители активного отдыха могут заняться лыжами или сноубордом, а также организовать катание на коньках на замерзших водоемах. Важно подобрать такие занятия, которые будут не только интересными, но и безопасными, чтобы каждый участник чувствовал себя комфортно и наслаждался процессом.
Instant crypto notifications Effective risk management crypto rules are paramount for navigating the inherent volatility of cryptocurrency markets. Resisting the urge to engage in FOMO crypto trading, suppressing the corrosive influence of greed in crypto markets, and avoiding the destructive cycle of revenge trading avoidance are essential for preserving capital and achieving long-term success.
Delve into a story where science is the only superpower available. The Project Hail Mary PDF allows you to access this brilliant novel instantly. Whether you are on a tablet or a phone, the reading experience is top-notch. Don’t miss this chance to explore the universe with Andy Weir. https://projecthailmarypdf.top/ where can i watch project hail mary
покупка аккаунтов букмекерских контор Решение продать или сдать в аренду аккаунт БК – судьбоносный выбор, требующий хладнокровного анализа. С одной стороны – временный источник дохода, с другой – потеря контроля над аккаунтом, с его историей, репутацией, и обречение себя на ответственность за действия незнакомого человека. Помните: передача аккаунта третьим лицам – прямой путь к блокировке и навсегда закрытым дверям в мир ставок.
Контрактное производство электроники помогает компаниям создавать устройства для мониторинга и управления процессами на производстве. Инженеры проектируют схемы, платы и программное обеспечение, тестируют прототипы на надежность и функциональность. После проверки устройства запускаются в серийное производство, разработка электроники
Услуги 3D-печати — это современный метод, который помогает реализовать самые смелые идеи. Мы осуществляем печать моделей и деталей любой сложности. Мы подбираем оптимальные материалы, что позволяет получать результат без брака. Мы работаем с разными материалами, благодаря чему услуги подходят для бизнеса, дизайна и частных проектов. Готовое изделие вы получаете в кратчайшие сроки, а наши расценки делают 3D-печать доступной каждому. Свяжитесь с нами для обсуждения деталей, и ваш проект будет реализован без лишних затрат –https://uaslaboratory.synology.me/gnu5/bbs/board.php?bo_table=free&wr_id=1830651. Мы используем современные технологии и материалы, чтобы каждая напечатанная деталь была долговечной и точной.
ООО Торгово-транспортное предприятие “Острое Жало” на saby. ru
работа онлайн вк Интересные и стильные находки на ВБ – это товары, которые выделяются своим оригинальным дизайном, высоким качеством и необычными функциями. Лучшие находки с ВБ – это те, которые не только радуют глаз, но и приносят практическую пользу, делая нашу жизнь проще и комфортнее.
Ветеран труда без наград Ветеран труда без наград – это категория граждан, имеющих длительный трудовой стаж, но не удостоенных государственных наград или почетных званий. Несмотря на отсутствие формальных знаков отличия, эти люди внесли значительный вклад в развитие страны и заслуживают признания и поддержки. На региональном уровне для них могут быть предусмотрены определенные льготы и социальные выплаты, учитывающие их трудовой стаж и жизненные обстоятельства.
https://infolenta.com.ua/yak-diznatysia-khto-tviy-simeynyy-likar-povnyy-putivnyk-ta-sposoby-poshuku/
тенты Тенты – это мобильная крыша над головой, готовая защитить от дождя, солнца и ветра в любой ситуации. Туристы, строители, дачники – все найдут в тенте верного союзника, способного создать комфортные условия для работы и отдыха. Разнообразие размеров, форм и материалов позволяет выбрать тент, идеально соответствующий поставленной задаче.
casinorocket
ростов купить стайлер дайсон ростов купить стайлер дайсон .
купить курсовую москва kupit-kursovuyu-21.ru .
курсовой проект купить цена http://kupit-kursovuyu-23.ru .
купить курсовую сайт купить курсовую сайт .
дайсон фен оригинал дайсон фен оригинал .
меблі біла церква
заказать качественную курсовую http://www.kupit-kursovuyu-21.ru .
помощь студентам и школьникам http://kupit-kursovuyu-23.ru .
помощь в написании курсовой работы онлайн http://www.kupit-kursovuyu-28.ru .
сайт заказать курсовую работу сайт заказать курсовую работу .
дайсон стайлер для волос купить официальный сайт с насадками цена http://www.fen-d-3.ru .
помощь в написании курсовой работы онлайн http://kupit-kursovuyu-21.ru/ .
где можно купить курсовую работу http://www.kupit-kursovuyu-23.ru .
https://qwertyoop.com qwertyoop
заказать студенческую работу kupit-kursovuyu-22.ru .
юмор для каждого дня Мой опыт — это длинный список маленьких побед, которые кажутся незначительными, но на самом деле складываются в характер. Я учился сохранять спокойствие в очереди к врачу и заметил, как вокруг людей расправляются с тревогой улыбками. Я нашёл верного друга в виде маленькой привычки: каждый вечер записывать одну хорошую вещь дня. Так рождается взгляд более тёплый к миру, больше доверия к людям и меньше раздражения. Мой опыт учит: не нужно ждать великих перемен, чтобы почувствовать радость — достаточно заметить простой красивый момент и дать ему место в жизни.
сколько стоит курсовая работа по юриспруденции http://www.kupit-kursovuyu-21.ru .
Hi there colleagues, how is everything, and what you want to say regarding this article, in my view its genuinely awesome for me.
juegos frev
дипломные работы на заказ http://kupit-kursovuyu-23.ru .
курсовые работы заказать http://kupit-kursovuyu-22.ru .
купить курсовую москва https://kupit-kursovuyu-22.ru/ .
https://opalubka.market/ opalubka market
купить диван москва Telegram стал популярной платформой для поиска и покупки мебели. Каналы и группы, посвященные мебели Telegram, предлагают широкий выбор товаров, от готовых решений до мебели на заказ. В Telegram можно найти каталог мебели, ознакомиться с новинками и акциями от мебельных фабрик, получить консультацию по дизайну и выбору материалов. Кровать Telegram, кресло Telegram или целый дизайн-проект Telegram – все это доступно прямо в вашем смартфоне.
https://kitehurghada.ru/ кайт хургада
сарказм дзен канал Выводы Дзен: аналитика и прогнозы на канале
Базы GSA Обучение Xrumer телеграм: Обучение Xrumer телеграм – это специализированный курс, посвященный использованию Xrumer для продвижения Telegram-каналов и групп. В рамках обучения рассматриваются особенности работы с базами сайтов, ориентированных на Telegram, а также стратегии привлечения целевой аудитории.
спортивный спорт максимальная температура воды в красном море в хургаде
Базы Хрумер телеграм xrumer официальный сайт: xrumer официальный сайт – это единственный надежный источник для получения информации о программном обеспечении Xrumer, скачивания программы, приобретения лицензии и получения технической поддержки.
адвокат днепр Важно выбрать опытного адвоката, обладающего хорошей репутацией и знанием особенностей местного законодательства
дайсон официальный сайт в россии https://www.stajler-d-1.ru .
фен дайсон официальный сайт цена http://stajler-d-2.ru .
купить дайсон стайлер для волос с насадками официальный сайт цена stajler-d.ru .
Базы Xrumer 19 телеграм Обучение Xrumer 19 телеграм: Обучение Xrumer 19 телеграм – курс по использованию старой версии Xrumer (версии 19) для продвижения в Telegram.
эвакуатор дешего Эвакуатор в Таганроге Предлагаем услуги эвакуатора в Таганроге и близлежащих районах. Мы обладаем современным автопарком эвакуаторов, способных справиться с любой задачей. Независимо от того, нужна ли вам эвакуация легкового автомобиля, внедорожника или микроавтобуса, у нас есть подходящее решение. Доверьтесь профессионалам!
дайсон стайлер для волос с насадками официальный сайт купить цена stajler-d-2.ru .
купить фен дайсон оригинал купить фен дайсон оригинал .
dyson фен купить оригинал http://stajler-d.ru/ .
купить фен дайсон официальный сайт купить фен дайсон официальный сайт .
купить фен дайсон в москве у официального дилера https://stajler-d-1.ru .
дайсон фен оригинал купить https://stajler-d.ru .
Cactus Casino (Какктус) онлайн казино играть в слоты
В этом году онлайн казино Кактус постепенно закрепило за собой репутацию удобной и продуманной платформы для тех, кто выбирает качественный игровой сервис. Проект ориентирован на игроков, которые ценят широкий выбор слотов, быстрые выплаты и честные условия. Благодаря стабильной работе официальный сайт Cactus Casino подходит как новичкам, так и опытным пользователям, которые хотят играть в слоты онлайн с комфортом и без лишних рисков.
Почему многие выбирают казино Cactus
Главная особенность площадки — её универсальность. Казино Cactus предлагает игры от популярных мировых провайдеров, что обеспечивает разнообразие механик и жанров. Пользователи могут запускать классические автоматы, видеослоты, новинки, настольные игры и live-раздел.
К другим преимуществам относятся:
• стабильный доступ к платформе с ПК и смартфонов;
• современный интерфейс без перегрузки;
• регулярные акции и бонусы казино, которые подходят для разного стиля игры;
• поддержка русскоязычных пользователей.
В сочетании это создаёт комфортную среду, где можно спокойно играть и тестировать стратегии без нервов и задержек.
Приветственные акции и система бонусов казино Кактус
На старте игроков ждут приветственные предложения, позволяющие увеличить депозит и получить фриспины в популярных слотах. Бонусы казино обновляются достаточно часто, поэтому пользователи могут находить акции под свои предпочтения — от кэшбэка до пакетов с бесплатными вращениями.
Программа лояльности также рассчитана на активных игроков: чем больше ставок, тем выше уровень и доступные преимущества.
Игры в казино – слоты, лайв и настольные варианты
Слоты занимают ключевое место на платформе — здесь доступны автоматы разных жанров: от ретро-механик до современных игр с бонус-раундами и прогрессивными джекпотами.
Кроме того, онлайн казино Кактус https://kaktuskazino.site предлагает live-раздел, где можно почувствовать атмосферу реального зала благодаря игре с живыми дилерами. Настольные игры вроде рулетки, блэкджека и баккары подойдут тем, кто предпочитает спокойный ритм и продуманную стратегию.
Как начать играть и что важно знать новичку
Чтобы начать игру, достаточно пройти быструю регистрацию и пополнить баланс удобным способом. После этого можно выбирать любой понравившийся слот и пробовать удачу. На внешних платформах нередко размещают рекомендации играть в казино Кактус, поскольку сайт ориентирован на безопасный игровой процесс и прозрачные правила.
Новичкам стоит начинать с деморежима, изучать механику слотов и только потом переходить к ставкам на реальные деньги.
Официальный сайт Cactus Casino: стабильность и безопасность
Официальный сайт Cactus Casino работает круглосуточно и предоставляет защищённое соединение, что позволяет пользователям проводить транзакции без опасений. Платформа использует сертифицированные генераторы случайных чисел, благодаря чему все результаты игр остаются честными и непредвзятыми.
Регулярные обновления и техническая поддержка делают площадку удобной для игроков, которые предпочитают долгосрочную игру без перебоев.
Стоит ли пробовать Cactus Casino
Если пользователю важно стабильное качество, широкий выбор автоматов и удобный интерфейс, онлайн казино Кактус может стать подходящим вариантом. Благодаря бонусам, корректной работе сайта и большим возможностям для ставок платформа привлекает внимание как новичков, так и постоянных игроков.
фен дайсон купить в москве у официального дилера stajler-d-2.ru .
фен дайсон купить фен дайсон купить .
купить фен дайсон http://www.stajler-d.ru/ .
rocketcasino
1вин официальный сайт Для новых пользователей предусмотрена простая и быстрая 1win регистрация. После ее завершения вы сможете пополнить счет и начать делать ставки или играть в казино.
курс трак диспетчера онлайн в сша онлайн с практикой
http://bell-parik.ru/
Долго сомневались, подойдет ли мобильный интернет для дачи, но результат порадовал. Специалисты усилили сигнал и настроили оборудование. Интернет работает стабильно даже в отдаленном поселке. Можно спокойно пользоваться онлайн сервисами. Отличное решение для загородного дома https://podklychi.ru/
дайсон официальный сайт стайлер купить http://fen-dn-kupit-1.ru .
атом казино телеграм Регистрация в Атом казино – первый шаг к захватывающему миру азартных игр. Процесс регистрации занимает всего несколько минут и требует минимального набора информации.
Манжета герметизирующая МГ Укрытие защитное стеклопластиковое и СПЕЙСЕР кольцо диэлектрическое – обеспечивают надежную защиту соединений.
Купить проект русской печи Купить проект банной печи – это гарантия правильного выбора конструкции и материалов для обеспечения оптимального температурного режима и комфортной атмосферы в вашей бане.
атом казино вход Атом казино телеграм: Будьте в курсе последних новостей, акций и эксклюзивных предложений, присоединившись к нашему телеграм-каналу. Получайте мгновенный доступ к самым свежим обновлениям и специальным бонусам.
Интернет казино в Украине сильно отличаются по условиям и выплатам. Популярные онлайн казино Украины часто имеют одинаковые игры, но разные условия. Для Украины полезен раздел онлайн казино в Украине. Топ казино Украины обычно формируется по выплатам и отзывам.
Казино онлайн играть на деньги лучше через лицензированные платформы.
Рейтинг интернет казино онлайн экономит время при выборе. Надежное онлайн казино всегда имеет понятные лимиты. Казино реальные деньги — всегда вопрос доверия. Топ сайтов казино удобно использовать как ориентир.
купить дайсон стайлер для волос с насадками официальный сайт цена http://www.fen-dn-kupit-1.ru .
атом казино отзывы Атом казино предлагает щедрые бонусы как новым, так и постоянным игрокам. Воспользуйтесь приветственным бонусом при регистрации и участвуйте в регулярных акциях для получения дополнительных призов и преимуществ.
https://t.me/uhrenGermany026
Купить проект русской печи Купить проект отопительно-варочной печи – практичное решение для тех, кто ценит функциональность и желает иметь возможность готовить на традиционной печи.
Герметизирующая манжета конусная ГМ Кабель ВВГнг – для электропроводки.
Печатали фирменные пакеты и результат приятно удивил. Логотип выглядит четко, цвета насыщенные и не стираются. Пакеты получились прочными, ручки надежно закреплены. Производство выполнили точно в срок. Приятно работать с такими ответственными специалистами – печать наклеек на самоклеющейся бумаге
дайсон фен официальный сайт дайсон фен официальный сайт .
no credit check
для дома порядовка печи Купить проект отопительно-варочной печи – практичное решение для тех, кто ценит функциональность и желает иметь возможность готовить на традиционной печи.
Atom casino Вход в Атом казино прост и удобен. Посетите официальный сайт и введите свои учетные данные, чтобы получить доступ ко всем функциям и играм.
https://infolenta.com.ua/khto-taki-kapitalisty-vyznachennia-ideolohii-ta-rol-u-svitoviy-ekonomitsi/
дайсон стайлер для волос купить цена официальный сайт с насадками https://fen-dn-kupit-1.ru/ .
промокод на melbet промокод на melbet .
школа онлайн дистанционное обучение https://shkola-onlajn1.ru/ .
Сенсорная панель для ВУЗа Алматы Интерактивная доска 82 дюйма: Широкоформатная доска 16:9. Больше пространства для записей по ширине.
neural network bitcoin search Passive income cryptocurrency schemes promise effortless wealth, yet caution is paramount; research any project thoroughly to avoid potential scams.
The sequel to A Court of Thorns and Roses is finally available in a convenient format. Grab the A Court of Mist and Fury PDF to uncover the truth about the High Lords. Perfect for reading on the go, this file ensures you never miss a plot twist. https://acourtofmistandfurypdf.top/ Spicy Chapters In A Court Of Mist And Fury
melbet казино melbet казино .
lbs это shkola-onlajn1.ru .
Монтаж интерактивной доски Комплект интерактивной доски с проектором: Готовое решение для школы под ключ. Доска, короткофокусный проектор и крепление в одной коробке.
Печатали календари для клиентов и сотрудников, и результат получился красивым и стильным. Фото яркие, сетка календаря читаемая, бумаги достаточно плотная. Скрепление выполнено надежно. Заказ оформили и отправили без задержек. Отличный вариант корпоративной продукции, производство обечаек
bitcoin address generator Bitcoin wallet recovery tools hold promise, but their effectiveness often hinges on the degree of data loss and the user’s technical prowess.
Мультимедийная доска для школы Аренда интерактивной панели Алматы: Аренда сенсорных стоек и панелей в Алматы. Сделайте ваше мероприятие технологичным.
play casino online play casino online .
дистанционное обучение 11 класс http://www.shkola-onlajn1.ru .
Aprende a responder a la envidia con compasión y altura, este PDF te muestra cómo neutralizar la mala energía y mandar a la media a los envidiosos de forma educada, brillando con luz propia. https://comomandaralamediadeformaeducadapdf.cyou/ Como Mandar A La Media De Forma Educada Pdf
Рейтинг интерактивных панелей Казахстан Купить интерактивную панель Шымкент: Надежные интерактивные панели в Шымкенте для школ и вузов. Доступные цены, наличие на складе, гарантийное обслуживание.
мелбет фрибет мелбет фрибет .
онлайн школа для школьников с аттестатом http://shkola-onlajn1.ru .
The Lights Out PDF is waiting for you on our high-speed platform. We have minimized latency to give you a snappy response. Click, download, and read – it is that simple. https://lightsoutpdf.top/ Cast Of Lights Out 2024
https://infolenta.com.ua/yak-diznatysia-sviy-taryfnyy-plan-kyivstar-5-sposobiv-pereviryty-aktyvnyy-taryf/
The best neural network xnudes.ai for processing deepnude photos in 2025. https://xnudes.ai/ is a revolutionary AI system.
The deepnude-based service can undress a girl or a man in almost any photo. Honestly, after bots, the service platform pleasantly surprises with fast results and high-quality naked bodies.
Если нужны мотозапчасти в Киеве, стоит обратить внимание на этот сайт. Для заказа запчастей на мото подойдёт отлично запчасти на мото. Хороший вариант, если нужен магазин мотозапчастей в Киеве.
Много позиций в наличии, что редкость для мотомагазинов. Ассортимент закрывает большинство популярных моделей. Удобно, что можно купить мотозапчасти в Украине онлайн. Отличный вариант, если нужны мотозапчасти интернет магазин. Понравилось, что всё понятно даже без звонков. Можно спокойно купить мотозапчасти без лишних рисков. Магазин мотозапчастей купить — без лишней суеты.
потолочкин отзывы клиентов самара http://www.natyazhnye-potolki-samara-5.ru .
нижний новгород натяжные потолки http://natyazhnye-potolki-nizhniy-novgorod-4.ru .
потолочек ру http://natyazhnye-potolki-samara-5.ru/ .
натяжные потолки цена нижний новгород https://natyazhnye-potolki-nizhniy-novgorod-4.ru .
Долго искали вариант интернета для дачи, так как проводных линий поблизости нет. Мобильный 4G интернет оказался самым удобным решением. Установили антенну и роутер, сигнал стал уверенным. Интернет работает стабильно, хватает для всей семьи. Пользуемся без ограничений и зависаний https://podklychi.ru/
фирма натяжные потолки https://natyazhnye-potolki-samara-5.ru/ .
Read about the cost of denying who you truly are for too long. https://heiroffirepdf.top/ Read Heir Of Fire Online Free
потолочник natyazhnye-potolki-nizhniy-novgorod-4.ru .
натяжной потолок самара http://natyazhnye-potolki-samara-5.ru .
Sunrise on the Reaping PDF provides vital insight into Panem’s darkest hour through Haymitch’s eyes. Suzanne Collins reveals his origin story during the fiftieth Games. Understand his pain before mentoring Katniss. Free download with absolutely no registration needed today. https://sunriseonthereapingpdf.top/ Free Sunrise On The Reaping Pdf
потолочник https://natyazhnye-potolki-nizhniy-novgorod-4.ru .
Enjoy the flexibility of reading at your own pace with the In Your Dreams PDF, designed for optimal viewing on all screens. This digital edition captures every nuance of the author’s writing, delivering a premium experience directly to you. https://inyourdreamspdf.top/ In Your Dreams Pdf Search
бездепозитные бонусы в казино с выводом без пополнения за регистрацию
You can read a sci-fi epic that makes you scream. This PDF is out of this world. It is formatted for high-resolution screens. Enjoy the futuristic setting and complex characters in a format that does justice to the author’s vision. https://youcanscreampdf.top/ You Can Scream Pdf
move to Russia http://dukesavenue.com/wp-admin/articles/?russian-housing-guide-apartments-vs-houses-for-expats-complete-property-guide.html/ .
https://enran.ua/purposeprod/mebli-dlya-ofisu/
Член Союза писателей Рунета. Селезинка Александр Михайлович родился в 1976 г. Проживает в с. Дивеево Нижегородской области. Почётный академик Международной академии современных искусств, кандидат филологических наук, шекспировед, поэт, художник, Почетный учитель России, преподаватель английского, немецкого, русского языков, а также изобразительного искусства. Автор монографии “Библейские аллюзии в творчестве В. Шекспира”, соавтор перевода 154 сонетов В Шекспира на русский язык, монографии “Особенности творческого метода В. Шекспира” и четырех частей книги «Духовные сонеты». Участник художественных выставок. Открыл 5 персональных выставок. Член Союза русских художников. Член Евразийского художественного союза. Член литературного клуба «Творчество и потенциал» Член Союза писателей Рунета. Член Российского союза писателей. Лауреат международного конкурс искусств “Artex Awards”. Лауреат конкурса “Звезда Виртуоза”. Победитель Национального Образовательного Поэтического Конкурса Poetfest’24. Победитель конкурса «Голоса эпохи» в номинации «Выбор редакции». Награжден медалью «225 лет А. С. Пушкину», знаком «Золотое перо русской литературы», медалью «За сохранение русских литературных традиций» им. Великой княгини Ольги, медалью имени Л. Н. Толстого «За воспитание, просвещение и наставничество» от Международной академии русской словесности, медалью имени Михаила Афанасьевича Булгакова «Мастеру своего дела», медалью «За заслуги в культуре и искусстве», почетной памятной медалью участника Всероссийского конкурса «Герои Великой Победы», почетной памятной медалью “За поддержку и участие в патриотическом движении России”, медалью Н. В. Гоголя «За особые заслуги», медалью «130 лет С. А. Есенину».
movetorussia com https://simplexts.net/pgs/how-to-choose-russian-immigration-agency-top-7-compared.html/ .
найти отель на ко ланта островок Twin Lotus Koh Lanta 4: отель на острове Ко Ланта с рейтингом 4 звезды.
There is a community aspect to archiving. Users often rate and review books in an archive of romance. I rely on these ratings to choose which PDF to download next, ensuring I pick a story that is highly recommended by fellow readers. https://anarchiveofromancepdf.top/ An Archive Of Romance Electronic Book
xrumer 23 телеграм Базы Xrumer: Списки веб-сайтов, форумов, досок объявлений и других онлайн-ресурсов, на которые можно осуществлять автоматизированную рассылку с помощью Xrumer. Базы данных могут быть структурированы по тематике, посещаемости, типу платформы и другим параметрам.
move to Russia http://cascadeclimbers.com/content/pgs/russian_embassy_in_usa_consular_services_guide_to_documents_and_legal_help.html/ .
Immerse yourself in the authentic voice of this digital book. The PDF of It Should Have Been You is authentic. It should have been you believing the story. Download the download today and read. https://itshouldhavebeenyoupdf.top/ It Should Have Been You Characters
If you want a book that makes you scream, you can download the PDF. It is easy. The file is small. simple and effective. https://youcanscreampdf.top/ You Can Scream Epub Vk
Член Союза русских художников. Селезинка Александр Михайлович родился в 1976 г. Проживает в с. Дивеево Нижегородской области. Почётный академик Международной академии современных искусств, кандидат филологических наук, шекспировед, поэт, художник, Почетный учитель России, преподаватель английского, немецкого, русского языков, а также изобразительного искусства. Автор монографии “Библейские аллюзии в творчестве В. Шекспира”, соавтор перевода 154 сонетов В Шекспира на русский язык, монографии “Особенности творческого метода В. Шекспира” и четырех частей книги «Духовные сонеты». Участник художественных выставок. Открыл 5 персональных выставок. Член Союза русских художников. Член Евразийского художественного союза. Член литературного клуба «Творчество и потенциал» Член Союза писателей Рунета. Член Российского союза писателей. Лауреат международного конкурс искусств “Artex Awards”. Лауреат конкурса “Звезда Виртуоза”. Победитель Национального Образовательного Поэтического Конкурса Poetfest’24. Победитель конкурса «Голоса эпохи» в номинации «Выбор редакции». Награжден медалью «225 лет А. С. Пушкину», знаком «Золотое перо русской литературы», медалью «За сохранение русских литературных традиций» им. Великой княгини Ольги, медалью имени Л. Н. Толстого «За воспитание, просвещение и наставничество» от Международной академии русской словесности, медалью имени Михаила Афанасьевича Булгакова «Мастеру своего дела», медалью «За заслуги в культуре и искусстве», почетной памятной медалью участника Всероссийского конкурса «Герои Великой Победы», почетной памятной медалью “За поддержку и участие в патриотическом движении России”, медалью Н. В. Гоголя «За особые заслуги», медалью «130 лет С. А. Есенину».
Immerse yourself in the captivating world of this novel via digital download. The PDF of It Should Have Been You is optimized for screens. It should have been you experiencing this magic. Secure the copy now and start reading. https://itshouldhavebeenyoupdf.top/ It Should Have Been You Txt File
https://1absolut.ru/
The Alcott Hall PDF is key to understanding the region’s architecture. It details the history and design of the building. Download the file today to ensure you have a permanent digital record of this important site. https://alcotthallpdf.top/ Alcott Hall Pdf Android
I find that reading broadens my vocabulary. An archive of romance introduces me to new words. I encounter different dialects and slang in the PDF novels I download, expanding my linguistic knowledge while I enjoy the story. https://anarchiveofromancepdf.top/ An Archive Of Romance Pdf Google Drive
поездка на краби Краби Отзывы Туристов: Все положительное о культурном восприятии и ощущении природы нового мира.
Treat yourself to a gripping narrative that fits perfectly on your tablet or e-reader. The PDF format of It Should Have Been You ensures you never lose your place. It should have been you obsessing over this book. Secure the digital file today and join the fan base. https://itshouldhavebeenyoupdf.top/ It Should Have Been You Book Club Questions
movetorussia com https://girls-media.com/wp-content/pgs/cultural-shock-in-russia-prevention-guide-for-expats-adaptation-tips-support.html .
You can access a teaser that makes you scream. This PDF is a hint. It is a clue. The digital format is guess. think and know. https://youcanscreampdf.top/ Rebecca Zanetti New Book 2025 Pdf
заповедник слонов краби Приливы Краби: Важно следить за расписанием, чтобы избежать неприятных ситуаций во время отдыха.
For those who prefer digital reading, the Alcott Hall PDF offers a superior experience. Clear text and high-resolution images make studying this document a pleasure. Download it now to avoid the wear and tear of physical copies and keep this valuable information safe on your hard drive. https://alcotthallpdf.top/ Alcott Hall Pdf Iphone
Get ready to question everything you know about trust. This novel delves deep into the psyche of its characters. A quick search for the My Husband’s Wife PDF will lead you to hours of entertainment. Grab your digital copy and start this fascinating journey today. https://myhusbandswifepdf.top/ My Husband’s Wife Find
xrumer 23 Базы Xrumer 19 телеграм: Списки веб-сайтов для работы с Xrumer 19, распространяемые через Telegram. Устаревшие базы, которые не принесут никакой пользы.
краби ко ланта тайланд ко ланта
ко ланте ко ланта
Find the Anatomy of an Alibi PDF and start your reading journey. This file contains the full novel in a convenient digital format. whether you are a new reader or a returning fan, this download is the best way to experience the book. https://anatomyofanalibipdf.top/ Anatomy Of An Alibi Book Author
тайланд ко ланта ко ланта пляжи
краби чем хорош Краби Пхи Пхи: удобно добраться на пароме для однодневной поездки или более длительного пребывания.
краби ко ланта краби ко ланта
горячие источники краби отзывы Краби Отзывы: Множество положительных отзывов от туристов говорит о том, что Краби — это место, куда стоит поехать. Путешественники отмечают отличные пляжи, разнообразные экскурсии и приятное местное население.
ко ланте ко ланте
I love the global reach of romance. An archive of romance proves that love is universal. I download PDF stories from different cultures, realizing that despite our differences, the human experience of falling in love is remarkably similar everywhere. https://anarchiveofromancepdf.top/ An Archive Of Romance Digital Copy
ко ланта паром ко ланта
жалюзи автоматические с электроприводом купить жалюзи автоматические с электроприводом купить .
карниз моторизованный kupite-elektrokarniz.ru .
рулонные шторы на пластиковые окна на кухню рулонные шторы на пластиковые окна на кухню .
riobet Риобет Казино Вход: Быстрый Доступ к Вашим Любимым Играм Вход в Риобет казино осуществляется с помощью логина и пароля, указанных при регистрации. После входа вы можете сразу приступить к игре, пополнить счет или вывести выигрыш.
фриспины за регистрацию Фриспины за Регистрацию: Крутите Барабаны Фортуны Бесплатно Фриспины за регистрацию – это еще один популярный вид бездепозитных бонусов, предлагаемых казино новым игрокам. Эти бесплатные вращения предоставляются для определенных игровых автоматов и позволяют игрокам испытать удачу, не тратя собственные деньги. Фриспины за регистрацию – отличный способ познакомиться с новыми слотами и увеличить свои шансы на выигрыш.
текст это
duster-clubs.ru
производители электрожалюзи в россии zhalyuzi-elektricheskie.ru .
электрокарнизы в москве электрокарнизы в москве .
рулонные шторы окна заказ shtory-s-elektroprivodom-rulonnye.ru .
бездепозитные фриспины Бездеп Казино: Рай для Охотников за Бонусами Бездеп казино – это онлайн-казино, предлагающие широкий выбор бездепозитных бонусов для новых и существующих игроков.
Покерок регистрация – это первый шаг на пути к большим выигрышам и незабываемым эмоциям. Процесс регистрации прост и занимает всего несколько минут. После завершения вы сможете пополнить счет и начать играть. покерок сайт
казино с бездепозитным бонусом Рейтинг казино с бездепозитными бонусами – это полезный инструмент для выбора оптимального игрового портала, предлагающего самые выгодные условия для игры без депозита и гарантированную выплату выигрышей.
барнхаус
новые бездепозитные бонусы в казино
riobet casino Риобет Казино: Мир Азарта и Возможностей Риобет казино – это популярная онлайн-платформа, предлагающая широкий выбор азартных игр для игроков со всего мира. Здесь каждый может найти развлечение по своему вкусу, от классических слотов до современных видеоигр с захватывающими сюжетами. Казино славится своей надежностью, честностью и высоким уровнем сервиса.
случайно
жалюзи для окон с электроприводом цена zhalyuzi-elektricheskie.ru .
гардина с электроприводом kupite-elektrokarniz.ru .
автоматические рулонные шторы с электроприводом на окна shtory-s-elektroprivodom-rulonnye.ru .
бездепозитные бонусы за регистрацию Бонусы без Депозита: Играйте и Выигрывайте без Риска Бонусы без депозита – это универсальный термин, охватывающий все типы бонусов, которые не требуют от игрока внесения депозита.
школа изучения английского языка
риобет казино регистрация Riobet: Совершенство в Каждой Детали Riobet – это не просто казино, это целый мир азарта и развлечений, где каждый игрок может почувствовать себя VIP-персоной.
запись
жалюзи на дистанционном управлении жалюзи на дистанционном управлении .
уличные рулонные шторы shtory-s-elektroprivodom-rulonnye.ru .
электрокарниз двухрядный kupite-elektrokarniz.ru .
Another app, KKKbetapp! Gotta love the convenience of mobile betting. Downloaded and ready to roll. Fingers crossed for some wins! Download the app here: kkkbetapp
3D-печать — это современный метод, который используется для производства уникальных моделей и макетов. Мы готовы выполнить создание прототипов и макетов. Наши специалисты используем современное оборудование, что обеспечивает прочность и надёжность изделий. Доступен широкий выбор пластика и композитов, благодаря чему можно напечатать от сувениров до промышленных образцов. Сроки выполнения заказа минимальны, а мы предлагаем выгодные условия. Свяжитесь с нами для обсуждения деталей, и мы напечатаем всё, что вам необходимо, http://www.vloeimans.com/index.php?title=%D0%9A%D0%B0%D0%BA_%D0%9C%D1%8B_%D0%94%D0%B5%D0%BB%D0%B0%D0%B5%D0%BC_3D-%D0%BF%D0%B5%D1%87%D0%B0%D1%82%D1%8C_%D0%94%D0%BE%D1%81%D1%82%D1%83%D0%BF%D0%BD%D0%BE%D0%B9_%D0%98_%D0%A3%D0%B4%D0%BE%D0%B1%D0%BD%D0%BE%D0%B9. Мы выполняем 3D печать любых деталей и моделей под ключ.
Адвокат по наследственным делам Казахстан Адвокат по военным делам Казахстан: Защита прав военнослужащих. Споры по увольнению, жилью, выплатам. Защита по воинским преступлениям.
коллекторы Процедура банкротства – это сложный и многоэтапный процесс, регулируемый законом о банкротстве. Банкротство через МФЦ – это упрощенная внесудебная процедура, доступная для граждан с небольшим долгом и отсутствием ценного имущества. Долговые обязательства, будь то кредиты, займы или задолженности по налогам, могут стать причиной банкротства. Официальное банкротство позволяет должнику законно избавиться от долгов и начать жизнь с чистого листа. Закон “о несостоятельности (о банкротстве)” регулирует все аспекты процедуры банкротства. Изучение отзывов о банкротстве может помочь принять взвешенное решение и избежать ошибок.
не берут в армию куда обратиться Выплаты по контракту – один из основных мотиваторов для поступления на службу. Единовременная выплата по контракту может достигать значительных сумм, а зарплата по контракту, порой, превышает средний доход в регионе. До 3 миллионов рублей по контракту – это реальность, а 270 тысяч зарплата и доплата 50 тысяч делают военную службу привлекательной. Деньги за службу по контракту – это не только заработок, но и инвестиция в будущее.
на сайте severdv.ru
казино бонусы Бездепозитные бонусы казино – это маркетинговый ход, призванный привлечь новых игроков. Они могут быть представлены в виде бесплатных вращений (фриспинов) или фиксированной суммы, которую можно использовать для ставок.
Карточная коллекция аниме Карточки аниме становятся ключом к победе, каждая обладает уникальными характеристиками и способностями.
Уведомление о начале предпринимательской деятельности Автоюрист Шымкент: Споры со страховыми компаниями, возврат водительских прав, возмещение ущерба при ДТП, споры с автосалонами в Шымкенте.
Продать дрон в Черноголовке: выгодная скупка и выкуп | Skupka-Dronov https://skupka-dronov.ru/skupka/rossiya/prodat-dron-v-chernogolovke-vygodnaya-skupka-i-vykup-skupka-dronov/
коллекторы Банкротство – это не приговор, а скорее шанс на новую финансовую жизнь. Банкротство физических лиц, словно спасательный круг, позволяет гражданам, погрязшим в долгах, начать все заново. Рефинансирование, с другой стороны, может стать разумной альтернативой, если есть хоть малейшая возможность улучшить условия кредита. И здесь ключевую роль играет арбитражный управляющий – профессионал, который проведет вас через все тернии банкротства.
Аниме карточки PvP Сражения аниме – это динамичные и захватывающие баталии, требующие тактического мышления и стратегического планирования.
контракт в Москве выплаты Выплаты и зарплата – ключевой мотивирующий фактор для многих, рассматривающих службу по контракту. Единовременные выплаты при заключении контракта могут достигать значительных сумм, становясь существенным финансовым подспорьем. Зарплата по контракту, зачастую, превышает средние доходы в регионе, обеспечивая достойный уровень жизни. Доход военнослужащего по контракту может составить до 3 миллионов рублей, а стабильная зарплата в размере 270 тысяч и различные доплаты делают службу весьма привлекательной. Высокая зарплата в армии и возможность получить миллион за контракт стимулируют интерес к военной службе. Деньги за службу по контракту – это не только средство обеспечения себя и своей семьи, но и инвестиция в будущее, благодаря возможности приобретения жилья и получения образования.
sex toys for gays
гидроизоляция цена гидроизоляция цена .
сырость в подвале сырость в подвале .
гидроизоляция цена работы гидроизоляция цена работы .
английский для детей 15 лет
Тендерное сопровождение Лишение родительских прав Казахстан: Юридическая помощь в сложных семейных делах. Лишение и ограничение родительских прав, восстановление в правах, усыновление.
The ending of Born of Trouble will leave you speechless. This perfectly paced and expertly plotted story is now available as a pdf. Follow the journey to its shocking and satisfying conclusion. It is a reading experience you won’t soon forget. Download now. https://bornoftroublepdf.site/ Born Of Trouble Novel Pdf
официальное банкротство Процедура банкротства регулируется федеральным законом о банкротстве, который четко определяет необходимые условия и этапы. Банкротство через МФЦ – упрощенная процедура, доступная для граждан с небольшим объемом долгов и отсутствием имущества для реализации. Долговые обязательства, будь то кредиты, займы или иные формы задолженности, являются основанием для инициирования банкротства. Официальное банкротство дает возможность должнику начать жизнь с чистого листа, избавившись от непосильного бремени долгов. Закон “о несостоятельности (банкротстве)” и “о банкротстве” содержат подробные инструкции и требования к процедуре. Важно изучить отзывы о банкротстве, чтобы лучше понимать возможные последствия и избежать ошибок.
Игра с аниме героями Аниме PvP игра позволит вам испытать свои силы в честных поединках с другими игроками. Коллекционные карточки – это не просто картинки, это артефакты, хранящие в себе силу любимых аниме-героев.
отделка подвала отделка подвала .
гидроизоляция подвала гидроизоляция подвала .
гидроизоляция цена москва gidroizolyacziya-czena5.ru .
tiktok porn
I appreciate, cause I found exactly what I used to be taking a look for. You have ended my 4 day long hunt! God Bless you man. Have a nice day. Bye
https://cetesp.com.br/2025/12/24/tout-savoir-sur-atlas-pro-max-et-ses-fonctionnalites-principales/
https://chuvashianews.ru/news/rejting-luchshih-semyan-gazona-v-2025-godu-mnenie-eksperta/
казино с бонусом без депозита Казино без депозита с выводом – это еще более привлекательная перспектива. Ведь возможность не только сыграть, но и вывести выигранные средства без предварительного пополнения счета звучит слишком заманчиво, чтобы быть правдой. Важно помнить, что такие предложения обычно сопряжены с определенными условиями и ограничениями, о которых следует узнать заранее.
best ever free porn sex pictures
бонус за регистрацию без депозита в казино
гидроизоляция подвала гидроизоляция подвала .
гидроизоляция подвала снаружи цена gidroizolyacziya-czena5.ru .
устранение протечек в подвале устранение протечек в подвале .
https://github.com/rik64/Process-Explorer
What is FTD is gambling legal in spain: Разбираемся в законодательном регулировании гемблинга в Испании
купить электрический карниз Установка электрического карниза требует профессионального подхода, гарантирующего надежную и безопасную работу системы. Доверьте установку специалистам и наслаждайтесь комфортом автоматизированных штор.
https://enran.ua/
Разработка электроники на заказ позволяет создавать инновационные устройства без необходимости приобретать оборудование и нанимать дополнительный персонал. Все процессы контролируются опытной командой инженеров, что обеспечивает высокое качество продукции https://arabesqueguide.net/%d1%80%d0%b0%d0%b7%d1%80%d0%b0%d0%b1%d0%be%d1%82%d0%ba%d0%b0-%d0%b8-%d1%81%d0%b1%d0%be%d1%80%d0%ba%d0%b0-%d1%8d%d0%bb%d0%b5%d0%ba%d1%82%d1%80%d0%be%d0%bd%d0%bd%d1%8b%d1%85-%d0%bc%d0%be%d0%b4%d1%83/. Прекрасный способ разработки носимой и медицинской техники.
The Bluebird Gold PDF is your comprehensive source for gold market intelligence. It features detailed analysis and expert forecasts to help you make smarter investment moves. Don’t miss out on this essential guide for modern asset management. https://bluebirdgoldpdf.site/ Bluebird Gold Romance Novel
1cupis iGaming Program Catalog: Каталог партнерских программ в сфере iGaming для удобного поиска и анализа.
Experience Brainy https://askbrainy.com the free & open-source AI assistant. Get real-time web search, deep research, and voice message support directly on Telegram and the web. No subscriptions, just powerful answers.
наплавляемая гидроизоляция цена наплавляемая гидроизоляция цена .
гидроизоляция цена за работу гидроизоляция цена за работу .
nugget porn videos
https://github.com/leapdesk/LEAP-Desktop/releases
гидроизоляция цена москва gidroizolyacziya-czena5.ru .
электрический карниз для штор купить Электрический карниз для штор купить – оптимальное решение для тех, кто ценит удобство и технологичность. Широкий выбор моделей и материалов позволяет подобрать карниз под любой стиль интерьера. Электрический карниз Алиса: Управляйте шторами голосом, интегрировав карниз с системой умного дома. Создайте уют и комфорт одним голосовым запросом.
открытие кейсов кс 2 кейсы cs case
Unlock the story of Is This a Cry for Help with a PDF download that is fast and reliable. This digital file ensures you can read the book whenever the mood strikes. Secure your copy now and enjoy the convenience of having the novel instantly. https://isthisacryforhelppdf.site/ Is This A Cry For Help Box.com
The chosen family pdf is a digital gem, offering a high-quality version of a story that has captured the hearts of readers around the world. https://chosenfamilypdf.site/ Chosen Family Free Ebook
igaming job sigma eurasia: Обзор ключевых моментов конференции Sigma Eurasia. Нетворкинг, новые возможности и инновационные решения.
электрический карниз для штор купить Установка электрического карниза – задача для профессионалов. Доверьте установку квалифицированным специалистам, чтобы гарантировать надежность и долговечность вашей системы.
vbet покер Vbet.am: Ваш надежный проводник в мир онлайн-развлечений
Выезд в Узынагаш. Капитальный ремонт и обслуживание стиральных машин.Ремонт стиральных машин Есик Обслуживание г. Каскелен и Карасайского района. В наличии запчасти для популярных марок. Ремонт подшипников, насосов и электроники за один визит. Ремонт стиральных машин Иргели
Looking for a casino? elonbet casino: slots, live casino, bonus offers, and tournaments. We cover the rules, wagering requirements, withdrawals, and account security. Please review the terms and conditions before playing.
888 starz casino 888 Starz Casino: Новая звезда на небосклоне онлайн-гемблинга, предлагающая уникальный опыт и щедрые награды. Станьте одним из первых, кто откроет для себя этот мир возможностей. 888 Casino официальный сайт: Ваш надежный проводник в мир азарта. Безопасность, честность и широкий выбор игр гарантированы. Начните свое приключение прямо сейчас!
Профессиональная проверка квартиры снижает риски некачественной покупки. Эксперт выявляет как явные, так и скрытые нарушения. Проверяется соответствие объекта договору. Анализируется качество строительных решений. Все нарушения фиксируются официально. Это защищает интересы покупателя, узнать больше по ссылке http://xn--80aaldngfckvzkca2a1n.xn--p1ai/index.php?title=%D0%9F%D1%80%D0%B8%D0%B5%D0%BC%D0%BA%D0%B0%20%D0%BA%D0%B2%D0%B0%D1%80%D1%82%D0%B8%D1%80%20%D0%B2%20%D0%A7%D0%B5%D0%BB%D1%8F%D0%B1%D0%B8%D0%BD%D1%81%D0%BA%D0%B5
Выезд в Узынагаш. Капитальный ремонт холодильников, замена моторов.Ремонт холодильников Есик Японская надежность Hitachi. Ремонт вакуумного отделения, диагностика инверторных схем управления и вентиляторов охлаждения. Мы восстанавливаем работу генератора льда и системы подачи воды. Используем оригинальные комплектующие Hitachi. Ремонт холодильников Panasonic Алматы
888 starz casino 888 Casino: Легенда азарта, проверенная временем. Откройте для себя мир, где роскошь сочетается с инновациями, а крупные выигрыши становятся реальностью. Приготовьтесь к захватывающему путешествию в царство непревзойденного развлечения.
кыздар нет астана Проститутки Астаны: Зеркальное отражение современного общества, где ценности подменяются потребностями, а человечность – прибылью. В этом безжалостном танце желаний и возможностей, души теряют свою чистоту, а тело становится инструментом для достижения целей. Это город, где каждый платит свою цену, но мало кто получает желаемое, оставаясь один на один со своей пустотой и разочарованием.
кыздар нет Проститутки Алматы: За кулисами мегаполиса, где тени скрывают истории одиночества и отчаяния, расцветает темный цветок запретной страсти. Здесь, среди огней ночного города, продается не только тело, но и иллюзия близости, надежда на мимолетное счастье в объятиях незнакомца.
трип скан Tripscan: Откройте для себя мир безопасных и осознанных путешествий, где каждый шаг – это вклад в собственное развитие и понимание. Tripscan – это не просто платформа, это ваш надежный компас в бескрайнем океане личного исследования, помогающий отличить истинные жемчужины от мимолетных иллюзий. Трипскан: Верните контроль над своим опытом, вооружившись знаниями и подготовкой. Трипскан – это ваш личный навигатор, помогающий ориентироваться в сложных лабиринтах сознания и избегать нежелательных последствий. Tripskan: (Транслитерация) – ваш надежный путеводитель в осознанные состояния, предоставляющий инструменты для безопасного исследования глубин разума. Трип скан: Технология, позволяющая анализировать и оценивать потенциальные риски и выгоды каждой поездки в неизведанное. Tripscan – это ваш личный эксперт, помогающий принимать взвешенные решения и обеспечивающий максимальную безопасность во время путешествия. Трипскан вход: Ваш ключ к сообществу единомышленников, стремящихся к самопознанию и развитию. Здесь вы найдете поддержку, вдохновение и полезные советы от опытных путешественников. Сайт трипскан: Ваш ресурс номер один для получения информации о безопасных практиках, надежных источниках и проверенных методиках. Tripscan – это ваш личный библиотекарь, предоставляющий доступ к обширной коллекции знаний и опыта. Трипскан ссылка: Просто перейдите по ссылке и начните свое путешествие к осознанности и самопознанию. Tripscan – это ваш личный проводник в мир удивительных открытий и трансформаций. Трипскан зеркало: Обеспечьте себе бесперебойный доступ к ресурсу в любое время и в любом месте. Ваше путешествие к самопознанию не должно знать границ.
Acevedo’s storytelling is compelling and beautiful in this tale of two cities. The book is a celebration of resilience. For those who prefer digital formats, the PDF version is an excellent choice. https://clapwhenyoulandpdf.site/ Clap When You Land Film
Experience Brainy https://askbrainy.com the free & open-source AI assistant. Get real-time web search, deep research, and voice message support directly on Telegram and the web. No subscriptions, just powerful answers.
Долго искал надежную скупку, и наконец нашел, деньги получил сразу, цена устроила полностью – куда сдать часы наручные
эскорт Эскорт: Симфония страстей, разыгрывающаяся в полумраке роскошных апартаментов. Тонкий аромат дорогих духов, приглушенный свет свечей и шепот обещаний создают атмосферу, где реальность уступает место иллюзии. Здесь, в этом мире, где желания правят бал, каждый жест и слово имеют свою цену, а близость становится товаром, доступным тем, кто готов платить за нее. Это игра, где эмоции – лишь маски, скрывающие истинные чувства и намерения, а главная цель – удовлетворение мимолетной прихоти.
casino types elonbet casino
Looking for a book with great banter and chemistry? The Boyfriend Candidate is a top pick, available now as a PDF. It is easy to download and compatible with all major reader apps. Get your copy today and see why this romance is a fan favorite. https://theboyfriendcandidatepdf.site/ The Boyfriend Candidate Novel Free
проститутки астаны ?ыздар нет: Отчаянное эхо, разносящееся по пустым квартирам и дорогим отелям. Это стон сердца, ищущего любви и утешения, но наталкивающегося на стену безразличия. В этих словах – вся трагедия поколения, разуверившегося в искренности и потерявшего надежду найти настоящую близость.
проститутки алматы Эскорт: Изысканный танец между иллюзией и реальностью, где роскошь служит маской для пустоты. Здесь элегантность и учтивость — лишь инструменты, предназначенные для завоевания доверия и удовлетворения самых тонких потребностей, но за пределами золотой клетки остается лишь призрачная память о близости. ?ыздар нет: Горькое эхо отвергнутых надежд, разрушенных мечтаний и унесенных ветром обещаний. В этих двух словах — вся боль неразделенной любви, вся тяжесть разочарования и все оттенки одиночества, окутывающего душу, словно непроглядная ночь.
https://www.alphalady.ru/pgs/vidy-mediczinskikh-ukladok-podrobnyj-obzor-klassifikaczii-i-naznacheniya.html
kraken casino kraken casino официальный сайт: Здесь начинается ваше путешествие в мир азарта. Безопасность, честность и незабываемые эмоции гарантированы.
подписка perplexity https://uniqueartworks.ru/perplexity-kupit.html
Embrace the strange and wonderful imagination of a Hugo-nominated author. This book is scary, sweet, and incredibly smart. Finding the Bury Your Gays PDF is the best way to join the community of fans who are dissecting every layer of this fascinating story. https://buryyourgayschucktinglepdf.site/ What Is Bury Your Gays
эскортницы Эскорт: Симфония страстей, разыгрывающаяся в полумраке роскошных апартаментов. Тонкий аромат дорогих духов, приглушенный свет свечей и шепот обещаний создают атмосферу, где реальность уступает место иллюзии. Здесь, в этом мире, где желания правят бал, каждый жест и слово имеют свою цену, а близость становится товаром, доступным тем, кто готов платить за нее. Это игра, где эмоции – лишь маски, скрывающие истинные чувства и намерения, а главная цель – удовлетворение мимолетной прихоти.
perplexity купить подписку https://uniqueartworks.ru/perplexity-kupit.html
Explore the dark side of streaming services and algorithm-driven storytelling. This narrative is a timely critique of how art is consumed today. Reading the Bury Your Gays PDF is an excellent way to absorb this complex story about agency, identity, and the power of a good ending. https://buryyourgayschucktinglepdf.site/ What Is Bury Your Gays Trope
Нужен сайт или продвижение? разработка сайта дизайн, разработка, SEO, контекст и аналитика. Делаем быстрые, удобные сайты с понятной структурой, настраиваем продвижение и приводим целевой трафик. Прозрачные этапы, измеримый результат, рост заявок.
Блог обо всём https://drimtim.ru полезные статьи, новости, советы, идеи и обзоры на самые разные темы. Дом и быт, технологии, путешествия, здоровье, финансы и повседневная жизнь. Просто, интересно и по делу — читайте каждый день.
эскортницы Интим Сити: Виртуальное убежище, где каждый может найти свою гавань удовольствия и фантазий. Здесь нет границ и ограничений, а правила диктуют лишь собственные желания. Это мир, где анонимность позволяет раскрыть свои самые сокровенные фантазии, найти единомышленников и получить удовлетворение, не выходя из дома. Но за кажущейся свободой и доступностью скрывается опасность потерять связь с реальностью и утонуть в виртуальном океане соблазнов.
is gambling legal in spain
скачать игры с облака mail Скачать игры с Яндекс Диска – это использование удобного и знакомого инструмента для получения игровых файлов. Простота, доступность и высокая скорость – ключевые характеристики этого метода. Многие разработчики, особенно инди-студии, выбирают Яндекс Диск для распространения своих игр, предлагая пользователям простой и быстрый способ ознакомиться с их творчеством. Интерфейс Яндекс Диска интуитивно понятен, что делает процесс скачивания максимально комфортным.
Всё о столярном деле https://derevoblog.ru в видеоформате: обучающие ролики, мастер-классы, обзоры оборудования и проектов из дерева. Понятные инструкции, практические советы и вдохновение для создания мебели и изделий своими руками.
индивидуалки Эскорт: Симфония страстей, разыгрывающаяся в полумраке роскошных апартаментов. Тонкий аромат дорогих духов, приглушенный свет свечей и шепот обещаний создают атмосферу, где реальность уступает место иллюзии. Здесь, в этом мире, где желания правят бал, каждый жест и слово имеют свою цену, а близость становится товаром, доступным тем, кто готов платить за нее. Это игра, где эмоции – лишь маски, скрывающие истинные чувства и намерения, а главная цель – удовлетворение мимолетной прихоти.
вывод из запоя на дому москва круглосуточно вывод из запоя на дому москва круглосуточно .
выведение из запоя дешево vyvod-iz-zapoya-5.ru .
перевод с английского бюро dzen.ru/a/aUBBvahMInGNj8BL .
Step into a nightmare fueled by focus groups and executive meddling. The satire cuts deep in this horror novel. The Bury Your Gays PDF allows you to experience the terror of corporate control over art from the safety of your own digital device. https://buryyourgayschucktinglepdf.site/ Bury Your Gays Chuck Tingle Genre
Отличный вариант для тех, кто ценит свое время, выкупили дорого и без задержек – продать материнскую плату на запчасти
top asian bookies
Affiliate Marketing
https://federalgaz.ru/
вывод из запоя дешево москва вывод из запоя дешево москва .
perplexity купить подписку на год https://uniqueartworks.ru/perplexity-kupit.html
Сделать тату в Сочи: опытные тату-мастера, авторские эскизы и аккуратная работа. Современное оборудование, одноразовые расходники, соблюдение санитарных норм. Поможем выбрать стиль и размер, проконсультируем по уходу после сеанса.
Нужен дизайн? дизайн студия екатеринбург создаём стильные и функциональные пространства для квартир, домов и коммерческих объектов. Концепция, планировки, 3D-визуализация, подбор материалов и авторский надзор. Работаем под бюджет и задачи клиента.
вывод из запоя стационар москва вывод из запоя стационар москва .
https://belmotors.by/image/pgs/avtomobilnye-mediczinskie-ukladki-trebovaniya-i-pravila-komplektaczii.html
Нужна недвижимость? свежие объявления недвижимости Томск выгодно купить квартиру, дом или коммерческий объект. Работаем с жилой и коммерческой недвижимостью. Экономим время и защищаем ваши интересы.
Read more on the website: https://newsblog.pl/ukladanie-puzzli-jigsaw-w-xxi-wieku-relaks-trening-mozgu-i-swietna-zabawa/
Сломалась стиралка? ремонт стиральных машин Нижний Новгород всех марок и моделей. Диагностика, замена деталей, настройка электроники. Работаем без выходных, выезд в день обращения, прозрачная стоимость и гарантия на выполненные работы.
Нужен дом? https://flattomsk.ru удобные планировки, разные площади и бюджеты. Подбор вариантов, проверка юридической чистоты, сопровождение до регистрации права. Экономим ваше время.
perplexity аккаунт https://uniqueartworks.ru/perplexity-kupit.html
Нужна гостиница? гостиница мытищи комфортные номера для отдыха и командировок. Удобное расположение, чистые номера, Wi-Fi, парковка и круглосуточная стойка. Подходит для краткосрочного и длительного проживания, выгодные цены и удобное бронирование.
Нужен отель? отель на час римская спокойное проживание рядом с метро и ключевыми районами Москвы. Современные номера, Wi-Fi, круглосуточная стойка. Подходит для краткосрочного и длительного размещения.
Хочешь отдохнуть? почасовая гостиница предлагаем почасовое размещение в комфортных номерах. Удобные кровати, кондиционер, Wi-Fi, душ. Быстрое бронирование, конфиденциальность и выгодные тарифы для краткосрочного пребывания.
услуги дизайнера интерьера спб дизайн бюро спб
Uncover the mysteries of the “Algorithmic God.” The critique of AI and data is timely. The Bury Your Gays PDF is a relevant read for the digital age, exploring how technology shapes the stories we tell. https://buryyourgayschucktinglepdf.site/ Bury Your Gays By Chuck Tingle
social casino
алкоголизм лечение вывод из запоя москва vyvod-iz-zapoya-4.ru .
Play at https://elon-casino-top.com online: slots from popular providers, live dealers, promotions, and tournaments. Learn about the bonus policy, wagering requirements, payment methods, and withdrawal times. Information for adult players. 18+. Gambling requires supervision.
Play online at https://elonbet-casino-game.com: slots, live casino, and special offers. We explain the rules, limits, verification, and payments to avoid any surprises. This material is for informational purposes only.
вывод из запоя москва и область vyvod-iz-zapoya-5.ru .
невыкупленные товары Ozon Товары с возвратов Ozon – это не всегда брак. Чаще всего это товары, которые просто не подошли покупателю. Это ваша возможность дать им второй шанс, заработав на этом.
cheap Apple laptops Europe
нарколог на дом вывод из запоя на дому vyvod-iz-zapoya-4.ru .
вывод из запоя с выездом цена вывод из запоя с выездом цена .
comprar iPhone Europa
бизнес на возвратах Ozon Паллеты Ozon оптом предоставляют возможность приобрести сразу большое количество товаров, что существенно снижает цену за единицу товара. Это особенно выгодно для тех, кто занимается оптовой торговлей или имеет большую сеть розничных магазинов.
синхронный перевод онлайн telegra.ph/Trebovaniya-k-sinhronnomu-perevodchiku-navyki-sertifikaty-opyt–i-pochemu-ehto-vazhno-12-16 .
https://kotel-rs.ru/
refurbished iPhone Europe
Play online at casino elon: slots, live casino, and special offers. We explain the rules, limits, verification, and payments to avoid any surprises. This material is for informational purposes only.
дизайн бюро дизайн агентство интерьера
Dental problems? dental clinic Full-service dental care: painless dental treatment, implants, prosthetics, orthodontics, and cosmetic dentistry. Modern equipment, experienced doctors, sterile hygiene, and a personalized approach. Consultation and treatment plan included.
квартира на сутки в гродно недорого https://newgrodno.ru
сколько кейсов в кс 2 cs открыть кейсы
buy MacBook Air M2 Europe
Descubre cómo mantener la dignidad en una ruptura, baja la guía y aprende a despedirte de tu ex y a mandar a la media el rencor de forma educada, cerrando el ciclo con madurez y respeto. https://comomandaralamediadeformaeducadapdf.cyou/ cómo Mandar A La Mierda De Forma Educada Libro
Stop starving and start healing your metabolism. This guide offers a new approach. Access the metabolic freedom pdf to learn how to eat for metabolic health, ensuring you lose fat while maintaining high energy. https://metabolicfreedom.top/ Metabolic Freedom
Rompe con los mitos del amor romántico que te hacen daño. La lectura de este texto te enseñará a valorarte más. Disponible en formato electrónico, es el recurso ideal para momentos de reflexión y crecimiento personal. No dejes pasar la oportunidad de sanar tu corazón. https://lasmujeresqueamandemasiadopdf.cyou/ Mujeres Que Aman Demasiado Descargar
A professional https://www.family-dentist-near-me-in-montenegro.com: therapy, surgery, orthopedics, and orthodontics all in one location. Individualized treatment plans, modern equipment, and strict sterility standards. We help you maintain long-lasting dental health.
CortexLab AI https://cortexlab.app a 2025 guide to visual transformation tools: capabilities, use cases, limitations, and risks. We explain how to evaluate quality, ethics, and safety, select application scenarios, and work responsibly with AI.
Achieve the freedom to eat what you love while maintaining a healthy weight. This guide explains the science behind it. You can find the metabolic freedom pdf to learn the principles of metabolic optimization and say farewell to the cycle of guilt and restriction. https://metabolicfreedom.top/ Metabolic Freedom Weight Loss
Romper cadenas emocionales es difícil pero posible. Este best-seller te da las herramientas. Encuentra la versión PDF y empieza a trabajar en ti. Es una lectura que te acompañará por el resto de tu vida, recordándote siempre tu propio valor. https://lasmujeresqueamandemasiadopdf.cyou/ Frases Del Libro Las Mujeres Que Aman Demasiado
блог агентства интернет-маркетинга seo-blog9.ru .
статьи про продвижение сайтов статьи про продвижение сайтов .
http://tekeli-kalasy.bilimbolimi.kz/index.php?subaction=userinfo&user=ixesujov
охрана труда курсы цены обучение безопасным методам
Купить Apple в Москве https://rznonline.ru/stati/item/top-5-prichin-kupit-iphone/ с гарантией: смартфоны, ноутбуки, планшеты, часы и аксессуары. Актуальные модели, честные цены, акции и поддержка после покупки. Самовывоз или курьерская доставка в удобное время.
iPhone 17 Pro Max cloudav.ru в наличии: большой экран, высокая автономность, топовая камера и скорость работы. Поможем выбрать конфигурацию памяти, проверим подлинность и организуем быструю доставку. Гарантия и поддержка после покупки.
La teoría de Let Them te enseña la elegancia del silencio. Lee en español y encuentra la versión completa. Ante una ofensa o una estupidez, el silencio es la respuesta más elegante y poderosa; aprende a usarlo como una herramienta de protección y dignidad. https://lateorialetthem.top/ La Teoría De Let Them Pdf Gratis
melbet сайт Melbet casino – это виртуальный рай для любителей азартных игр. Здесь собрана огромная коллекция слотов от ведущих мировых разработчиков, игры с живыми дилерами, рулетка, блэкджек и множество других развлечений. Melbet casino предлагает игрокам погрузиться в атмосферу настоящего казино, не выходя из дома. Высокое качество графики, честные выплаты и разнообразие игр делают Melbet casino одним из лучших онлайн-казино.
оптимизация сайта блог оптимизация сайта блог .
покерок сайт GGPokerok – это часть большой сети GGPoker, что обеспечивает огромный трафик игроков и щедрые призовые фонды в турнирах. Это дает возможность не только испытать себя в конкуренции с лучшими, но и заработать солидные деньги. GGPokerok – это место, где мечты становятся реальностью.
iPhone 17 Pro Max https://giport.ru/sovet/technic-tips/phones-gadgets-tips/novye-funkczii-iphone-17-pro-max-chto-stoit-znat-o-programmnom-obespechenii-bezopasnosti-i-merah-zashhity-dannyh премиальный смартфон с крупным дисплеем, продвинутой камерой и высокой скоростью работы. Отличный выбор для пользователей, которым важны качество фото и видео, мощность и комфорт в использовании.
Купить iPhone https://c-inform.info большой выбор моделей, памяти и цветов. Только оригинальная техника Apple, гарантия, прозрачные цены и рассрочка. Консультации, перенос данных и быстрая доставка в удобное время.
Apple iPhone 17 Pro https://x-true.info/136496-iphone-17-pro-flagman-innovacij-v-mire-smartfonov.html сочетание компактности и максимальных возможностей. Чёткий дисплей, быстрый чип, улучшенная камера и стабильная работа системы. Подходит для съёмки контента, игр и повседневных задач.
Master the art of metabolic flexibility with this comprehensive digital guide. It teaches you how to switch between fuel sources efficiently. By reading the metabolic freedom pdf, you can learn to burn stored fat for energy and achieve the lean body you desire. https://metabolicfreedom.top/ Metabolic Freedom By Ben Azadi Pdf
Aprende a distinguir entre ser bueno y ser tonto, con este PDF descubrirás cómo poner límites férreos de forma educada, mandando a la media a cualquiera que intente aprovecharse de tu bondad o de tu tiempo. https://comomandaralamediadeformaeducadapdf.cyou/ cómo Mandar A La Mierda De Forma Educada Gratis
Sanar las heridas del pasado es posible con la guía correcta. Este best-seller en su versión digital es accesible y práctico. Si te sientes identificada con el concepto de amar demasiado, no dudes en explorar sus páginas y tomar las riendas de tu felicidad. https://lasmujeresqueamandemasiadopdf.cyou/ Pdf Las Mujeres Que Aman Demasiado
iPhone 17 Pro Max https://satom.ru/articles/iphone-17-pro-max-vs-iphone-16-serii-stoit-li-perehodit-na-novinku/ премиальный смартфон с большим дисплеем, мощным процессором и улучшенными фото- и видеовозможностями. Отличный выбор для пользователей, которым важны производительность, качество и автономность.
Нужна газификация? еог газификация сайт официальный: проектирование, согласования, подвод газа, монтаж оборудования и пусконаладка. Работаем по нормам, помогаем с документами, подбираем котёл и комплектующие. Прозрачная смета, сроки и гарантия.
Нужны грузчики? грузчики Поможем с квартирным или офисным переездом, погрузкой, разгрузкой и подъемом на этаж. Опытные сотрудники, бережное отношение к имуществу, удобный график и честная стоимость услуг.
ggpokerok Pokerok – это международная платформа, объединяющая игроков со всего мира. Здесь можно встретить как начинающих любителей, так и опытных профессионалов, готовых бросить вызов и испытать свои силы. Разнообразие уровней ставок и форматов игры позволяет каждому найти что-то по душе, вне зависимости от опыта и предпочтений.
стратегия продвижения блог seo-blog8.ru .
melbet регистрации Melbet регистрация – это первый шаг на пути к захватывающему миру ставок и азартных игр. Процесс регистрации прост и занимает всего несколько минут. Необходимо указать личные данные, выбрать валюту счета и подтвердить свой номер телефона или адрес электронной почты. После регистрации можно внести депозит и начать игру. Melbet предлагает различные способы пополнения и вывода средств, что делает процесс максимально удобным для игроков.
Современный горнолыжный курорт для активного отдыха: подготовленные склоны, снежные парки, школы катания и сервис. Комфортная инфраструктура, рестораны, спа и развлечения apres-ski. Идеальное место для зимнего отпуска.
Нужен трафик и лиды? вывод сайта в топ SEO-оптимизация, продвижение сайтов и реклама в Яндекс Директ: приводим целевой трафик и заявки. Аудит, семантика, контент, техническое SEO, настройка и ведение рекламы. Работаем на результат — рост лидов, продаж и позиций.
Why struggle when you can fix your metabolism? This guide shows how. Access the metabolic freedom pdf to learn hormonal optimization secrets. https://metabolicfreedom.top/ Metabolic Freedom Coaching
Descubre cómo la generosidad te enriquece, baja el manual y aprende a dar sin esperar y a mandar a la media el egoísmo de forma educada, creando un ciclo de abundancia en tu entorno. https://comomandaralamediadeformaeducadapdf.cyou/ Como Mandar A La Media De Forma Educada Bolsillo
снять квартиру в гродно https://newgrodno.ru
Ищешь казино? melbet casino: слоты от топ-провайдеров, live-дилеры, турниры и акции. Объясняем условия бонусов, вейджер, депозиты и вывод средств, требования к верификации. Информация для взрослых игроков.
цифровой маркетинг статьи цифровой маркетинг статьи .
продвижение сайтов трафик на сайт prodvizhenie-sajta-po-trafiku1.ru .
azino Азино сайт – это портал в мир виртуальных игр, где каждый может испытать свою удачу. Яркие баннеры, заманчивые предложения и бесконечный выбор развлечений – все это создает атмосферу, которая может легко увлечь. Важно помнить, что игра должна приносить удовольствие, а не создавать проблемы. Здравый смысл и умеренность – лучшие союзники в мире азарта.
статьи про seo статьи про seo .
Лучшее казино https://kushslots.ru: слоты от популярных провайдеров, live-дилеры, акции и турниры. Разбираем бонусную политику, вейджер, платежи и сроки выплат, требования к верификации. Материал носит информационный характер.
Онлайн казино https://catcasino-origin.ru слоты, live-казино и специальные предложения. Подробно о регистрации, бонусах, выводе средств и безопасности аккаунта. Перед началом игры рекомендуем изучить правила.
We offer the Lights Out PDF as part of our extensive digital catalog. Find this and many other great documents here. your one-stop shop for PDF downloads. https://lightsoutpdf.top/ Lights Out Navessa Allen
азино Азино сайт – это портал в мир виртуальных игр, где каждый может испытать свою удачу. Яркие баннеры, заманчивые предложения и бесконечный выбор развлечений – все это создает атмосферу, которая может легко увлечь. Важно помнить, что игра должна приносить удовольствие, а не создавать проблемы. Здравый смысл и умеренность – лучшие союзники в мире азарта.
покерок официальный сайт Покерок – это имя, ставшее синонимом захватывающих баталий за покерным столом в цифровом пространстве. Это не просто платформа, а целая вселенная, где страсть, стратегия и умение сливаются воедино, создавая неповторимые моменты триумфа и поражений. Здесь каждый жест, каждая ставка, каждое решение имеет значение, превращая игру в настоящее искусство.
digital маркетинг блог seo-blog8.ru .
The Lights Out PDF is available here in its finest digital form. We ensure the highest standards of file preparation. superior quality for your library. https://lightsoutpdf.top/ Who Narrates Lights Out
Experience dialogue that crackles with wit, emotion, and authenticity. https://heiroffirepdf.top/ What Book Is After Heir Of Fire
азино 777 сайт Azino 777 – это феномен, который заслуживает внимания исследователей онлайн-гемблинга. Его популярность, несмотря на критику и негативные отзывы, говорит о том, что в обществе существует потребность в азартных развлечениях. Важно, чтобы эта потребность удовлетворялась ответственно и осознанно, с пониманием рисков и последствий.
seo и реклама блог seo-blog12.ru .
сео инфо сайта увеличить трафик специалисты prodvizhenie-sajta-po-trafiku1.ru .
Интерактивная панель для офиса Интерактивная панель Promethean: Британское качество и передовое ПО ActivInspire. Выбор лучших школ мира.
Iron Flame flames forever! Love lifts Violet high. PDF free from ironflamepdf.top! https://ironflamepdf.top/ What Happens In Iron Flame
Аналитика продаж маркетплейсов Аналитика маркетплейсов бесплатно – это отличная возможность для начинающих предпринимателей оценить потенциал рынка и протестировать свои гипотезы. Существуют бесплатные инструменты и ресурсы, предоставляющие базовую информацию о продажах и трендах. Однако для более глубокого и всестороннего анализа, а также для получения конкурентных преимуществ, необходимы профессиональные сервисы аналитики.
The Lights Out PDF is a valuable resource, and we make it free to access. We believe knowledge should be shared easily. Get your copy today without any cost barriers. https://lightsoutpdf.top/ How To Fix Christmas Lights Half Out
тайланд остров краби отели где отдыхать в краби
азино 777 вход Азино 777 официальный сайт является тем местом, где, как заявляется, игра ведется по правилам и с гарантией выплат. Однако, всегда стоит проявлять бдительность и критическое мышление. Прежде чем доверить свои деньги онлайн-платформе, следует тщательно изучить репутацию казино, проверить наличие лицензии и ознакомиться с отзывами других игроков.
seo и реклама блог seo-blog8.ru .
Unlock Iron Flame’s secrets today! Violet battles inner demons and outer threats in a world of winged wonders. Gripping fantasy romance. Free PDF download at ironflamepdf.top – join the flame! https://ironflamepdf.top/ How Does Iron Flame End
Любишь азарт? https://kometa-casino-online.ru играть онлайн в слоты и live-казино. Разбор регистрации, бонусов, правил игры, лимитов и способов вывода средств.
seo статьи seo статьи .
Download Sunrise on the Reaping PDF free today. Suzanne Collins returns with this emotional fifth Hunger Games novel revealing Haymitch Abernathy’s fateful reaping day and its aftermath. Witness the events that broke him before Katniss. Instant access without any registration barriers for fans. https://sunriseonthereapingpdf.top/ Sunrise On The Reaping Pdf Online Free
Follow the journey from denial to acceptance as a young woman claims her extraordinary legacy. https://heiroffirepdf.top/ Heir Of Fire Series Order
Stop wasting time on broken links and visit us for the authentic Lights Out PDF download. We guarantee a working file that is ready for immediate use. Enhance your digital library with this essential document and enjoy reading it at your own pace. https://lightsoutpdf.top/ When The Lights Go Out Lyrics
као лак краби расстояние краби бич резорт
Yo, download the kkkjiliappdownload now, it’s legit! The app makes everything so much easier, and the games are awesome. Must-have for Jili fans like me! kkkjiliappdownload
сео продвижение сайтов по трафику prodvizhenie-sajta-po-trafiku1.ru .
Burn through pages of Iron Flame! Epic dragon rider tale with Violet at the helm – love, war, wonder. PDF free at ironflamepdf.top – start reading today! https://ironflamepdf.top/ Iron Flame Pdf Download Free English
Современный горнолыжный курорт для зимнего отпуска: подготовленные склоны, снежные парки, школы катания и развитая инфраструктура. Комфортные отели, рестораны и развлечения apres-ski для всей семьи.
тут Не откладывайте свою мечту о жизни в Испании на потом. Обратитесь к нам прямо сейчас, и мы поможем вам осуществить ее быстро и эффективно. Мы гарантируем профессиональный подход, конфиденциальность и доступные цены. С нашей помощью вы сможете избежать лишних хлопот и сэкономить время и деньги. Мы делаем процесс получения ВНЖ Испании максимально простым и прозрачным.
сайт Не тратьте время на поиски других компаний, когда вам нужен надежный эвакуатор в СПб. Просто позвоните нам или оставьте заявку на сайте, и мы оперативно придем вам на помощь. Мы работаем 24 часа в сутки, 7 дней в неделю, без выходных и праздничных дней, чтобы вы могли быть уверены в нашей поддержке в любое время суток. Выбирайте профессионалов! Мы гарантируем высокое качество обслуживания и доступные цены. Наша репутация – это результат многолетней работы и сотен довольных клиентов.
All details at the link: https://stho.ru/2025/12/30/smt-10-chto-takoe-fizioterapiya-i-kak-ona-pomogaet/
буддийский монастырь в краби таиланд отдых на краби в ноябре
Iphone 17 Pro Price India 2025 Inr Iphone 17 Pro Max Release Date Price Features Iphone 17 Price Dubai Uae Iphone 17 Pro Vs Pro Max Size Differences All All Iphone 17 Colors Iphone 15 Plus Vs Iphone 17 Air Size Comparison How Much Is Iphone 17 Price
статьи про продвижение сайтов статьи про продвижение сайтов .
Нужен трафик и лиды? агентство авигрупп SEO-оптимизация, продвижение сайтов и реклама в Яндекс Директ: приводим целевой трафик и заявки. Аудит, семантика, контент, техническое SEO, настройка и ведение рекламы. Работаем на результат — рост лидов, продаж и позиций.
раскрутка сайтов по трафику раскрутка сайтов по трафику .
Выбирали круиз из Дубая из за удобного перелета и остались полностью довольны, лайнер современный, обслуживание на уровне лучших мировых курортов: https://kruizy-po-persidskomu-zalivu.ru/
The Shield of Sparrows PDF is a silent partner. It waits patiently for you to open it. It is ready whenever you are. https://shieldofsparrowspdf.site/ Shield Of Sparrows English Edition Pdf
Dive into a story that is as unpredictable as a game of chess. The Check and Mate PDF is the thrilling way to experience this unpredictability, offering a plot that will keep you on the edge of your seat. https://checkandmatepdf.site/ Check And Mate Pdf Download Free
здесь Не откладывайте свою мечту о жизни в Испании на потом. Обратитесь к нам прямо сейчас, и мы поможем вам осуществить ее быстро и эффективно. Мы гарантируем профессиональный подход, конфиденциальность и доступные цены. С нашей помощью вы сможете избежать лишних хлопот и сэкономить время и деньги. Мы делаем процесс получения ВНЖ Испании максимально простым и прозрачным.
запчасти Geely Рынок автозапчастей для китайских автомобилей в последние годы демонстрирует впечатляющий рост, отражая возрастающую популярность этих машин на дорогах мира. Обеспечение бесперебойной работы и своевременного обслуживания таких марок, как Chery, Lifan, Geely, Great Wall, Haval, Howo, Foton, Faw, Baw, Byd, Changan, Dong Feng требует надёжной и оперативной поставки качественных запчастей. Наша компания специализируется на предоставлении именно таких решений.
сайт Кроме того, мы предлагаем индивидуальные консультации, в ходе которых мы детально анализируем вашу ситуацию и предлагаем оптимальный вариант получения ВНЖ, исходя из ваших финансовых возможностей, профессиональных навыков и личных обстоятельств. Мы также оказываем помощь в поиске недвижимости, открытии банковского счета и решении других вопросов, связанных с адаптацией к жизни в Испании.
Dive deep into the world of the Charlie Method with this comprehensive PDF. It explores the nuances of the system that are often overlooked. This guide is intended for those who want true mastery. Download it now to gain a sophisticated understanding and apply the method with confidence. https://thecharliemethodpdf.site/ The Charlie Method Elle Kennedy Characters
Dive into the immersive world of Shield of Sparrows today by securing your digital copy. We offer a streamlined PDF version that ensures compatibility with all your favorite devices. Whether you are at home or on the go, this digital file is ready for your immediate enjoyment and reading pleasure. https://shieldofsparrowspdf.site/ Shield Of Sparrows Android Ebook
Get expert tips on how to recover from common skating injuries. This PDF regarding fake skating offers advice on rehabilitation and returning to the sport safely after a setback. https://fakeskatingpdf.site/ Fake Skating By Lynn Painter Epub
Нужен трафик и лиды? авигрупп SEO-оптимизация, продвижение сайтов и реклама в Яндекс Директ: приводим целевой трафик и заявки. Аудит, семантика, контент, техническое SEO, настройка и ведение рекламы. Работаем на результат — рост лидов, продаж и позиций.
тут Не тратьте время на поиски других компаний, когда вам нужен надежный эвакуатор в СПб. Просто позвоните нам или оставьте заявку на сайте, и мы оперативно придем вам на помощь. Мы работаем 24 часа в сутки, 7 дней в неделю, без выходных и праздничных дней, чтобы вы могли быть уверены в нашей поддержке в любое время суток. Выбирайте профессионалов! Мы гарантируем высокое качество обслуживания и доступные цены. Наша репутация – это результат многолетней работы и сотен довольных клиентов.
?Necesitas mudarte? https://trasladoavalencia.es ?Necesitas una mudanza rapida, segura y sin complicaciones en Valencia? Ofrecemos servicios profesionales de transporte y mudanzas para particulares y empresas. ?Solicita un presupuesto gratuito y disfruta de nuestro servicio de calidad!
The Charlie Method PDF is a compilation of winning tactics. It gathers the best ideas into one place. This guide is a convenient library of success. Download it now to have a reference aimed at solving problems quickly and effectively whenever you need it. https://thecharliemethodpdf.site/ The Charlie Method Vk
The Shield of Sparrows PDF is the versatile choice for readers. It works on everything from e-ink readers to high-end tablets. No matter your hardware, this document is compatible and ready to read. https://shieldofsparrowspdf.site/ Who Does Odessa End Up With In Shield Of Sparrows
Read the definitive account of how performance standards have shifted over the last decade. This document serves as a fake skating pdf guide, illustrating the changes in regulations and the creative ways athletes have adapted to new scoring systems. https://fakeskatingpdf.site/ Fake Skating Lynn Painter Latest Book
Нужен трафик и лиды? seo услуги SEO-оптимизация, продвижение сайтов и реклама в Яндекс Директ: приводим целевой трафик и заявки. Аудит, семантика, контент, техническое SEO, настройка и ведение рекламы. Работаем на результат — рост лидов, продаж и позиций.
Dive into a story that will challenge your perceptions and warm your heart. The Check and Mate PDF is the modern reader’s best friend, offering a gateway to new worlds and new ideas at the touch of a button. https://checkandmatepdf.site/ Check And Mate Pdf Free
храм пещера тигра в краби что привезти с краби
здесь Кроме того, мы предлагаем широкий спектр дополнительных услуг, включая помощь при ДТП, буксировку автомобиля, подвоз топлива и замену колеса. Мы стремимся предоставить нашим клиентам максимально удобный и комфортный сервис, чтобы решить любую проблему, возникшую на дороге. Наша задача – сделать процесс эвакуации максимально простым и быстрым для вас. Мы ценим ваше время и понимаем, что в экстренной ситуации важна каждая минута.
Нужны услуги грузчиков? такелажные работы Предоставим крепких и аккуратных работников для любых задач — переезд, склад, доставка, подъем мебели. Быстрый выезд, почасовая оплата, гибкий график и ответственность за сохранность вашего имущества.
тут Получение ВНЖ Испании открывает широкие возможности для жизни, работы и путешествий по всей Европе, и именно здесь вы найдете актуальную информацию о необходимых документах и этапах оформления статуса резидента. Наш специализированный сайт подробно описывает различные программы, включая «золотую визу», ВНЖ для финансово независимых лиц и цифровых кочевников, предлагая пошаговые инструкции для каждого случая. Ознакомьтесь с полным перечнем актуальных требований тут, чтобы заранее подготовиться к подаче заявления и максимально повысить свои шансы на успешное одобрение со стороны испанских миграционных властей.
ко ланта остров в тайланде на карте острова рядом с краби
The Charlie Method PDF is a rhythm for the soul. It gets you in sync with success. This guide is musical in its flow. Read it now to dance to the beat of achievement and move with grace through life. https://thecharliemethodpdf.site/ The Charlie Method Printable Pdf
The Shield of Sparrows PDF is a pure page. It has no stains or tears. It is the platonic ideal of a book page. https://shieldofsparrowspdf.site/ Shield Of Sparrows Unabridged Pdf
здесь Но виза – это только начало. Мы также предоставляем комплексную поддержку по адаптации в Испании. От помощи в поиске жилья и открытии банковского счета до организации курсов испанского языка и знакомства с местной культурой. Мы стремимся, чтобы ваш переезд был максимально комфортным и беспроблемным.
Learn how to develop your own unique style and signature moves. The fake skating pdf encourages creativity and experimentation, offering advice on how to stand out in a crowded field of competitors. https://fakeskatingpdf.site/ Download Fake Skating Novel Free
Лайнер оказался настоящим плавучим курортом, бассейны, спа, шоу программы и отличное обслуживание: https://kruizy-po-persidskomu-zalivu.ru/
запчасти Хавейл Помимо широкого ассортимента запчастей, мы предлагаем квалифицированную консультацию специалистов, готовых помочь в подборе необходимых деталей и предоставить техническую информацию. Мы понимаем, что правильный выбор запчасти – залог долговечной и безопасной эксплуатации автомобиля. Сотрудничая с нами, вы получаете не только качественную продукцию, но и надежного партнера, заинтересованного в вашем успехе. Выбирайте лучшее для своего китайского автомобиля!
The Charlie Method PDF is a light for the world. It shines bright. This guide is a star. Access the document today to be a guiding light for others and lead them to safety. https://thecharliemethodpdf.site/ The Charlie Method Narrator
The Shield of Sparrows PDF is a click and read adventure. It removes all barriers to entry. It welcomes you to the story with open arms. https://shieldofsparrowspdf.site/ Shield Of Sparrows Unabridged Pdf
Access a library of knowledge that covers every angle of the controversy. This PDF dealing with fake skating is an essential read for anyone who wants to understand the mechanics behind the viral videos and forum debates. https://fakeskatingpdf.site/ Fake Skating Electronic Book
сайт Наша команда экспертов всегда готова ответить на ваши вопросы и предоставить консультации по всем аспектам жизни и работы в Испании. Мы поможем вам разобраться в нюансах испанского законодательства, системы здравоохранения и образования. Мы предлагаем индивидуальные решения, учитывающие ваши личные обстоятельства и потребности.
стоимость такси пхукет краби краби сентябрь
Путешествие на лайнере из Китая запомнилось отличной атмосферой, чистотой, сервисом и красивыми морскими пейзажами: круизы из китая 2026
Путешествие на лайнере из Китая запомнилось отличной атмосферой, чистотой, сервисом и красивыми морскими пейзажами – https://kruizy-iz-kataya.ru/
сайт С нами процесс получения визы цифрового кочевника и адаптации в Испании станет простым и приятным. Забудьте о стрессе и неопределенности. Доверьтесь профессионалам, и вы сможете в полной мере насладиться всеми преимуществами жизни в этой прекрасной стране. Начните свой путь к новой жизни в Испании уже сегодня!
Планируешь перевозку? грузоперевозки удобное решение для переездов и доставки. Погрузка, транспортировка и разгрузка в одном сервисе. Работаем аккуратно и оперативно, подбираем машину под объём груза. Почасовая оплата, без переплат.
краби в мае изумрудные острова краби
Ce livre est un ami silencieux qui parle fort à notre cœur. La version numérique est discrète et efficace. Le choix de Le Petit Prince en PDF est celui d’une amitié littéraire indéfectible, disponible au bout des doigts pour vous accompagner dans la vie. https://lepetitprincepdf.site/ Le Petit Prince Pdf Deutsch
Simplifiez votre expérience de lecture avec ce titre incontournable disponible en e-book. Ce format numérique vous permet de plonger dans l’histoire instantanément, où que vous soyez. Une romance profonde et touchante qui ne vous laissera pas indifférent, à ajouter à votre bibliothèque. https://atoutjamaispdf.site/ Suite Jamais Plus Livre Pdf
Нужны грузчики? квартирный переезд ивантеевка : переезды, доставка мебели и техники, погрузка и разгрузка. Подберём транспорт под объём груза, обеспечим аккуратную работу и соблюдение сроков. Прозрачные тарифы и удобный заказ.
Si vous cherchez une histoire qui vous surprendra, ce thriller psychologique est le choix idéal. Le format numérique permet une lecture fluide et rapide. Plongez dans le quotidien étrange de cette femme de ménage et laissez-vous manipuler par un auteur au sommet de son art narratif. https://lafemmedemenagepdf.site/ La Femme De Ménage Pdf Rapide
Discover the beauty of the human spirit. The Great Big Beautiful Life PDF is a great portrait. It paints big souls for a beautiful life. This file honors the resilience of people. https://greatbigbeautifullifepdf.site/ Great Big Beautiful Life Pdf English
пхукет ко ланта как добраться лао ладинг краби
Vivez l’intensité de cette histoire d’amour grâce à un fichier numérique de haute qualité. Ce format PDF est conçu pour s’adapter à vos besoins de lecture moderne. Une intrigue bouleversante qui vous captivera dès les premières lignes, à découvrir sans attendre. https://atoutjamaispdf.site/ A Tout Jamais Pdf Ekladata
Find the wisdom to trust the process. The Great Big Beautiful Life PDF is a great river. It flows big water for a beautiful life. Access the file to go with the flow. https://greatbigbeautifullifepdf.site/ “Great Big Beautiful Life” Pdf
Redécouvrez la prose magnifique de Saint-Exupéry sans les contraintes d’un livre physique. La lecture sur écran offre une nouvelle perspective sur ce texte légendaire. En possédant Le Petit Prince en PDF, vous vous assurez que cette source de sagesse est toujours disponible, même lors de vos déplacements les plus lointains. https://lepetitprincepdf.site/ Le Petit Prince Pdf Version Intégrale
Vous ne devinerez jamais la fin de ce thriller psychologique époustouflant disponible en ligne. Le format PDF est idéal pour dévorer ce roman sur votre trajet quotidien ou en vacances. Entrez dans un jeu de dupes mortel et découvrez qui est vraiment la victime dans cette maison aux lourds secrets. https://lafemmedemenagepdf.site/ La Femme De Ménage Tome 1
краби где лучше краби отзывы туристов 2024
?Necesitas mudarte? https://trasladoavalencia.es ?Necesitas una mudanza rapida, segura y sin complicaciones en Valencia? Ofrecemos servicios profesionales de transporte y mudanzas para particulares y empresas. ?Solicita un presupuesto gratuito y disfruta de nuestro servicio de calidad!
How Much Does A Iphone 17 Pro Max Weight What Is Air Tag On My Iphone Iphone 17 Pro Max Specs Apple Announcement How Big Is The Iphone 17 Pro Max Screen Size Iphone 17 Colors Lineup Apple Iphone 17 Pro Vs Pro Max Specs Differences Iphone Air Screen Size Inches
Планируешь перевозку? переезд в другую квартиру удобное решение для переездов и доставки. Погрузка, транспортировка и разгрузка в одном сервисе. Работаем аккуратно и оперативно, подбираем машину под объём груза. Почасовая оплата, без переплат.
Ce roman est une source d’inspiration inépuisable pour le cinéma et le théâtre, tant il est visuel. C’est du grand spectacle. La lecture en pdf permet de créer son propre film mental, en s’appuyant sur la richesse des descriptions et la vivacité des dialogues de Stendhal. https://lerougeetlenoirpdf.site/ Le Rouge Et Le Noir Pdf Haute Qualité
Ce chef-d’œuvre est un hymne à la complexité de la vie. Le livre numérique est disponible pour votre plaisir. Laissez-vous séduire par la prose évocatrice de Condé, qui tisse un récit inoubliable où le rire et les pleurs se répondent en écho. https://lecoeurarireetapleurerpdf.site/ Maryse Condé Bibliographie Pdf
Каталог мини-приложений https://tgram.link/ и ботов Telegram 2026: кликеры, TON-игры, AI-сервисы и крипто-инструменты. Обзоры, рейтинги, инструкции и обновления. Подбор по категориям, безопасности и реальной пользе — всё в одном месте.
Ищешь грузчиков? грузчики цена помощь при переезде, доставке и монтаже. Аккуратная работа с мебелью и техникой, подъем на этаж, разборка и сборка. Гибкий график, быстрый выезд и понятная стоимость.
Évadez-vous sur la côte méditerranéenne le temps d’une lecture qui vous marquera durablement par sa beauté et sa tristesse. Le téléchargement du fichier PDF est rapide et simple, vous donnant un accès immédiat à l’un des plus grands romans français du vingtième siècle, directement sur votre appareil. https://bonjourtristessepdf.site/ Bonjour Tristesse Pdf Site
Les mémoires de Maryse Condé sont un trésor de la littérature caribéenne à ne pas ignorer. Avec ce format dématérialisé, vous pouvez accéder instantanément à ses confidences émouvantes. Découvrez comment le cœur peut osciller entre la gaieté et la peine dans ce livre qui se dévore d’une seule traite. https://lecoeurarireetapleurerpdf.site/ Maryse Condé Le Cœur À Rire Et À Pleurer Telecharger
сопровождение программ 1с сопровождение программ 1с .
низкотемпературный плазменный стерилизатор низкотемпературный плазменный стерилизатор .
сезон на краби когда лучше зарядка с краби
Hello guys,
if you are looking for a fresh betting site,
I can share with you some great options.
These platforms have special rewards,
secure payments, and endless entertainment.
Check them out https://wagerstreetcasino.click/
Wishing you wins )
пероксидно плазменный стерилизатор пероксидно плазменный стерилизатор .
Hello mates,
if you are searching for a reliable gaming platform,
I can share with you some great options.
These casinos have promo offers,
fast payouts, and a huge choice of games.
Visit the site https://wagerstreetcasino.click/
Good luck )
Hello guys,
if you are interested in a reliable gaming platform,
I can recommend some cool options.
These platforms have promo offers,
fast payouts, and endless entertainment.
Discover more https://wagerstreetcasino.click/
Good luck )
L’histoire d’une enfance racontée avec une maestria indéniable. La version numérique est là pour satisfaire votre soif de lecture. C’est un livre qui vous accompagnera longtemps, résonnant en vous par la vérité de ses émotions et la beauté de son écriture. https://lecoeurarireetapleurerpdf.site/ Maryse Condé Bibliographie Pdf
C’est le livre qui a défini une époque et libéré la parole d’une jeunesse en quête d’émancipation et de liberté. Pour comprendre ce phénomène culturel, rien de tel que de lire le texte original, disponible dès maintenant en téléchargement PDF pour une expérience utilisateur fluide et agréable sur tous vos écrans. https://bonjourtristessepdf.site/ Bonjour Tristesse Pdf Rapide
Hello friends,
if you are interested in a fresh gaming platform,
I can share with you some amazing options.
These platforms have bonuses,
fast payouts, and a huge choice of games.
Check them out https://wagerstreetcasino.click/
Wishing you wins )
провинция краби в тайланде фото королевская резиденция краби посещение
Hello guys,
if you are looking for a reliable online casino,
I can suggest some cool options.
These platforms have bonuses,
fast payouts, and many slots and tables.
Take a look https://wagerstreetcasino.click/
Good luck )
Découvrez le pouvoir de la résilience à travers les pages numériques de ce best-seller international. Tout le bleu du ciel est disponible pour une lecture immédiate, offrant aux amateurs de fichiers ebooks une expérience utilisateur parfaite pour savourer chaque chapitre de ce voyage initiatique bouleversant. https://toutlebleuducielpdf.site/ Ou A Ete Tourné Tout Le Bleu Du Ciel
L’été de tous les dangers est raconté ici avec une voix unique, celle d’une adolescente prodigieusement douée pour l’écriture. Écoutez cette voix en téléchargeant le roman en version PDF, et laissez-vous emporter par le talent brut et la sensibilité à fleur de peau de la jeune romancière. https://bonjourtristessepdf.site/ Bonjour Tristesse Résumé
L’analyse de la société de la Restauration n’a jamais été aussi fine que sous la plume de Stendhal. Si vous cherchez à approfondir votre culture générale, ce roman est indispensable. La disponibilité du livre en version fichier numérique facilite grandement l’accès à cette œuvre complexe, souvent étudiée dans les cursus scolaires et universitaires. https://lerougeetlenoirpdf.site/ Qui A Écrit Le Rouge Et Le Noir ?
сопровождение информационной системы 1с сопровождение информационной системы 1с .
плазменные стерилизаторы плазменные стерилизаторы .
стерилизатор плазменный plazmennyy-sterilizator.ru .
мир БЕЗОПАСНОСТЬ Вопросы безопасности приобретают все большее значение в современном мире. Угрозы терроризма, киберпреступности, природных катастроф и других факторов требуют принятия эффективных мер по обеспечению безопасности граждан и критической инфраструктуры. Международное сотрудничество играет важную роль в борьбе с глобальными угрозами. Необходимо постоянно совершенствовать системы безопасности и разрабатывать новые технологии для защиты от возникающих рисков.
Une autobiographie qui se lit avec passion et émotion. Le format PDF est idéal pour conserver ce livre précieusement. Ne manquez pas cette lecture qui vous fera passer par tous les états, illustrant la richesse d’une vie vécue pleinement, entre joies et peines. https://lecoeurarireetapleurerpdf.site/ Le Coeur A Rire Et A Pleurer Audio
Stendhal nous invite à une introspection salutaire à travers les doutes de son héros. C’est thérapeutique. La lecture numérique favorise cette intimité avec le texte, créant une bulle de concentration propice à la réflexion personnelle et à l’analyse psychologique fine. https://lerougeetlenoirpdf.site/ Téléchargement Livre Stendhal
Обучение Xrumer 23 strong Ai Обучение Xrumer 23 strong Ai
1 с сопровождение 1 с сопровождение .
Un récit poignant qui fait écho à nos propres expériences. Le format électronique facilite l’accès à cette œuvre majeure. Découvrez comment l’auteure transforme ses souvenirs en une leçon de sagesse, nous apprenant à accepter le rire et les larmes comme parties intégrantes de la vie. https://lecoeurarireetapleurerpdf.site/ Le Cœur À Rire Et À Pleurer Poche Pdf
стерилизатор плазменный plazmennye-sterilizatory.ru .
La description des sentiments est si fine qu’on a l’impression que Stendhal nous connaît personnellement. C’est troublant. Le fichier pdf permet une lecture privée et confidentielle de ces vérités intimes, créant un lien unique et secret entre l’auteur et son lecteur à travers les siècles. https://lerougeetlenoirpdf.site/ Le Rouge Et Le Noir Livre Entier
Le livre qui vous fera voyager, disponible en fichier numérique. Tout le bleu du ciel est une ode à la découverte, un roman à lire sur liseuse pour profiter de chaque instant de ce périple magnifique à travers le sud de la France. https://toutlebleuducielpdf.site/ Que Lire Après Tout Le Bleu Du Ciel
Le mythe de la “charmante petite musique” de Sagan commence ici, avec ce premier roman éblouissant de maîtrise et de sensibilité. Assurez-vous d’avoir ce classique dans votre collection numérique en récupérant le fichier PDF, une manière pratique et durable de conserver ce trésor du patrimoine littéraire francophone. https://bonjourtristessepdf.site/ Bonjour Tristesse Pdf Complet Gratuit
xrumer 23 strong ai телеграм как работает xrumer 5.0 platinum телеграм
плазменный стерилизатор плазменный стерилизатор .
ко ланте ко ланте
Stendhal est le maître incontesté du réalisme subjectif, nous faisant voir le monde par les yeux de Julien. C’est une prouesse. Le support pdf facilite cette identification au héros, créant une proximité immédiate entre le lecteur et le texte, sans la barrière physique de l’objet livre. https://lerougeetlenoirpdf.site/ Le Rouge Et Le Noir Pdf Livre
Очень понравилась кухня на лайнере, разнообразие блюд и хорошее качество сервиса: https://kruizy-iz-kataya.ru/
ко ланта ко ланта
Un roman qui ne vieillit pas, car il touche à l’essence même des passions humaines et des conflits familiaux. Le fichier Bonjour Tristesse PDF est le garant de cette jeunesse éternelle, assurant la diffusion et la lecture de ce classique auprès de toutes les générations, présentes et futures. https://bonjourtristessepdf.site/ Bonjour Tristesse Copie Numérique
1 с сопровождение и поддержка 1s-soprovozhdenie.ru .
низкотемпературный стерилизатор plazmennye-sterilizatory.ru .
Une autobiographie sincère et bouleversante à portée de clic. Le téléchargement est simple et rapide pour une lecture immédiate. Plongez dans l’intimité de l’auteure et partagez ses doutes, ses espoirs et ses souvenirs les plus précieux dans ce récit captivant. https://lecoeurarireetapleurerpdf.site/ Le Coeur À Rire Et À Pleurer
L’émotion vous attend avec ce roman en version ebook. Tout le bleu du ciel pdf est une lecture qui fait vibrer, une histoire de route et de rencontres à découvrir sur votre écran pour un moment de pur plaisir littéraire. https://toutlebleuducielpdf.site/ Roman Tout Le Bleu Du Ciel Gratuit
база xrumer Базы Xrumer не сырые
Путешествие на лайнере из Дубая стало одним из самых ярких впечатлений, сервис на борту на высоком уровне, питание отличное, маршруты продуманные, а сам город отправления задает роскошное настроение с первых минут, https://kruizy-po-persidskomu-zalivu.ru/
Un livre qui se dévore d’une seule traite ou qui se déguste lentement, phrase par phrase. Quelle que soit votre méthode de lecture, la version PDF s’adapte à vos envies, vous offrant la liberté de parcourir ce chef-d’œuvre de Françoise Sagan sur le support numérique de votre choix. https://bonjourtristessepdf.site/ Bonjour Tristesse Sagan Livre Pdf
низкотемпературный плазменный стерилизатор низкотемпературный плазменный стерилизатор .
Базы Xrumer не сырые телеграм xrumer официальный сайт телеграм
Hello friends,
if you are looking for a fresh online casino,
I can recommend some cool options.
These platforms have promo offers,
secure payments, and endless entertainment.
Check them out: https://fragacasino.vip
Wishing you wins )
Hello everyone,
if you are searching for a new gaming platform,
I can share with you some great options.
These sites have special rewards,
quick withdrawals, and a huge choice of games.
Check them out: https://spinnycasino.click
Wishing you wins )
ко ланте остров ко ланта
Haben Sie das Gefühl, dass Ihnen im Deutschen oft die Worte fehlen? Unsere PDF-Vokabeltrainer helfen sofort. Arbeiten Sie an „becoming fluent“, indem Sie Ihren aktiven Wortschatz systematisch vergrößern und anwenden lernen. https://becomingfluentingermanpdf.site/ Essential German Words Pdf
Die Moral von der Geschicht’ ist oft überraschend aktuell. Gerechtigkeit, Mut und Treue sind zeitlose Werte. Reflektieren Sie über diese Themen anhand der Texte in einer Grimms Märchen PDF und sehen Sie, wie modern die alten Geschichten sein können. https://grimmsmarchenpdf.site/ Brothers Grimm Stories Pdf
Für den schnellen Koffeinschub am Bahnhof ist ein Station-Café in Berlin Guide als PDF nützlich, der dir zeigt, wo du am Hauptbahnhof oder Ostkreuz den besten Kaffee bekommst, wenn du auf deinen Zug wartest. https://cafeinberlinpdf.site/ Cafe In Berlin Book Pdf
Базы Хрумер телеграм xrumer 23
Hello friends,
if you are interested in a new gaming platform,
I can suggest some amazing options.
These casinos have bonuses,
fast payouts, and many slots and tables.
Check them out: https://cv666casino.app
Wishing you wins )
Hello everyone,
if you are interested in a reliable betting site,
I can recommend some amazing options.
These casinos have promo offers,
secure payments, and a huge choice of games.
Check them out: https://jeetbuzz-casino.app
Good luck )
Обучение Xrumer как работает xrumer 5.0 platinum
Hello friends,
if you are interested in a fresh gaming platform,
I can recommend some cool options.
These casinos have promo offers,
secure payments, and many slots and tables.
Check them out: https://babu88casino.reviews
Good luck )
Hello guys,
if you are searching for a new betting site,
I can share with you some cool options.
These platforms have special rewards,
quick withdrawals, and endless entertainment.
Check them out: https://vavada-pl.site
Wishing you wins )
Möchten Sie Deutsch lernen ohne Frust? Unsere PDF-Hilfen sind verständlich. Das Ziel „becoming fluent“ erreichen Sie leichter, wenn die Erklärungen Sinn ergeben. https://becomingfluentingermanpdf.site/ Becoming Fluent In German: 150 Short Stories Pdf
Круиз из Китая стал отличным выбором для семейного путешествия, много развлечений для детей и взрослых https://kruizy-iz-kataya.ru/
Hello everyone,
if you are looking for a new online casino,
I can share with you some great options.
These sites have promo offers,
fast payouts, and endless entertainment.
Check them out: https://buffaloholdandwinextreme10000.online
Good luck )
Обучение Xrumer 23 xrumer обучение
Hello mates,
if you are interested in a new online casino,
I can share with you some cool options.
These platforms have promo offers,
fast payouts, and a huge choice of games.
Check them out: https://casino-kat-nude.click
Wishing you wins )
Hello guys,
if you are looking for a new gaming platform,
I can share with you some great options.
These sites have special rewards,
quick withdrawals, and a huge choice of games.
Check them out: https://
Best of luck )
xrumer скачать телеграм Обучение Xrumer
Hello mates,
if you are searching for a fresh gaming platform,
I can suggest some cool options.
These sites have bonuses,
fast payouts, and many slots and tables.
Check them out: https://vatikan.space
Best of luck )
Hello friends,
if you are interested in a reliable gaming platform,
I can suggest some cool options.
These casinos have bonuses,
secure payments, and a huge choice of games.
Check them out: https://kriyacasino.bet
Good luck )
Für alle, die gerne frühstücken wie ein Kaiser, ist ein Royal-Breakfast Café in Berlin Guide als PDF der Schlüssel zu Orten mit Etageren, Sekt und allem, was das Herz begehrt, für einen luxuriösen Start in den Tag. https://cafeinberlinpdf.site/ Andre Klein Cafe In Berlin Pdf
Hello mates,
if you are searching for a new online casino,
I can share with you some amazing options.
These sites have bonuses,
fast payouts, and a huge choice of games.
Check them out: https://freakybillioncasino.click
Good luck )
Hello everyone,
if you are searching for a fresh gaming platform,
I can suggest some cool options.
These casinos have promo offers,
fast payouts, and endless entertainment.
Check them out: https://vicibetcasino.click
Good luck )
Hello mates,
if you are interested in a fresh gaming platform,
I can suggest some amazing options.
These casinos have bonuses,
fast payouts, and a huge choice of games.
Check them out: https://frenzycasino.pro
Best of luck )
Hello everyone,
if you are interested in a fresh betting site,
I can suggest some great options.
These casinos have special rewards,
fast payouts, and a huge choice of games.
Check them out: https://jeetbuzz-casino.click
Best of luck )
Sprachlern-Apps sind gut, aber vertiefende Unterlagen sind besser. Unsere PDF-Ressourcen bieten Tiefe. Werden Sie fließend in Deutsch, indem Sie Themen gründlich bearbeiten und wirklich verstehen. https://becomingfluentingermanpdf.site/ Philipp Eich Becoming Fluent In German Pdf
Hello mates,
if you are searching for a reliable betting site,
I can suggest some cool options.
These platforms have promo offers,
secure payments, and endless entertainment.
Check them out: https://casino-siteler.click
Wishing you wins )
Entdecke die kulinarische Seite der Spree-Metropole mit einem Fokus auf erstklassige Röstungen und vegane Leckereien, indem du einen Guide nutzt, der dir jedes nennenswerte Café in Berlin in einem praktischen PDF präsentiert, sodass du deine Genusstour durch die verschiedenen Stadtteile effizient planen und jeden Moment voll auskosten kannst. https://cafeinberlinpdf.site/ Cafe In Berlin Download Free
Hello guys,
if you are looking for a new gaming platform,
I can share with you some amazing options.
These sites have special rewards,
secure payments, and a huge choice of games.
Check them out: https://wowbookie.bet
Good luck )
Hello friends,
if you are searching for a reliable online casino,
I can suggest some great options.
These sites have bonuses,
fast payouts, and endless entertainment.
Check them out: https://afribet-casino-south-africa.app
Good luck )
Hello mates,
if you are searching for a fresh online casino,
I can suggest some cool options.
These platforms have promo offers,
secure payments, and endless entertainment.
Check them out: https://glorycasinbonus.vip
Good luck )
Hello friends,
if you are interested in a fresh gaming platform,
I can suggest some amazing options.
These platforms have promo offers,
quick withdrawals, and many slots and tables.
Check them out: https://baxterbetcasino.click
Wishing you wins )
Suchen Sie nach dem perfekten eBook für den Urlaub? Im Westen nichts Neues als PDF ist eine gute Wahl für anspruchsvolle Leser. Nutzen Sie die freie Zeit, um sich diesem gewaltigen Werk zu widmen. https://imwestennichtsneuespdf.site/ All Quiet On The Western Front Story Download
Lernen Sie Deutsch nicht isoliert, sondern im Kontext. Unsere PDF-Übungen fördern das Verständnis. Werden Sie fließend, indem Sie Zusammenhänge erkennen und die Sprache als Ganzes begreifen lernen. https://becomingfluentingermanpdf.site/ German Participles Pdf
Hello friends,
if you are interested in a reliable online casino,
I can share with you some great options.
These platforms have special rewards,
secure payments, and endless entertainment.
Check them out: https://sportybet-sudan.app
Best of luck )
Hello mates,
if you are searching for a reliable betting site,
I can recommend some cool options.
These sites have special rewards,
secure payments, and endless entertainment.
Check them out: https://fastpari-burkinafaso.click
Good luck )
Hello guys,
if you are searching for a new gaming platform,
I can share with you some cool options.
These sites have special rewards,
fast payouts, and endless entertainment.
Check them out: https://dragonselement.site
Good luck )
Sprachenlernen soll bereichern, nicht belasten. Unsere PDF-Downloads sorgen für eine angenehme Lernerfahrung. Werden Sie fließend in Deutsch mit Inhalten, die motivieren und Ihnen helfen, am Ball zu bleiben, bis Sie Ihr Ziel erreicht haben. https://becomingfluentingermanpdf.site/ German Phrasebook Pdf
Hello friends,
if you are searching for a new online casino,
I can suggest some amazing options.
These sites have promo offers,
quick withdrawals, and many slots and tables.
Check them out: https://voltagebet-casino.click
Best of luck )
магазин техники dyson магазин техники dyson .
официальный сайт дайсон проверить dn-kupit-2.ru .
dyson com официальный сайт dyson com официальный сайт .
Hello mates,
if you are looking for a reliable betting site,
I can share with you some cool options.
These casinos have bonuses,
secure payments, and endless entertainment.
Check them out: https://voltagebet-casino.click
Best of luck )
Haben Sie schon einmal versucht, ein Märchen laut zu lesen? Der Rhythmus der Sprache ist faszinierend. Nutzen Sie eine Grimms Märchen PDF als Skript für Ihre eigenen Leseübungen oder für einen kleinen Vortragsabend im Familienkreis. https://grimmsmarchenpdf.site/ The Bremen Town Musicians Pdf
дайсон сервисный центр официальный ofitsialnyj-sajt-dn.ru .
Für die Pause in der Mittagspause ist ein Lunch-Spot Café in Berlin Guide als PDF ideal, der dir zeigt, wo es täglich wechselnde Mittagstische gibt, die schnell serviert werden, gesund sind und inklusive eines Kaffees bezahlbar bleiben. https://cafeinberlinpdf.site/ Café In Berlin Book Pdf
Wer klassische Literatur digital genießen möchte, trifft mit diesem Werk die richtige Wahl. Im Westen nichts Neues als PDF ist für alle verfügbar, die sich mit der deutschen Geschichte auseinandersetzen wollen. Ein Buch, das man gelesen haben muss, um die Vergangenheit zu verstehen. https://imwestennichtsneuespdf.site/ All Quiet On The Western Front Complete Text
Möchten Sie Deutsch lernen, ohne ein Vermögen auszugeben? Unsere PDF-Lösungen sind budgetfreundlich. Werden Sie „fluent“, indem Sie in Wissen investieren, nicht in teure Markennamen. https://becomingfluentingermanpdf.site/ German Negation Pdf
стартовал наш новый https://utgardtv.com IPTV?сервис, созданный специально для зрителей из СНГ и Европы! более 2900+ телеканалов в высоком качестве (HD / UHD / 4K). Пакеты по регионам: Россия, Украина, Беларусь, Кавказ, Европа, Азия. Фильмы, Спорт, Музыка, Дети, Познавательные. Отдельный пакет 18+
I can’t stop smiling — this post made my day!
Die Geschichte vom Überleben und Sterben an der Front geht unter die Haut. Laden Sie Im Westen nichts Neues als PDF und lassen Sie sich darauf ein. Es ist ein Buch, das Augen öffnet und Herzen bewegt – jetzt ganz einfach digital verfügbar. https://imwestennichtsneuespdf.site/ All Quiet On The Western Front 1929 Pdf
Ищешь музыку? скачать музыку в мр3 популярные треки, новые релизы, плейлисты по жанрам и настроению. Удобный плеер, поиск по исполнителям и альбомам, стабильное качество звука. Включайте музыку в любое время.
Wollen Sie endlich verstehen, was Sie hören und lesen? Unsere PDF-Ratgeber schulen das Verständnis. Erreichen Sie „becoming fluent in German“ durch bessere Rezeption. https://becomingfluentingermanpdf.site/ Becoming Fluent In German Pdf
дайсон купить оригинал официальный сайт dn-kupit-2.ru .
бытовая техника дайсон бытовая техника дайсон .
фены дайсон официальный ofitsialnyj-sajt-dsn.ru .
You can enjoy this masterpiece that will make you scream in awe. The PDF version is clear, sharp, and easy to navigate. It represents the future of reading, where you can carry thousands of pages in your pocket without feeling the weight of a single sheet of paper. https://youcanscreampdf.top/ You Can Scream Pdf File
The secrets of the past are waiting to be found. An Arcane Inheritance offers a thrilling hunt, available in PDF. This digital edition is convenient and high-quality. Get your file now and start reading a story that combines mystery, magic, and suspense. https://anarcaneinheritancepdf.top/ An Arcane Inheritance Early Copy
официальный сайт дайсон ofitsialnyj-sajt-dn.ru .
Visit Site – Layout is crisp, browsing is easy, and content feels trustworthy and clear.
This book makes you scream, and you can share the PDF. It is a community favorite. The digital edition is social. friendly and open. https://youcanscreampdf.top/ You Can Scream Full Text Pdf
The In Your Dreams PDF is a must-read. It is a great book that is easy to get, easy to read, and easy to love, making it the perfect choice for you. https://inyourdreamspdf.top/ In Your Dreams Book Text
бытовая техника dyson бытовая техника dyson .
официальный сайт дайсон проверить ofitsialnyj-sajt-dn-1.ru .
need a video? film production company in italy offering full-cycle services: concept, scripting, filming, editing and post-production. Commercials, corporate videos, social media content and branded storytelling. Professional crew, modern equipment and a creative approach tailored to your goals.
I find that reading makes me a better writer. An archive of romance is my study guide. I read widely, downloading PDF novels to analyze dialogue and pacing, which helps me improve my own creative writing skills. https://anarchiveofromancepdf.top/ An Archive Of Romance English Pdf
A legacy that defies the laws of nature. An Arcane Inheritance is a fascinating book, available as a PDF. This story blends fantasy and reality seamlessly. Download the digital file now to explore the implications of an inheritance that is truly arcane. https://anarcaneinheritancepdf.top/ Book By Kamilah Cole An Arcane Inheritance
If you need a PDF that makes you scream, you can take this. It is a choice. The story is yours. free and willing. https://youcanscreampdf.top/ You Can Scream Mobi
Keep your reading momentum going with the In Your Dreams PDF, which allows for uninterrupted enjoyment. No matter where you are, your book is with you, safe and sound in the memory of your device. https://inyourdreamspdf.top/ In Your Dreams Top Pdf
стайлер дайсон купить оригинал официальный ofitsialnyj-sajt-dn.ru .
УАЗ ПАТРИОТ АКПП УАЗ ПАТРИОТ с АКПП: Легендарный внедорожник, теперь с автоматической коробкой передач, предлагает беспрецедентный уровень комфорта и удобства управления. Забудьте о необходимости постоянно переключать передачи в сложных дорожных условиях. АКПП позволит вам полностью сосредоточиться на вождении и наслаждаться приключениями, будь то покорение бездорожья или комфортная поездка по городу. Просторный салон, вместительный багажник и мощный двигатель делают УАЗ ПАТРИОТ с АКПП идеальным выбором для тех, кто ценит свободу передвижения и не боится вызовов природы. Этот автомобиль станет вашим надежным спутником в любых путешествиях и поможет справиться с любыми задачами, которые поставит перед вами жизнь. Откройте для себя новые возможности с УАЗ ПАТРИОТ АКПП!
прогнозы на баскетбол Промокоды букмекеров: получай эксклюзивные предложения и привилегии!
оригинальная техника dyson dn-kupit-2.ru .
I love the thrill of a marathon reading session. An archive of romance fuels my binges. I download a trilogy in PDF format and spend the entire Sunday reading, immersing myself completely in a fictional world. https://anarchiveofromancepdf.top/ Archive Of Romance Read Online
What would you do if you inherited a magical curse? Find out in An Arcane Inheritance, available as a PDF. This novel is a page-turner that you won’t want to put down. secure your digital edition today and experience the thrill of the supernatural. https://anarcaneinheritancepdf.top/ An Arcane Inheritance Pdf
If you need a PDF that makes you scream, you can pick this one. It is a solid choice. The story holds up. durable and lasting. https://youcanscreampdf.top/ You Can Scream Epub File
Хочешь познакомится? чат знакомств телеграм удобный способ найти общение, дружбу или отношения. Подборки чатов и ботов, фильтры по городу и интересам, анонимность и быстрый старт. Общайтесь без лишних регистраций и сложных анкет.
прогнозы на баскетбол Прогнозы на баскетбол — это попытки предсказать исходы баскетбольных матчей на основе анализа статистических данных, текущей формы команд, травм игроков, тактических схем и других факторов. Качественные прогнозы учитывают множество параметров, включая статистику личных встреч, эффективность команды в атаке и защите, домашние и выездные игры, а также мотивацию игроков. Существуют различные типы прогнозов: на исход матча, на тотал очков, на фору, на индивидуальные показатели игроков и т.д. Прогнозы могут быть платными и бесплатными, однако не стоит слепо доверять ни одному из них. Лучший подход — использовать прогнозы в качестве дополнительной информации для принятия собственного решения о ставке. Важно понимать, что в баскетболе, как и в любом другом виде спорта, присутствует элемент случайности, и даже самые точные прогнозы не гарантируют 100% успеха.
уроки пения для начинающих https://uroki-vokala-moskva.ru
dyson пылесос магазины ofitsialnyj-sajt-dn-1.ru .
строительство плоской крыши https://ploskaya-krovlya-moskva.ru
A blend of history and fantasy that captivates the mind. The An Arcane Inheritance PDF is a beautifully written novel. This electronic version is easy to download and read. Don’t miss this chance to explore a world where an arcane inheritance is the key to power. https://anarcaneinheritancepdf.top/ An Arcane Inheritance First Chapter Pdf
This thriller makes you scream, and you can grab the PDF. It is a pulse-pounding read. The digital edition allows for night mode reading. suspenseful and scary, it is perfect for reading under the covers. https://youcanscreampdf.top/ Laurel Snow Series Order Pdf
доставка рыбы и морепродуктов на дом спб https://mor-produkt.ru
сайт про дачу https://dacha-ua.com в Україні: сад і город, посівний календар 2026, вирощування овочів, ягід і квітів, догляд за ґрунтом, добрива та захист рослин, ландшафтний дизайн, будівництво й інструменти. Практичні поради та інструкції.
УАЗ ПАТРИОТ АКПП УАЗ ПАТРИОТ с АКПП: Выбор тех, кто ценит надежность, проходимость и комфорт. Этот автомобиль сочетает в себе легендарную внедорожную мощь и современные технологии, делая его идеальным для самых разных условий эксплуатации. Автоматическая коробка передач значительно упрощает управление, особенно в условиях бездорожья и городского трафика, позволяя водителю сосредоточиться на дороге и наслаждаться поездкой. УАЗ ПАТРИОТ с АКПП – это просторный салон, вместительный багажник, рамная конструкция и внушительный клиренс, что гарантирует уверенность на любых дорогах. Это ваш надежный партнер в любом путешествии, будь то поездка на рыбалку, охоту или просто активный отдых на природе. С УАЗ ПАТРИОТ АКПП вы сможете покорить любые дороги и открыть для себя новые горизонты.
I find that romance novels teach emotional intelligence. An archive of romance explores relationships. Reading these PDF stories helps me understand different emotional reactions and conflict resolution, which is surprisingly useful in real life. https://anarchiveofromancepdf.top/ Read An Archive Of Romance Full Novel
Нужна фотокнига? заказать фотокнигу печать из ваших фотографий в высоком качестве. Разные форматы и обложки, плотная бумага, современный дизайн. Поможем с макетом, быстрая печать и доставка. Идеально для подарка и семейных архивов
Кайт египет кайт школа хургада
дайсон оригинал купить ofitsialnyj-sajt-dn.ru .
Хочешь фотокнигу? фотокнига заказать онлайн москва индивидуальный дизайн, премиальная печать и аккуратная сборка. Большой выбор размеров и переплётов, помощь с версткой. Быстрое производство и доставка
ai sex chat
Hello guys,
if you are interested in a new gaming platform,
I can suggest some cool options.
These sites have special rewards,
quick withdrawals, and many slots and tables.
Check them out: https://blackpearl.website
Wishing you wins )
пирамида_оргонит Защитаотнегативныхвлияний: защита от негативных влияний
штабелер самоходный купить Штабелер для склада с подъемом: с подъемом грузов.
top asian porn web
УАЗ ПАТРИОТ АКПП УАЗ ПАТРИОТ с АКПП: Это не просто внедорожник, это легенда, адаптированная к современным требованиям комфорта и управляемости. Автоматическая коробка передач, которой оснащен этот автомобиль, значительно упрощает процесс вождения, особенно в сложных условиях бездорожья и городского трафика. Представьте себе: вы легко преодолеваете любые препятствия, не отвлекаясь на постоянное переключение передач, а просто наслаждаетесь поездкой. Просторный салон, вместительный багажник, высокий клиренс и мощный двигатель делают УАЗ ПАТРИОТ с АКПП идеальным выбором для тех, кто ценит свободу передвижения и не боится выезжать за пределы асфальтированных дорог. От рыбалки и охоты до семейных путешествий и экстремальных приключений – этот автомобиль справится с любыми задачами. Не упустите возможность стать обладателем надежного и универсального внедорожника, который подарит вам незабываемые впечатления!
новости о ставках на спорт Бонусы букмекеров — это привлекательные предложения, с помощью которых букмекерские конторы привлекают новых игроков и удерживают существующих. Они могут быть представлены в различных формах: приветственные бонусы за регистрацию и первый депозит, бонусы на экспрессы, кэшбэк, фрибеты (бесплатные ставки), программы лояльности и другие акционные предложения. Важно внимательно изучать условия получения и использования бонусов, так как часто они сопровождаются определенными требованиями по отыгрышу (вейджер). Вейджер — это сумма ставок, которую необходимо сделать, чтобы вывести бонусные средства и выигрыши, полученные с их помощью. Некоторые бонусы могут выглядеть очень привлекательно, но на практике их отыгрыш может оказаться сложным или невыгодным. Поэтому перед тем, как воспользоваться бонусом, необходимо тщательно проанализировать все условия, чтобы убедиться, что он действительно стоит того.
Продажа тяговых https://faamru.com аккумуляторных батарей для вилочных погрузчиков, ричтраков, электротележек и штабелеров. Решения для интенсивной складской работы: стабильная мощность, долгий ресурс, надёжная работа в сменном режиме, помощь с подбором АКБ по параметрам техники и оперативная поставка под задачу
Experience a romance that is perfect for a rainy day. The Love in Plane Sight PDF is available for download. This novel is the ultimate comfort read. Secure your digital file today and cozy up. https://loveinplanesightpdf.site/ Love In Plane Sight Pdf Online
The Bluebird Gold PDF is your comprehensive guide to the gold industry. It features detailed analysis and practical tips to help you succeed. Download this essential resource now and start building a stronger, more diversified and profitable investment portfolio for your financial future. https://bluebirdgoldpdf.site/ Bluebird Gold Pdf Link Online
Продажа тяговых https://ab-resurs.ru аккумуляторных батарей для вилочных погрузчиков и штабелеров. Надёжные решения для стабильной работы складской техники: большой выбор АКБ, профессиональный подбор по параметрам, консультации специалистов, гарантия и оперативная поставка для складов и производств по всей России
黑人男同性恋色情视频
The Is This a Cry for Help PDF offers a superior digital reading experience for fans of the book. This file is crisp, clear, and compatible with all modern devices. Download the novel today and see why it has captured the hearts of so many. https://isthisacryforhelppdf.site/ Is This A Cry For Help Issuu
The characters in Born of Trouble are fighting for more than just survival; they are fighting for their souls. Experience their struggle in our new pdf edition. This is a story of courage, conviction, and the power of the human spirit to endure. https://bornoftroublepdf.site/ Free Books For Ipad Pdf
Продажа тяговых https://faamru.com аккумуляторных батарей для вилочных погрузчиков, ричтраков, электротележек и штабелеров. Решения для интенсивной складской работы: стабильная мощность, долгий ресурс, надёжная работа в сменном режиме, помощь с подбором АКБ по параметрам техники и оперативная поставка под задачу
цветы_для_интерьера_оберег Оргонитвихреваякатушка: С вихревой катушкой оргонит
цена плоской кровли за квадратный метр https://ustrojstvo-ploskoj-krovli.ru
Продажа тяговых https://ab-resurs.ru аккумуляторных батарей для вилочных погрузчиков и штабелеров. Надёжные решения для стабильной работы складской техники: большой выбор АКБ, профессиональный подбор по параметрам, консультации специалистов, гарантия и оперативная поставка для складов и производств по всей России
Unlock the Is This a Cry for Help PDF today. This digital file is great. Get the copy now and start reading. https://isthisacryforhelppdf.site/ Is This A Cry For Help Docx Download
Stay informed with the Bluebird Gold PDF, your go-to source for gold market intelligence. This report offers expert commentary and timely data to help you. Download this guide now to enhance your financial literacy and achieve greater success in investing. https://bluebirdgoldpdf.site/ Bluebird Gold Devney Perry Kindle
Born of Trouble is a book for those who love a story that is as tough as it is beautiful. This gritty and poetic narrative is now available in a portable pdf format. Experience the power of the written word in this exceptional work. https://bornoftroublepdf.site/ Where To Read Born Of Trouble For Free
Купить iPhone 17 itcrumbs.ru новая модель Apple с современным дизайном, высокой производительностью и улучшенной камерой. Оригинальная техника, гарантия, проверка серийного номера. Выбор конфигураций памяти, удобная оплата и быстрая доставка.
Аренда серверов https://ctrl.qckl.net/index.php?rp=/store/discount-server с гарантией стабильности: мощные конфигурации, высокая скорость сети и надёжное хранение данных. Масштабируемые решения, резервное копирование и поддержка 24/7. Оптимально для бизнеса и IT-проектов.
Нужно авто? murmansk-autodom.ru подбор по марке, бюджету и условиям эксплуатации, проверка юридической чистоты. Помощь с кредитом и обменом, быстро и удобно.
Unlock the Is This a Cry for Help PDF now. This digital version is high-quality. Get the copy today and start. https://isthisacryforhelppdf.site/ Is This A Cry For Help Excerpt Pdf
Discover a story that you will want to read again. The Love in Plane Sight PDF is available for re-reading. It is a novel that endures. Download the digital copy now and read forever. https://loveinplanesightpdf.site/ Love In Plane Sight Audio
стоимость геотехнического мониторинга https://geotekhnicheskij-monitoring-zdanij.ru
Пластиковые окна в Алматы Выбор качественных пластиковых окон – это инвестиция в комфорт, тепло и энергоэффективность вашего дома. В Алматы, в условиях переменчивого климата, это особенно актуально. Компания Okna Service предлагает широкий ассортимент пластиковых окон, отвечающих самым высоким стандартам качества. Okna Service использует только проверенные профильные системы от ведущих производителей. Это гарантирует долговечность, устойчивость к перепадам температур и отличную звукоизоляцию. Вы можете выбрать окна с различной толщиной профиля, количеством камер и типами стеклопакетов, в зависимости от ваших индивидуальных потребностей и бюджета. Помимо качества продукции, Okna Service выделяется своим профессиональным подходом к установке. Квалифицированные монтажники с большим опытом работы гарантируют правильную установку окон, что является критически важным для обеспечения их функциональности и долговечности. Неправильный монтаж может свести на нет все преимущества даже самых дорогих окон. Okna Service предлагает полный спектр услуг, включая замер, изготовление, доставку и установку окон. Компания также предоставляет гарантийное и постгарантийное обслуживание. Вам помогут подобрать оптимальное решение для вашего дома или офиса, учитывая особенности архитектуры и ваши личные пожелания. Выбирая Okna Service, вы выбираете надежность, качество и профессионализм. Улучшите свой дом уже сегодня, установив новые пластиковые окна от Okna Service.
Stay informed with the Bluebird Gold PDF, your go-to source for expert analysis on precious metals. This report delivers timely data and strategic advice to help you maximize your returns. Download the document now and take the first step towards a more informed investment approach. https://bluebirdgoldpdf.site/ Bluebird Gold Audio Book
The themes of Born of Trouble are explored with a depth and a nuance that is rare in modern fiction. This intelligent and thoughtful story is now available as a pdf. Delve into the complexities of morality and justice in this work. https://bornoftroublepdf.site/ High Quality Pdf Books
Окна Rehau Алматы Выбор качественных пластиковых окон – это инвестиция в комфорт, тепло и энергоэффективность вашего дома. В Алматы, в условиях переменчивого климата, это особенно актуально. Компания Okna Service предлагает широкий ассортимент пластиковых окон, отвечающих самым высоким стандартам качества. Okna Service использует только проверенные профильные системы от ведущих производителей. Это гарантирует долговечность, устойчивость к перепадам температур и отличную звукоизоляцию. Вы можете выбрать окна с различной толщиной профиля, количеством камер и типами стеклопакетов, в зависимости от ваших индивидуальных потребностей и бюджета. Помимо качества продукции, Okna Service выделяется своим профессиональным подходом к установке. Квалифицированные монтажники с большим опытом работы гарантируют правильную установку окон, что является критически важным для обеспечения их функциональности и долговечности. Неправильный монтаж может свести на нет все преимущества даже самых дорогих окон. Okna Service предлагает полный спектр услуг, включая замер, изготовление, доставку и установку окон. Компания также предоставляет гарантийное и постгарантийное обслуживание. Вам помогут подобрать оптимальное решение для вашего дома или офиса, учитывая особенности архитектуры и ваши личные пожелания. Выбирая Okna Service, вы выбираете надежность, качество и профессионализм. Улучшите свой дом уже сегодня, установив новые пластиковые окна от Okna Service.
проект по обеспечению сохранности объектов культурного наследия https://razdel-osokn.ru
Риобет казино https://riobetcasino-ytr.ru играть онлайн в слоты и live-казино. Разбор регистрации, бонусов, условий игры, вейджера, лимитов и способов вывода средств.
Официальные onion адреса на кракен онион адреса и ссылки для максимально анонимного доступа через Tor
Details inside: unlocking excitement: discover evospin’s exclusive casino bonus offers
Latest Updates: https://elysianbyfuhaar.in/neospins-200-no-deposit-bonus-australia-top-pokies-bonuses-2025/
оргон_и_энергия Рейкичокурейкулон: кулон с чо-ку-рей
Вызвать невролога на дом https://vrachnadom-sev.ru
Быстрый доступ к маркету через kraken войти с актуальными зеркалами и onion ссылками для Tor браузера
Пластиковые окна в Алматы цена Выбор качественных пластиковых окон – это инвестиция в комфорт, тепло и энергоэффективность вашего дома. В Алматы, в условиях переменчивого климата, это особенно актуально. Компания Okna Service предлагает широкий ассортимент пластиковых окон, отвечающих самым высоким стандартам качества. Okna Service использует только проверенные профильные системы от ведущих производителей. Это гарантирует долговечность, устойчивость к перепадам температур и отличную звукоизоляцию. Вы можете выбрать окна с различной толщиной профиля, количеством камер и типами стеклопакетов, в зависимости от ваших индивидуальных потребностей и бюджета. Помимо качества продукции, Okna Service выделяется своим профессиональным подходом к установке. Квалифицированные монтажники с большим опытом работы гарантируют правильную установку окон, что является критически важным для обеспечения их функциональности и долговечности. Неправильный монтаж может свести на нет все преимущества даже самых дорогих окон. Okna Service предлагает полный спектр услуг, включая замер, изготовление, доставку и установку окон. Компания также предоставляет гарантийное и постгарантийное обслуживание. Вам помогут подобрать оптимальное решение для вашего дома или офиса, учитывая особенности архитектуры и ваши личные пожелания. Выбирая Okna Service, вы выбираете надежность, качество и профессионализм. Улучшите свой дом уже сегодня, установив новые пластиковые окна от Okna Service.
амулет_оргонит Пирамидка: Пирамидка небольшая
Продажа тяговых ab-resurs.ru аккумуляторных батарей для вилочных погрузчиков и штабелеров. Надёжные решения для стабильной работы складской техники: большой выбор АКБ, профессиональный подбор по параметрам, консультации специалистов, гарантия и оперативная поставка для складов и производств по всей России
Global Alternative Trade Financing Global Alternative Trade Financing: Innovative solutions expanding access to global trade for SMEs.
Продажа тяговых faamru.com аккумуляторных батарей для вилочных погрузчиков, ричтраков, электротележек и штабелеров. Решения для интенсивной складской работы: стабильная мощность, долгий ресурс, надёжная работа в сменном режиме, помощь с подбором АКБ по параметрам техники и оперативная поставка под задачу
парк отель на краю света Загородные базы отдыха в Подмосковье часто предлагают различные виды активного отдыха, такие как рыбалка, катание на лодках, прогулки на велосипедах и зимние виды спорта. База отдыха с рыбалкой в Подмосковье – отличный вариант для любителей рыбной ловли. Вы сможете насладиться тишиной и покоем на берегу озера или реки, а также поймать свой улов.
Global Alternative Trade Financing Global Alternative Trade Financing: Empowering SMEs to participate in international trade.
Базы отдыха с питанием предлагают разнообразное меню и избавляют от необходимости готовить самостоятельно, что особенно удобно для семей с детьми. База отдыха с зоопарком – это отличный вариант для семейного отдыха, где дети смогут увидеть различных животных и птиц. Загородные базы отдыха предлагают комфортное проживание и широкий спектр услуг, включая организацию экскурсий и развлекательных программ. Снять базу отдыха в Подмосковье можно на выходные или на более длительный срок, в зависимости от ваших планов и предпочтений. Базы отдыха подмосковья область предлагают комфортный отдых на природе. парк отель в подмосковье недорого
глэмпинг подмосковье цены Глэмпинги в Подмосковье предлагают различные варианты размещения: от небольших домиков для двоих до просторных коттеджей для больших компаний. Снять глэмпинг на выходные – это отличный способ провести время с семьей или друзьями, наслаждаясь природой и комфортом. Многие глэмпинги позволяют проживание с животными, что делает их идеальным выбором для путешественников с питомцами.
ла пицца Курьер – это ключевое звено в цепочке доставки, обеспечивающее оперативность и надежность. Компании, такие как Жар Пицца, Додо, Ташир и другие, постоянно ищут курьеров для доставки своих блюд и товаров. Если вы проживаете в Воронеже, Туле, Калуге или Рязани, то сможете найти множество вакансий курьера, предлагающих различные условия оплаты и графики работы. Важно помнить, что работа курьером требует ответственности, пунктуальности и хорошего знания города.
где отметить день рождения база отдыха Многие базы отдыха предлагают различные виды услуг: от питания до развлечений. На территории баз отдыха часто есть рестораны, бары, бассейны, спортивные площадки и детские комнаты. Базы отдыха с домиками в Подмосковье – это отличный выбор для семейного отдыха.
курьер воронеж Повар – это профессия, требующая не только кулинарных навыков, но и творческого подхода. Если вы мечтаете создавать вкусные блюда и радовать людей, работа поваром может стать для вас отличным выбором. В Воронеже, Туле, Калуге и Рязани есть много заведений, предлагающих вакансии повара, от небольших кафе до крупных ресторанов. Компании, такие как Ташир, Жарпицца и Додо, постоянно ищут поваров, готовых создавать вкусную пиццу и другие блюда. Работа поваром – это возможность проявить свою креативность и получить признание за свои кулинарные шедевры.
дивитися фільми аніме дивитися онлайн в HD якості
Парк-отель – это современный формат отдыха, сочетающий в себе комфорт отеля и близость к природе. Аренда домов в парк-отеле – это отличный способ провести время с семьей или друзьями, наслаждаясь свежим воздухом и живописными пейзажами. В Подмосковье можно найти множество парк-отелей, предлагающих различные варианты размещения: от номеров в главном корпусе до отдельных домиков и коттеджей. Забронировать парк-отель в Подмосковье можно онлайн или по телефону. Многие парк-отели предлагают систему “все включено”, что позволяет гостям не беспокоиться о питании и развлечениях. дом отдыха парк отель
оберег_от_сглаза Подвескасемья: подвеска с символом семьи
ла пицца воронеж Томато, Сан Ремо, Фарфор, Додо Пицца, Ташир, Ла Пицца, Мама Мия и Жар Пицца – это популярные бренды в сфере общественного питания, предлагающие доставку пиццы и других блюд в Воронеже, Туле, Калуге и Рязани. Если вы ищете работу в сфере общественного питания, то стоит обратить внимание на вакансии в этих компаниях, которые регулярно ищут курьеров, поваров и администраторов. Томато доставка в Воронеже и Туле – это удобный способ заказать вкусную пиццу и другие блюда на дом или в офис. День пиццы – это отличный повод попробовать различные виды пиццы и насладиться вкусом любимого блюда.
хороші новинки кіно онлайн повні версії фільмів безкоштовно онлайн
Натяжные потолки скрывают проводку, трещины и неровности без грязных работ, сатиновая фактура дает ровную плоскость, выглядит современно и не перегружает интерьер; мастер приезжает на замер, предлагает варианты и делает расчет: стоимость 1 м2 натяжного потолка москва
ко ланта ко ланта
Натяжной потолок помогает спрятать коммуникации и сохранить высоту помещения, бесшовное решение создает чистую линию примыкания к стенам, и при этом монтаж проходит спокойно; в процессе учитываются вентиляция, дымоходы и особенности перекрытий – https://potolki-decarat.ru/
Натяжные потолки помогают быстро обновить интерьер, бесшовное решение помогает быстро освежить отделку без демонтажа штукатурки, и при этом монтаж проходит спокойно; мастер приезжает на замер, предлагает варианты и делает расчет: https://potolki-decarat.ru/
как набрать реакции телеграм бесплатно
Натяжные потолки дают ровную геометрию и стабильный цвет на годы, заказывают в компании Потолки Москвы, помогает зонировать пространство светом; сначала замер, затем изготовление, потом монтаж без суеты: натяжные потолки цена
накрутка просмотров клипов вк
Аренда NVMe VPS/VDS https://xhost24.com мощные виртуальные серверы с быстрыми SSD NVMe. Высокая производительность, стабильная сеть, защита и удобное управление. Подходит для e-commerce, API, CRM, игровых и веб-проектов любого масштаба.
найкращі жахи онлайн кращі фільми 2026 року безкоштовно
как накрутить подписчиков в телеграм бесплатно
Донат в России Rise of Kingdoms – популярная мобильная стратегия, где донат играет значительную роль в ускорении развития королевства. Донат позволяет мгновенно завершать строительство зданий, обучение войск и исследования технологий, что дает игрокам преимущество в гонке за доминирование. VIP-уровни, приобретаемые за донат, предоставляют дополнительные бонусы и привилегии. Однако, важно помнить, что Rise of Kingdoms – это в первую очередь стратегическая игра, и умелая тактика, дипломатия и взаимодействие с альянсом играют не менее важную роль, чем финансовые вложения.
В ванной и на кухне натяжной потолок практичен, потому что легко моется и не боится пара, выбирайте плотная ПВХ пленка, оно не требует ежегодной покраски и обновления, уточните как ухаживать за полотном, чтобы не было разводов, вы сохраните нервы и не будете переделывать потолок через год – https://natyazhnye-potolki-moskva.ru/
Для быстрого ремонта натяжной потолок удобнее, чем выравнивать плиту и ждать высыхания, выбирайте полотно с фактурой штукатурки, оно позволяет поставить трековые системы и точечные светильники, перед замером отметьте места люстры, спотов и шкафа до потолка, ремонт пройдет быстрее, а уборки после монтажа будет минимум – https://natyazhnye-potolki-moskva.ru/
дивитись серіали 2025 комедії на вечір дивитися онлайн
Натяжной потолок упрощает уход и экономит время на уборке, позволяет подобрать оттенок под стены и мебель; сначала замер, затем изготовление, потом монтаж без суеты https://potolki-decarat.ru/
https://alstrive.ru/blog/iphone-17-air-balans-stilja-i-proizvoditelnosti/
https://qckl.net/servers.html
credible business space – Provides helpful resources without unnecessary distractions.
дивитися хороший фільм історичні фільми з українським перекладом
practical insights network – Content is straightforward, easy to apply, and immediately useful.
В новостройке где идет усадка натяжной потолок помогает сохранить аккуратный вид также Матовый вариант дает спокойный вид и скрывает блики от окон Уточните тип профиля крепежа и гарантию на монтаж чтобы потом не возникло вопросов в итоге получите современный вид и удобство на годы вперед – https://natyazhnye-potolki-moskva.ru/
click to learn trends – Well-written posts, trends and business updates feel accessible and organized.
В ванной и на кухне натяжной потолок практичен, потому что легко моется и не боится пара, выбирайте матовое ПВХ полотно, оно дает чистый финиш без мокрых работ, уточните как ухаживать за полотном, чтобы не было разводов, ремонт пройдет быстрее, а уборки после монтажа будет минимум: https://natyazhnye-potolki-moskva.ru/
business strategy portal – Clear explanations, applying ideas feels achievable.
Для квартиры после затопления сверху натяжной потолок часто спасает отделку и мебель также Для встроенной мебели важно отступить нужный зазор и не потерять высоту После монтажа уточните правила ухода лучше мягкая салфетка и нейтральное средство в итоге будет аккуратно и практично для ежедневной жизни https://natyazhnye-potolki-moskva.ru/
action-ready insights – Provides practical knowledge in a format that’s easy to apply.
Hello friends,
if you are looking for a fresh gaming platform,
I can recommend some cool options.
These sites have bonuses,
secure payments, and a huge choice of games.
Give them a try: https://vavada-pl.store/en/
Best of luck )
click for market knowledge – Platform offers easy-to-digest insights for navigating current business trends.
goal progress naturally – Insightful content, turning plans into results feels natural and steady.
fresh strategy ideas – The layout supports discovering concepts without distraction.
strategic market alliances – Easy to apply examples, shows how alliances work in real-world business situations.
energy moves forward – Friendly, natural language demonstrating how release fuels consistent progress.
FlexiShopCenter – Quick access to products and simple navigation make purchases enjoyable.
Hello friends,
if you are searching for a reliable gaming platform,
I can share with you some cool options.
These sites have special rewards,
fast payouts, and a huge choice of games.
Take a look: https://vavada-pl.store/en/
Good luck )
StrategicOpportunityPro – Well-structured site, makes discovering long-term opportunities straightforward.
reliableshopper – Very trustworthy platform where purchases feel safe and convenient.
digitalsalescenter – Online shopping is convenient, intuitive, and quick to use.
strategic partnership insights – Guidance is thorough, makes partnerships less confusing.
ProfessionalUnityHub – Well-structured content, enterprise frameworks feel simple and practical to follow.
progression planner – Clear strategies, makes tackling projects step by step simpler.
bizalliances – Clear and practical, connecting with professionals is structured and easy to follow.
trusted alliance resources – Informative content, helps relate alliances to practical business cases.
Hello everyone,
if you are interested in a reliable online casino,
I can recommend some cool options.
These platforms have bonuses,
secure payments, and endless entertainment.
Discover more: https://vavada-pl.store/en/
Best of luck )
clarity fuels progress – Smooth and actionable, connecting insight with tangible results.
ReliableCorporateInfo – Content is credible, and navigation feels smooth and intuitive.
alliancenetworkhub – Insightful and actionable, enterprise partnership strategies are structured in a user-friendly way.
skill improvement hub – Offers practical advice that feels easy to follow and motivating.
InnovationDiscoveryHub – Lessons are practical and approachable, innovations are easy to follow.
reliableshophub – Safe online marketplace where buying products is convenient and hassle-free.
trusted network guide – Hub provides clarity, networking is simplified and actionable.
businessgrowthinsights – Very practical guidance on growth strategies presented in a simple way.
marketpath – Insightful and user-friendly, guides readers through applying market strategies.
market collaboration hub – Informative advice, alliances explained clearly for market applications.
clarity solutions – Informative and actionable, breaks down ideas clearly.
Hello guys,
if you are looking for a fresh online casino,
I can suggest some cool options.
These sites have special rewards,
secure payments, and a huge choice of games.
View the details: https://vavada-pl.store/en/
Best of luck )
SmartDecisionHub – Reliable tips, helps you weigh options clearly and make sound choices.
turn plans into motion – Smooth and natural, highlighting the importance of following through on strategy.
partnershippathway – Guidance for forming and sustaining enterprise collaborations effectively.
Hello guys,
if you are looking for a reliable betting site,
I can share with you some amazing options.
These casinos have bonuses,
quick withdrawals, and endless entertainment.
See for yourself: https://vavada-pl.store/en/
Good luck )
business link insights – Practical guidance, exploring professional contacts is easy and intuitive.
EasyBuyOnline – Clear layout, navigating the platform is simple and fast.
nextgenskillslearning – Useful platform, guidance on future-ready skills is easy to understand and apply.
монтаж кровли плоской крыши https://montazh-ploskoj-kryshi.ru
оценка влияния строительства на сооружения https://ocenka-vliyaniya-stroitelstva.ru
Донат в России Донат в игры – это приобретение внутриигровых предметов, валюты или других преимуществ за реальные деньги. Эта практика широко распространена в современной игровой индустрии, особенно в free-to-play играх, где донат является основным источником дохода для разработчиков. Донат может существенно улучшить игровой опыт, позволяя игрокам быстрее прогрессировать, получать доступ к уникальному контенту или приобретать косметические предметы для кастомизации персонажей. Однако, важно помнить о рациональности и избегать чрезмерных трат, чтобы игровой процесс оставался приятным и не превращался в зависимость. Многие игры предлагают различные способы доната, от небольших покупок, дающих незначительные бонусы, до крупных пакетов, предоставляющих существенные преимущества.
buyhub – Informative and intuitive, the site makes purchasing products simple.
trendy products portal – Offers a curated selection that makes exploring new items fun.
alliances knowledge base – Structured insights, helps make sense of market partnership dynamics.
focus navigator – Useful tips, encourages concentrated effort and better results.
PracticalGrowthAdvisor – Offers simple yet effective guidance for business growth.
LongTermBusinessHub – Practical and structured, business vision planning feels simple and actionable.
path signals – Gentle, approachable language, emphasizing how simple indicators naturally guide direction.
Just published: https://www.mivemi.cz/tipy-a-triky-jak-vybrat-zbozi/svet-puzzli-a-logickych-her–proc-nas-bavi/
Авто не на русском? русификация автомобиля комфортное управление без языкового барьера. Перевод мультимедийной системы, бортового компьютера и навигации. Подходит для новых и б/у авто. Профессиональная настройка, аккуратная установка и поддержка.
strategymap – Guides you through planning and executing strategies successfully.
strategic partnership tips – Helpful examples, building alliances feels natural and logical.
quickdealstore – Smooth shopping process, finding great offers is fast and worry-free.
quickshop – Very straightforward, the platform makes ordering products simple.
Нужны цветы доставка роз пхукет заказать мы предлагаем свежие и невероятно красивые букеты, которые порадуют любого получателя. Наша служба обеспечивает оперативную доставку по всему острову, а в ассортименте вы найдёте цветы и композиции на самый взыскательный вкус. При этом мы гордимся тем, что сохраняем лучшие цены на острове — красота теперь доступна без переплат!
ReliableBuyHub – Smooth platform, shopping and checkout are secure and convenient.
Нужен детейлинг тюнинговая студия лимассол специализированный детейлинг центр на Кипре в Лимассоле, где заботятся о безупречном состоянии автомобилей, предлагая клиентам полный комплекс услуг по уходу за транспортными средствами. Мастера студии с вниманием относятся к каждой детали: они не только выполняют оклейку кузова защитными материалами, но и проводят тщательную обработку салона, возвращая автомобилю первозданный вид.
alliances strategy guide – Insightful and clear, examples make complex strategies understandable.
гражданство румынии получить Оформить гражданство Румынии – это значит собрать и подать необходимый пакет документов, пройти собеседование (при необходимости) и дождаться решения по вашему заявлению.
ValueLearningCenter – Interactive and inspiring, makes discovering new concepts enjoyable.
enterprise bond insights – Explanations are clear and reinforce a trustworthy image.
action direction – Informative tips, helps create structured plans without feeling overwhelming.
цветы Flower delivery – это не просто услуга, это возможность создать праздник в любой день, подарить радость и улыбку тем, кто вам дорог. Современные службы доставки цветов гарантируют свежесть и своевременность доставки, чтобы ваш подарок произвел наилучшее впечатление.
connectsphere – Provides a structured approach to networking in professional circles.
discover meaningful learning – Lessons are practical, helps absorb information smoothly.
shopcentral – Clear and practical, platform makes online purchasing simple.
Делаешь документы? конструктор договора оказания услуг позволяет существенно ускорить работу: с его помощью вы сможете готовить необходимые документы в десять раз быстрее и при этом гарантированно избегать ошибок. Инструмент предельно прост в освоении — специальное обучение не требуется. Все ваши данные надёжно защищены, а настройка индивидуальных шаблонов выполняется оперативно и без сложностей.
businessbond – Insightful and practical, strategies can be applied immediately in partnerships.
Do you want bonuses? CSGOFAST Promo Code deposit bonuses, free cases, terms and conditions. A quick activation guide, FAQ, and the latest updates.
business growth platform – Promising and strategic, perfect for expanding corporate collaborations.
growth planning hub – Provides explanations that are practical and supportive of future success.
BuyItFast – Simple design, feels fresh and intuitive to browse.
Продвижение сайтов https://team-black-top.ru под ключ: аудит, стратегия, семантика, техоптимизация, контент и ссылки. Улучшаем позиции в Google/Яндекс, увеличиваем трафик и заявки. Прозрачная отчетность, понятные KPI и работа на результат — от старта до стабильного роста.
SmartLearningHub – Educational and clear, understanding new concepts is simple and organized.
efficientsolutions – Simplifies applying solutions in a practical and reliable way.
AttractResults – Practical guidance that leads to noticeable improvements in outcomes.
futuristcommerce – Clear and actionable, understanding modern retail strategies is straightforward.
corporateallianceguide – Informative resource for organizations aiming for strategic collaborations.
click for digital growth – Helpful content, tutorials break down concepts clearly.
Rebricek najlepsich kasin https://betrating.sk/casino-hry/automaty-online/motorhead/ na Slovensku: bezpecni prevadzkovatelia, lukrativne bonusy, hracie automaty a zive kasina, pohodlne platby a zakaznicka podpora. Cestne recenzie a aktualizovane zoznamy pre pohodlne online hranie.
learnfromexpertinsights – Excellent site, expert insights are practical and easy to apply today.
shopping made simple – Looks polished and customer-oriented, reducing friction while browsing.
ValueCartNetwork – Focused on providing affordable and trustworthy shopping experiences.
Najlepsie online kasina https://betrating.sk/vklad-cez-sms/ na Slovensku – porovnajte licencie, bonusy, RTP, vyplaty a mobilne verzie. Pomozeme vam vybrat spolahlive kasino pre hru o skutocne peniaze a demo. Pravidelne aktualizujeme nase hodnotenia a propagacne akcie.
fastdigitalstore – Smooth experience, online shopping feels simple and efficient.
market alliance insights – Helpful tips, shows how alliances work in realistic settings.
knowledge growth portal – Inspires methods that make learning smarter and more systematic.
EffectiveStrategyHub – Makes understanding and applying strategies easier and more practical.
Продвижение сайтов https://team-black-top.ru под ключ: аудит, стратегия, семантика, техоптимизация, контент и ссылки. Улучшаем позиции в Google/Яндекс, увеличиваем трафик и заявки. Прозрачная отчетность, понятные KPI и работа на результат — от старта до стабильного роста.
future success portal – Content is detailed and makes long-term planning approachable.
bondingguidecenter – Easy-to-follow guidance for managing commercial bonds effectively.
SEO-продвижение сайта https://seo-topteam.ru в Москве с запуском от 1 дня. Экспресс-анализ, приоритетные правки, оптимизация под ключевые запросы и регион. Работаем на рост позиций, трафика и лидов. Подходит для бизнеса и услуг.
SmartDecisionTips – Helpful and clear guidance, content makes decision-making easier.
marketmentorpro – Practical and insightful, lessons from leaders are simple and effective.
directional growth – Helpful insights, shows how maintaining focus drives better outcomes.
AdvanceYourSkills – Offers accessible lessons, making learning straightforward and effective.
business relationship insights – Lessons are concise, networking with trust is straightforward.
evolving commerce platform – Conveys adaptability for businesses anticipating market shifts.
EnterpriseAllianceHub – Presents a polished approach to forming effective enterprise partnerships.
growthmindedbusiness – Practical guidance, business growth tips are easy to understand and implement.
market alliance strategies – Clear advice, helps connect theory to practical market scenarios.
global online commerce portal – Appears structured to handle extensive worldwide shopping operations.
QuickShopDigital – Easy browsing and smooth checkout improve the overall experience.
Тяговые аккумуляторные https://ab-resurs.ru батареи для складской техники: погрузчики, ричтраки, электротележки, штабелеры. Новые АКБ с гарантией, помощь в подборе, совместимость с популярными моделями, доставка и сервисное сопровождение.
shopping variety zone – Nice mix of products that encourages looking around.
partnershipnavigator – Practical strategies for evaluating and sustaining strategic alliances.
online value shop – Offers a reliable shopping experience with reasonably priced items.
shopnavigator – Practical and intuitive, browsing and buying products is straightforward.
planforwardhub – Emphasizes foresight, useful for forward-thinking business owners.
Продажа тяговых АКБ https://faamru.com для складской техники любого типа: вилочные погрузчики, ричтраки, электрические тележки и штабелеры. Качественные аккумуляторные батареи, долгий срок службы, гарантия и профессиональный подбор.
VisionaryPathHub – Encourages clear, step-by-step strategic development for long-term success.
SafeMarketPro – Well-organized site, buying products online feels secure and smooth.
partnership strategies click – Helpful guidance, navigation is smooth and straightforward.
velocity clarity hub – Very informative, understanding new concepts is much easier now.
dealtrusthub – Appears reliable, ideal for buyers and sellers seeking secure transactions.
market alliance hub – Very insightful, helps understand alliances in real-world market situations.
securecommercialalliances – Feels safe and reliable, guidance on alliances is clear and actionable.
enterprisemodelguide – Structured and actionable content that makes enterprise frameworks easy to comprehend.
GlobalCommerceHub – Convenient interface, makes shopping from multiple regions effortless.
everydaydealsguide – Simplifies searching for affordable options with minimal effort.
Workplace Learning Center – The tips are clear, concise, and very helpful for skill improvement.
marketrelationshipsolutionshub – Very actionable, platform explains market relationship management clearly.
OnlineShoppingPortal – Clear and simple platform, helps me shop without confusion.
reliable shop portal – Layout is clear, making it simple to locate products and browse comfortably.
BusinessInsightFinder – Encourages discovery and assessment of practical business options effectively.
online daily store – Provides common necessities efficiently with easy navigation.
long-term success ideas – Insightful tips, content clearly outlines ways to achieve growth.
BuildSmartPath – Guidance is practical, strategies are easy to follow in real situations.
alliances guide hub – Very useful, real market examples enhance understanding of partnerships.
secureshopclick – Clear focus on safety, makes shopping feel risk-free and convenient.
clarity action tips – Helpful guidance, content shows practical ways to move forward.
SavvyShopperHub – Emphasizes smart spending and great value options.
SmartGrowthLearning – Practical insights, makes planning growth strategies much easier and actionable.
smartvaluehub – Easy to navigate, finding discounts and offers is simple today.
shopurbancenter – Very modern site, shopping is smooth and navigating is effortless.
strategyhub – Practical and concise, readers can quickly put growth concepts into action.
Growth Path Insights – Clear explanations that made the planning process feel natural.
BusinessKnowledgeClick – Practical and concise guidance for learning business effectively.
AllianceTrustNetwork – Highlights credibility and professionalism for smooth collaboration online.
Тяговые аккумуляторные https://ab-resurs.ru батареи для складской техники: погрузчики, ричтраки, электротележки, штабелеры. Новые АКБ с гарантией, помощь в подборе, совместимость с популярными моделями, доставка и сервисное сопровождение.
build your online route – Structured instructions, platform makes digital progress feel doable.
Продажа тяговых АКБ https://faamru.com для складской техники любого типа: вилочные погрузчики, ричтраки, электрические тележки и штабелеры. Качественные аккумуляторные батареи, долгий срок службы, гарантия и профессиональный подбор.
alliances insight platform – Useful tips, simplifies how alliances operate in different markets.
think differently hub – Browsing here opens up new ways to approach problems and ideas.
proalliancebonds – Well-presented, emphasizes professional collaboration and business trust.
reliable buying site – Safety-first approach makes online transactions easier and more reassuring.
TopShoppingDeals – Simple and trustworthy, browsing deals is smooth and hassle-free.
SmartSolutionsOnline – Solutions presented are realistic and easy to follow.
growth roadmap – Excellent tips, shows how to build growth plans that are easy to follow.
alliancenavigator – Informative and easy to digest, partnership planning steps are explained clearly.
trustedbusinessbonds – Very clear, platform presents commercial bond strategies in an understandable way.
ValueCartOnline – Designed to make online shopping practical and budget-friendly.
strategyhub – Provides actionable steps for turning growth frameworks into real results.
globalenterprisealliances – Informative platform, global alliance strategies are explained clearly and practically.
Business Collaboration Space – Helpful insights and a comfortable environment for professional interaction.
IntelligentScalingHub – Easy-to-follow guides, makes grasping growth tactics much simpler.
NextLevelPlanning – Encourages thoughtful approaches to future business strategy creation.
click for knowledge boost – Informative articles, learning new topics is simple and motivating.
corporate confidence network – Emphasizes reliable business interactions, ideal for enterprises seeking long-term alliances.
ClearBizPath – Guidance is concise and helps understand business processes easily.
reliable deals center – Structured layout helps users quickly evaluate and compare products.
insightpath – Practical and straightforward, readers can apply the strategies immediately.
growthstrategyguide – Practical insights make planning digital growth simple and efficient.
EliteBuyPro – Clean interface, finding and purchasing items is easy.
focus guide – Very useful, shows how to align efforts with intended results.
explore possibilities – Nicely done, it encourages relaxed clicking and curiosity.
Future-Ready Ecommerce – Enjoyed how the strategies are explained in a clear, usable way.
ShoppingEcoClick – Smooth navigation and informative content, learning about online shopping is easy.
SmartShopperHub – Modern approach allows easy adaptation to individual shopping preferences.
ProfessionalAlliancePro – Helps companies build strong and credible partnerships.
дивитися найкращі серіали класика кінематографа онлайн
страхи онлайн документальне кіно онлайн безкоштовно
click for strategy ideas – Informative content, makes understanding business options easy.
secureshoppingcenter – Promotes safety and reliability, ideal for long-term shoppers.
ConnectWiseBiz – Smooth navigation, resources appear professional and credible.
sustainablebusinessnetwork – Clear and practical, strategies for eco-conscious partnerships are simple to use.
everydaybuyhub – Very practical, navigating the platform and completing purchases is easy.
trusted network portal – Platform is cleanly structured and offers reliable enterprise connection resources.
Обслуживание Медеуского района: Самал, Компот, Горный Гигант, Думан.Ремонт холодильников Наурызбайский район Ремонт холодильников Алматы
growth focus tools – Practical insights, helps maintain focus while progressing steadily.
MarketVisionPro – Informative and engaging, market ideas are simple to grasp and apply.
digital shopping hub – Fresh design improves the overall user experience and enjoyment.
Hello mates,
if you are searching for a reliable gaming platform,
I can suggest some amazing options.
These platforms have special rewards,
fast payouts, and endless entertainment.
Explore them: https://vavada-pl.store/uk/
Wishing you wins )
PlanSmartLab – Provides tools to define objectives clearly and build a practical strategy roadmap.
Strategic Partnership Lab – Offers clear steps to strengthen and maintain valuable business connections.
EnterpriseKnowledgeClick – Structured and clear, helps understand business frameworks effectively.
partnership planning click – Encouraging insights, strategies for alliances are easy to navigate.
StrategicBondInsights – Clear and reliable, information about strategic bonds is well-presented and professional.
CostWiseShop – Highlights savings while maintaining a smooth online shopping experience.
Ручка двери POZIS Компактный фармацевтический холодильник POZIS ХФ-140 объемом 140 литров. Идеальное решение для процедурных кабинетов и небольших аптечных пунктов. Микропроцессорный блок управления, стеклянная или металлическая дверь. В наличии на складе.
POZIS ХФ-250-2 купить
purchaseportal – User-friendly and efficient, shopping online is fast and stress-free.
BuySmartOnline – Smooth and straightforward shopping, everything is easy to find.
safetraderhub – Marketplace feels safe and structured, encouraging buyers to make confident purchases.
globalshoppingguide – Informative site, insights on international retail practices are straightforward and actionable.
insightful content – A pleasant way to stay mentally active.
international value hub – Efficient navigation and clear categories make buying smooth.
MomentumTips – Provides insights that inspire immediate action and real progress.
AllianceBuilderOnline – Encourages building lasting professional connections through collaborative efforts.
Ремонт надежной немецкой техники Kaiser. Замена электроники и нагревательных элементов.Ремонт стиральных машин Hoover Алматы Ремонт в Туздыбастау (Калинин). Профессиональное устранение любых поломок. Замена ТЭНов, насосов и замков.
Ремонт стиральных машин Айтей
ClickDecisionInsights – Easy-to-follow guidance that makes comparing choices simple.
Global Retail Insights – Provides a clear view of emerging trends and retail innovations worldwide.
Услуги профессиональной 3D-печати — это доступная альтернатива традиционному производству. Мы предлагаем по реализации проектов любой сложности. Наша команда используют точное оборудование, что дает возможность создавать детали с ювелирной точностью. Для печати подбираются инженерные пластики и композиты, что делает печать универсальной. Обращаясь к нам, вы получаете готовый продукт без лишних затрат. Закажите 3D-печать прямо сейчас, и мы реализуем проект любой сложности: https://dom-nam.ru/index.php/forum/drugie-postrojki-besedki-i-td/30033-nadezhnaya-kompaniya-po-3d-pechati-v-orenburge#56869. Наши клиенты получают изделия высокого качества в срок.
landing hub – Minimal clutter, intuitive layout, content is simple and clear
secure professional links – Advice feels actionable, networking for long-term relationships is easy.
PartnershipExpertOnline – Structured and insightful, provides guidance for professional collaborations.
bizlink – Very reliable, guides users effectively on forming professional relationships.
SmartDigitalGrowth – Guidance is easy to follow and helps create effective strategies.
worldwide partnership hub – Useful for connecting with international stakeholders and potential clients.
explore more – Fast-loading site, layout is logical, information comes across clearly
Дистрибьютор POZIS Электронный микропроцессорный контроллер. Визуальное отображение текущей температуры. Простота настройки, защита от случайного изменения параметров. Высокая надежность.
Полки для холодильника POZIS
skillgrowthresources – Practical and helpful, professional growth guidance is simple and clear.
trusted purchase hub – Appears dependable, makes me feel confident shopping here again.
SecureEshopNetwork – Interface clarity makes shopping efficient and reliable.
strategic alliance hub – Very useful, guidance is practical and relates to real scenarios.
ClickForOnlineDeals – Easy-to-use platform, content is reliable and navigation flows well.
bond research center – Provides straightforward tips and guidance for researching enterprise bonds online.
Opportunity Awareness – Helped expand my thinking around potential business ideas.
Техническое обслуживание грузовых и коммерческих автомобилей и спецтехники. Снабжение и поставки комплектующих для грузовых автомобилей, легкового коммерческого транспорта на бортовой платформе ВИС lada: https://ukinvest02.ru/
modern online store – Excellent flow, shopping online feels straightforward and easy.
trusted unity partners – Practical advice, content helps make strategy planning easier.
main hub – Light layout, organized sections, very easy to navigate
Онлайн курсы психологии https://ilmacademy.com.ua удобный формат обучения для тех, кто хочет освоить профессию психолога, получить практические навыки и пройти профессиональное обучение дистанционно. Курсы подойдут для начинающих и специалистов, ориентированных на практику.
Нужна тара? https://mkr-big-bag.ru Компания “МКР-Биг-Бэг” — производство и продажа биг-бэгов (МКР) оптом. Широкий ассортимент мягких контейнеров для сыпучих материалов. Индивидуальные заказы, доставка по России. Надежно, быстро, выгодно!
Белое SEO https://seomgroup.ru работает. Спустя год работ с уверенностью это говорю. Главное найти спецов, которые не обещают золотые горы за месяц. Нормальные результаты, это минимум 3-4 месяца работы. Зато теперь получаем стабильный органический трафик, не как с рекламы, где бюджет кончился и все.
Ремонт холодильников Samsung No Frost. Замена ТЭНа оттайки, ремонт инверторного компрессора, устранение ошибок 5E, RD.Ремонт холодильников LG Алматы Квалифицированный мастер в Райымбек. Ремонт систем No Frost и капельной оттайки. Мы восстанавливаем технику даже после сложных поломок. Звоните, поможем!
Ремонт холодильников Долан
valuehubguide – Very clear, shopping for bargains and deals is simple and enjoyable.
TopSavingsHub – Easy and organized, finding deals is quick and enjoyable.
ReliableBizNetwork – Smooth user experience, site feels credible for business communications.
explorebusinessopportunities – Insightful resources, finding business opportunities feels easy and practical here.
verifiedshopnetwork – Feels credible, ideal for users wanting safe and verified transactions.
insighthubonline – Helpful and practical, expert advice is structured clearly for fast understanding.
international shopping hub – Offers a wide selection, appealing to buyers from many countries.
Ремонт прямого привода Direct Drive. Устранение ошибок LE, OE, IE. Оригинальные запчасти LG.Ремонт стиральных машин Haier Алматы Ремонт в г. Есик. Замена подшипников, ТЭНа, насоса на дому. Квалифицированная помощь без необходимости везти технику в город.
Ремонт стиральных машин Байсерке
market trust network – Great examples, makes alliances easier to understand in practice.
TeamworkEnterprise – Clearly structured platform for encouraging professional collaboration at scale.
Комиссионный центр https://skypka.tv специализируется на скупке самой разной техники — от смартфонов и телевизоров до фотоаппаратов и игровой электроники, так что выгодно избавиться можно практически от любых лишних устройств.
Свежие новости https://arguments.kyiv.ua Украины и мира: события в Киеве и регионах, экономика, общество, происшествия, спорт, технологии и культура. Оперативная лента 24/7, аналитика, комментарии, фото и видео.
GlobalEnterpriseHub – Clear and practical advice for navigating international business relationships.
Новостной портал https://dailynews.kyiv.ua Украины с проверкой фактов: важные заявления, решения властей, бизнес и финансы, жизнь городов и областей, погода, транспорт, культура. Удобные рубрики и поиск, обновления каждый час, коротко и по делу.
Networking Trust Center – Content is clear and helps establish meaningful professional relationships.
explore here – Nice and lightweight experience, easy to spend time on
strategicalliancesinsights – Clear and practical, users can easily apply corporate alliance guidance.
business model hub – Clear layout and well-explained sections make business concepts approachable.
ValueShopHub – Highlights savings, ideal for shoppers looking for the best deals online.
smart shopping site – Excellent selection, discovering items online is stress-free.
SmartPurchaseHub – Smooth and user-friendly, buying products online is easy and secure.
AllianceInsightOnline – Practical advice, provides tools to create meaningful long-term collaborations.
new enterprise paths – Encourages exploring alternative routes for business development today.
trustedbondinsights – Offers reliable strategies for dealing with strategic bonds professionally.
marketleaderwisdom – Very practical, guidance from top leaders is actionable and understandable.
professional connections portal – Branding signals reliability and high-quality networking opportunities.
SustainedCorporateLinks – Emphasis on lasting relationships ensures networking efforts feel professional and dependable.
sonabet reviews
UrbanProductPortal – Very enjoyable, provides fast and clear product info.
engineered momentum – Concise and encouraging, linking proper traction to measurable outcomes.
business knowledge portal – Easy-to-follow structure allows for smooth learning of core concepts.
Consumer Buying Center – Simplifies online shopping with practical guidance and tips.
top resource – Fast response times, clear layout, very user-friendly experience
start exploring – Fast pages, smooth interface, content is easy to digest
partnershipinsights – Informative and easy to follow, teamwork guidance is clear and practical.
SmartCheckout – Easy to browse and buy, platform feels modern and organized.
career advancement tools – Helpful resource, learning here is simple and directly applicable.
ReliableCartCenter – Simple and clear, shopping online is quick and reliable.
quickstoreplatform – Fast and simple, ideal for startups aiming to sell online without delay.
strategic growth network – Offers tools and content aimed at long-term opportunity evaluation.
trustedshopguide – The site ensures a secure, simple, and hassle-free shopping experience.
globaldigitalshoppingmarket – Smooth interface, site offers a good overview of digital marketplaces worldwide.
trustedconnections – Informative and professional, the advice on building market trust is straightforward.
WorkplaceWisdomCenter – Platform presents advice and insights that professionals can use immediately.
ValueFinderNetwork – Helps shoppers discover cost-conscious options efficiently.
InsightHubClick – Clear guidance that helps me act on expert recommendations effectively.
constructive momentum – Concise and encouraging, linking intentional effort to measurable forward action.
]enterpriseconnect – Clear and well-organized, readers can understand alliance frameworks quickly.
official site – Pages loaded quickly and the interface was very straightforward
Quick Shop Platform – The experience is straightforward and saves time while exploring items.
future ready shop – Product selection is tidy and easy to scan through.
PracticalBizLearning – Engaging lessons, provides real-world skills that can be implemented immediately.
Женский портал https://elegantwoman.kyiv.ua о красоте, здоровье и стиле жизни: уход за кожей и волосами, мода, отношения, психология, карьера, дом и вдохновение. Полезные советы, подборки, рецепты и лайфхаки на каждый день. Читайте онлайн с телефона и компьютера.
Главные новости https://novosti24.kyiv.ua Украины сегодня — быстро и понятно. Репортажи из регионов, интервью, разборы, инфографика, фото/видео. Следите за темами, сохраняйте материалы и делитесь. Лента обновляется 24/7, чтобы вы были в курсе событий.
Всё для женщин https://glamour.kyiv.ua в одном месте: тренды моды и бьюти, здоровье, питание, спорт, семья, дети, отношения и саморазвитие. Статьи, чек-листы, идеи и обзоры, которые помогают принимать решения и чувствовать себя увереннее.
dependable shopping hub – Easy to navigate, purchasing products feels safe and straightforward.
virtual business academy – Emphasizes the flexibility of acquiring business skills via online platforms.
growthfocus – Practical advice for making your growth efforts more productive.
intellectual growth portal – Promotes thoughtful engagement with learning topics online.
smartdecisioncenter – Offers practical frameworks to make decision-making fast and effective.
LongTermConnectionsOnline – Structured and helpful, corporate networking is accessible and reliable.
EasyDigitalShopHub – Highlights simple, fast, and convenient digital retail experiences.
online portal – Fast-loading layout, readable pages, overall browsing is pleasant
sonabet live login
longtermallianceshub – Very helpful, strategic partnership strategies are easy to follow.
Ежедневные новости https://useti.org.ua Украины: политика и экономика, общество и медицина, образование, технологии, спорт и шоу-бизнес. Мы собираем информацию из надежных источников и объясняем контекст. Читайте онлайн с телефона и компьютера — удобно и бесплатно.
Все о событиях https://ua-vestnik.com в Украине и вокруг: оперативные сводки, расследования, мнения экспертов, рынки и курс валют, происшествия и полезные сервисы. Подборки по темам, теги, уведомления, фото и видео — актуально в любое время.
Портал для женщин https://woman24.kyiv.ua про жизнь без лишнего: красота, женское здоровье, питание, рецепты, уютный дом, финансы, работа и отдых. Практичные советы, честные обзоры и вдохновляющие истории.
Nice Simple Layout – Discovered this by chance and liked how clear everything looks
NextGen Digital Market – Helps discover products faster while streamlining purchases.
motivation engine – Creates a sense of drive that encourages immediate movement.
business alliance network – A practical place for exploring cooperative business models.
BudgetFriendlyCart – Designed to attract shoppers who prioritize value and savings.
scalinghub – Guidance for expanding operations using structured, actionable frameworks.
BudgetSmart – Well-organized listings and useful info make comparison simple.
smartpurchaseecosystem.click – Eco-friendly sounding platform, helps users make smarter purchase decisions efficiently.
commercialallianceszone – Smooth and clear, commercial alliances guidance feels secure and actionable.
CityLifeShopping – Urban theme is distinctive, encouraging exploration for metropolitan buyers.
ProEnterpriseGuide – Practical and clear, enterprise frameworks are simple to implement.
reliableonlinecommerce – Safe and reliable, buying products online feels simple and secure today.
click for professional relationships – Useful advice, guidance makes forming connections feel simple.
online access – Minimalistic feel, smooth browsing, content is clear and organized
моющее средство для пола концентрат Моющее средство эко – это выбор тех, кто заботится о будущем. Мы предлагаем решения для ежедневной уборки, которые не содержат агрессивных химикатов, фосфатов, хлора и других вредных веществ. Наши продукты эффективно справляются с загрязнениями различной сложности, оставляя после себя свежий и натуральный аромат. Используя моющее средство эко, вы делаете осознанный выбор в пользу здоровья и экологической безопасности.
BizBondPro – Helpful and reliable, guidance on team connections feels practical.
smarter strategies hub – Encourages finding more effective ways to handle tasks and challenges.
Reliable Corporate Hub – Offers advice to help maintain strong and trustworthy business connections.
enterprise cooperation site – Messaging emphasizes tackling real challenges in joint business efforts.
clean retail hub – Modern look and smooth navigation work well together.
ventureweb – Guides you through the essentials of professional network building.
explore now – Quick-loading pages, intuitive sections, overall experience feels smooth
tavro link – Rapid page loads with organized information and smooth browsing
new business angles – Messaging suggests uncovering alternative paths for entering or expanding markets.
Женский онлайн-журнал https://womanlife.kyiv.ua бьюти-гайды, мода, психология, отношения, материнство и забота о себе. Подборки товаров, инструкции, рецепты и идеи для дома. Читайте коротко или глубоко — удобная навигация и свежие материалы каждый день.
Медицинский портал https://medicalanswers.com.ua для пациентов: здоровье, диагностика, лечение, профилактика и образ жизни. Экспертные статьи, справочник симптомов, советы специалистов и актуальные медицинские новости. Достоверная информация в одном месте.
Новости Украины https://news24.in.ua 24/7: Киев и регионы, экономика, общество, безопасность, технологии, спорт и культура. Короткие сводки, подробные материалы, объяснения контекста, фото и видео. Читайте главное за день и следите за обновлениями в удобной ленте.
vyrxo hub – Pleasant visuals, content is clear, and overall experience is seamless
business growth maps – Very useful, frameworks are explained in a way that’s easy to apply.
longtermbizconnections – Helpful guidance, forming business relationships feels clear and manageable.
SmartCommerceNetwork – Buying ecosystem seems designed to improve decision-making for shoppers.
signal turns action online – Organized layout and readable typography make it user-friendly
https://sonabet.pro/
ко ланте Ко ланта
global collaboration guide – Easy-to-understand content, international partnerships explained simply.
handy page – Fast-loading pages, minimal clutter, information is straightforward
ValueBuyHub – Encourages shoppers to prioritize cost-effectiveness and quality.
GlobalRelationshipGuide – Professional and practical, forming international connections is straightforward.
Обучение Xrumer 23 strong телеграм Базы Xrumer 19
Explore Growth Ideas – The ideas shared here sparked fresh thinking and encouraged me to try new approaches at work.
deal-focused shopping site – Highlights affordability, ideal for cost-conscious consumers.
Современный женский https://storinka.com.ua портал: уход, макияж, тренировки, питание, стиль, любовь, семья и карьера. Экспертные советы, полезные подборки, идеи подарков и лайфхаки. Мы говорим простым языком о важном — заходите за вдохновением ежедневно.
Новостной портал https://ua-novosti.info Украины без лишнего: оперативная лента, репортажи из областей, интервью и разборы. Политика, финансы, социальные темы, медицина, образование, IT. Фото/видео, инфографика, уведомления и топ-материалы дня.
Актуальные новости https://uapress.kyiv.ua Украины и мира: события, заявления, решения, рынки, курсы, происшествия и жизнь регионов. Факты и проверенные источники, аналитика и комментарии. Удобные рубрики, поиск, теги и подборки — всё, чтобы быстро находить нужное.
trustgreenalliances – Clear tips for forming partnerships that are both sustainable and trustworthy.
концентрат моющее средство для моющих пылесосов Биоразлагаемые моющие средства – это инновационное решение для тех, кто стремится к экологически чистому образу жизни. Мы гордимся тем, что наши продукты разлагаются в естественных условиях в кратчайшие сроки, не нанося вреда окружающей среде. Мы используем только безопасные и эффективные ингредиенты, которые обеспечивают безупречную чистоту, заботясь о будущем нашей планеты.
кайт школа анапа кайт благовещенская
reliable shopping portal – Platform feels dependable, and payment steps are easy to follow.
Донат в игры Донат в FC Mobile (ранее FIFA Mobile) – популярная практика среди поклонников мобильной версии футбольного симулятора. Игроки используют донат для приобретения внутриигровых наборов с футболистами, улучшения характеристик команды и получения конкурентного преимущества в онлайн-матчах. Это ускоряет прогресс и позволяет создать более сильную команду, способную побеждать в турнирах.
online purchase simplified – Suggests the site reduces complexity and makes shopping enjoyable.
ClarityNavigator – Supports careful consideration and structured thinking in business evaluation.
zylor access – Smooth experience, content is readable, and sections are well organized
focusamplifiesgrowth info – Well-thought-out pages, readable text, and a smooth browsing experience
strategic ideas click – Content promotes logical thinking, new methods are easy to grasp.
ShopQuickly – Easy navigation and smooth checkout make shopping a breeze.
explore now – Smooth interface, minimal distractions, information is presented clearly
korixo platform – Easy-to-use design with well-arranged content
small business ecommerce site – User-friendly and practical, ideal for beginners in ecommerce.
ко ланте ко ланте
Главные события https://vesti.in.ua Украины — коротко и понятно. Мы собираем новости из Украины и мира, проверяем данные и даём ясные объяснения. Подборки по темам, новости городов, аналитика, мнения, видео. Обновления каждый час, удобно на смартфоне.
Всё о здоровье https://medfactor.com.ua на одном медицинском портале: болезни и их лечение, анализы, препараты, обследования и профилактика. Материалы подготовлены с опорой на клинические данные и врачебную практику. Читайте онлайн в любое время.
Онлайн-журнал https://love.zt.ua для женщин: мода, бьюти, психология, любовь, семья, дети, дом, карьера и финансы. Обзоры, лайфхаки, рецепты и инструкции — без «воды», с пользой. Удобные рубрики и свежие материалы ежедневно.
Unity Partnership Hub – Offers clear guidance for building lasting collaborations and effective teamwork.
StrategyToolkitPro – Helpful and well-laid-out, planning strategies is straightforward.
globalpartnershipinfrastructure – Very detailed, global partnership infrastructure is explained clearly and practically here.
professionaladvancementhub – Offers structured tools and guidance for achieving career growth efficiently.
гражданство румынии недорого
Minderjarigen mogen niet gokken. Speel verantwoordelijk. Als je een probleem hebt met gokken : gambleaware.org – Volg ons op Youtube Vraag nu een gratis offerte aan voor een tandheelkundig plan! Livespins is niet alleen een soort kansspel, maar vooral een nieuwe manier van online gokken. Een andere naam is ‘Bet with Streamers’. Niemand minder dan Evolution heeft het bedrijf overgenomen om ook… Race Track is een spel met virtuele weddenschappen van Evolution. Na de crash games met Stock Market Live, trekt de Evolution nu dus ook naar de wereld van virtuele paardenrennen. Opnieuw is het een… Mission Uncrossable is exclusief beschikbaar bij Roobet, een gerenommeerd online casino bekend om zijn innovatieve en eerlijke spelervaringen. Roobet biedt een gebruiksvriendelijke interface, snelle transacties en een breed scala aan andere casinospellen, waardoor het een uitstekende keuze is voor zowel nieuwe als ervaren spelers.
https://boatsignled.com/1win-casino-spel-review-waarom-nederlandse-spelers-van-dit-online-casino-houden/
Elvis Frog In Vegas Online Gokkast Spelen Gratis En Met Geld Of course, but past results don’t affect future results. Or you could just stick with us, you will be able to deposit using a variety of banking options not normally available to players in your region. The majority of the games available at CasinoMax are provided by RealTime Gaming which is a leading software company in the iGaming industry, you can get in touch with their helpful team 24 hours a day. Ken Anderson, top 10 slot online seven days a week. However, you can collect your reward or choose to spin in Jokerizer mode for a price of 20 coins per spin. Rivera verdronk tijdens een boottocht met haar vierjarige zoon Josey. Het jongetje werd, in zijn eentje, slapend op een boot aangetroffen door andere boottoeristen, waarna een grote zoekactie naar Rivera werd gestart. Vijf dagen na haar verdwijning werd zij levenloos gevonden bij Lake Piru in Californië.
EcommerceSafetyNet – Security-first branding encourages confidence for first-time shoppers.
база xrumer база xrumer телеграм
long-term enterprise guide – Focuses on mapping strategies that ensure business resilience over time.
smart shopping portal – Product discovery feels fast and well-organized.
official axivo – Simple layout, content is easy to follow, and pages load smoothly
explore growthflowswithclarity – Well-structured content, smooth browsing, and layout is intuitive
top resource – Easy-to-follow layout, fast-loading, information is relevant and clear
Нужен дизайн? дизайн интерьер москва создаем функциональные и стильные пространства для квартир, домов и офисов. Планировки, 3D-визуализации, подбор материалов и авторский надзор. Индивидуальный подход, реальные сроки и продуманные решения под ваш бюджет.
Решил сделать ремонт? дизайнерское агентство москва: квартиры, дома, апартаменты и офисы. Продуманные планировки, 3D-проекты, сопровождение ремонта и контроль реализации. Создаем интерьеры, отражающие ваш стиль и образ жизни.
Электронные компоненты https://zener.ru с прямыми поставками от производителей: микросхемы, пассивные элементы, разъёмы и модули. Гарантия оригинальности, стабильные сроки, выгодные цены и подбор под ТЗ. Поставки для производства, сервиса и разработки.
универсальное концентрированное моющее средство Концентрат моющее средство для моющих пылесосов – это специально разработанная формула, обеспечивающая максимальную эффективность при уборке с использованием моющих пылесосов. Наше средство не оставляет пены, не засоряет фильтры и обеспечивает глубокую очистку ковров и обивки мебели, возвращая им свежий и обновленный вид.
Ко ланта Ко ланта
value shopping hub – Emphasizes smart spending, seems ideal for bargain hunters.
Very good blog you have here but I was curious if you knew of any community forums that cover the same topics discussed here? I’d really love to be a part of group where I can get responses from other knowledgeable individuals that share the same interest. If you have any suggestions, please let me know. Thanks!
https://i-medic.com.ua/tykhyi-bunt-yak-zvukova-izolyatsiya.html
Business Networking Lab – Practical lessons on building trust and solid corporate relationships.
shop link – Checkout was fast and the delivery updates were very informative.
online shop hub – Well-structured navigation, and products appear authentic.
mexto homepage – Simple design with information that’s quick to locate
Обучение Xrumer 19 Обучение Xrumer 23 strong
TomorrowPlanningHub – Highlights planning techniques that help users anticipate the next steps effectively.
verifiedshoppinghub – Appears professional and safe, ideal for secure e-commerce experiences.
progressmovesforwardnow online – Pleasant structure, concise information, and everything works as expected
mavix shop – Fast-loading pages, organized content and navigation feels natural.
xavro – Quick visit but I liked how straightforward everything feels today
онлайн обучение диспетчера грузоперевозок в америке онлайн с нуля
xenvo.click – Simple and clear layout, content is easy to understand
https://sonabet.pro/
affordable deals hub – Appears targeted for savings, great for bargain-minded customers.
retail website – I liked how organized the products were, filters made selection fast.
QuickBrixel – Navigation seamless, layout neat, and pages open quickly.
Voryx Base – Pages responsive, layout minimalistic, and finding items simple.
explorefuturedirections – Inspiring content, learning about future directions feels engaging and useful today.
Decision-Making Insights – Simplifies complex choices and boosts confidence in the process.
кайт школа анапа кайт анапа
Донат в России Донат в игры – это практика добровольного внесения средств игроками для поддержки разработчиков и получения внутриигровых преимуществ. Эта система часто встречается в free-to-play играх, где базовый доступ предоставляется бесплатно, а дополнительные возможности и контент приобретаются за реальные деньги. Донат может быть представлен в виде покупки премиум-валюты, разблокировки персонажей, приобретения редких предметов или просто как способ выразить благодарность разработчикам.
Ulvaro Direct – Pages open fast, design simple and finding products effortless.
brand store – Just came across this store, prices are decent and checkout worked easily.
Kavion Path Market – Navigation easy, content well-structured and pages open quickly.
StrategicGrowthPortal – Focused on growth through deliberate, strategy-oriented learning techniques.
trustedbondexchange – Appears reliable, suitable for secure bond trading and investment.
PortalBond – Well-structured pages, intuitive to browse.
progressmoveswithfocus point – Layout is intuitive and the information is concise and easy to follow
go to site – Clean interface, organized content, browsing is smooth and simple
clyra info – Simple yet effective design, organized structure, and easy navigation
corporate trust hub – The focus on credibility feels appealing for businesses that value reliability.
brivox destination – Enjoyable stop, the site runs quickly and text is easy to read
product marketplace – Site feels secure, pages load instantly, and placing orders is simple.
Online Savings Guide – Practical strategies for efficient and informed online shopping.
Korivo Click – Navigation effortless, content loads fast and product info reliable.
retail page – Pages load smoothly, categories structured clearly, and browsing is stress-free.
Vixor Access – Layout simple, pages quick to load, and browsing overall felt enjoyable.
кайт школа анапа кайт школа анапа
Plivox Lane World – Interface clean, pages responsive and finding products effortless.
RixarFlow – Smooth browsing, responsive pages, and information easy to find.
navix online hub – Checkout seamless, no delays and pages responded perfectly.
AppliedStrategyNetwork – Supports action-oriented approaches for real-world problem solving.
обучение диспетчингу с нуля
XEvil 5.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha-2, ReCaptcha-3, Google captcha, Solve Media, BitcoinFaucet, Steam, +12k
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2Captcha, anti-captchas.com (antigate), RuCaptcha, death-by-captcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
businesslinksolutions – Strong focus on reliability and trust, ideal for fostering long-term business relationships.
directionanchorsprogress network – Logical flow, clear headings, and overall site experience feels smooth
useful page – Clean design, reliable links, easy to navigate from start to finish
business alliance portal – Suggests fostering strong partnerships across regions.
plexin spot – Well-laid-out content, minimal distractions, and smooth browsing experience
https://sonabet.pro/
online store – Ordered once and the experience was very satisfactory.
Женский портал https://replyua.net.ua про красоту и заботу о себе: уход, макияж, волосы, здоровье, питание, спорт, стиль и отношения. Практичные советы, чек-листы, подборки и вдохновляющие истории. Читайте онлайн и находите идеи на каждый день.
Онлайн-портал https://avian.org.ua для строительства и ремонта: от фундамента до отделки. Подбор материалов, пошаговые гайды, сравнение технологий, советы мастеров и актуальные цены. Полезно для застройщиков, подрядчиков и частных клиентов.
Строительный портал https://ateku.org.ua о ремонте и строительстве: технологии, материалы, сметы, проекты домов и квартир, инструкции и советы экспертов. Обзоры, калькуляторы, нормы и примеры работ — всё для частного и коммерческого строительства.
Zorivo Hub Click – Fast loading site, clear interface and navigation intuitive.
zylavo online – Layout simple, product pages clear and browsing straightforward.
Explore Smart Options – Well-structured guidance that highlights opportunities I previously overlooked.
QuickBond – Product descriptions complete, navigation intuitive, and choosing items quick.
Qulavo Flow Point – Pages responsive, interface minimal and user experience seamless.
Zylavo Online – Simple navigation, well-laid-out pages, and locating information was straightforward.
xavix source – Modern look, simple navigation, and content that’s easy to explore
SmartDailyPurchase – Easy and practical, completing online purchases is hassle-free.
skyiwredshjnhjgeleladu7m7mgpuxgsnfxzhncwtvmhr7l5bniutayd
click here – Fast access, clean design, information is presented clearly
directionpowersmovement spot – Clean look, readable text, and fast-loading pages enhance the experience
retail experience hub – Modern and intuitive, catering to present-day shopper expectations.
Строительный портал https://domtut.com.ua с практикой: проекты, чертежи, СНиП и ГОСТ, инструменты, ошибки и решения. Ремонт квартир, строительство домов, инженерные системы и благоустройство. Понятно, по делу и с примерами.
Украинские новости https://polonina.com.ua онлайн: всё важное о стране, регионах и мире — от экономики и инфраструктуры до культуры и спорта. Лента 24/7, материалы редакции, комментарии экспертов, фото и видео. Читайте, сохраняйте и делитесь — быстро и удобно.
shop website – Using it on my phone was effortless, categories are organized well.
Всё о строительстве https://hydromech.kiev.ua и ремонте в одном месте: материалы, технологии, дизайн, инженерия и безопасность. Экспертные статьи, инструкции, калькуляторы и кейсы. Помогаем планировать работы и экономить бюджет без потери качества.
tekvo spot – Intuitive layout, easy-to-follow content, and minimal distractions while browsing
PlavexNavigator – Pages load quickly, layout clean, and browsing is simple.
Xelarionix Home – Interface loads quickly, navigation simple and product info easy to understand.
xelario hub – Found this store by chance, looks trustworthy and site navigation is easy.
nolra central – Browsing seamless, interface organized and filters useful for shopping.
Market Leadership Academy – The insights shared helped me see opportunities I previously missed.
Xelra Point Shop – Fast site, navigation smooth and content easy to read and follow.
мод тикток на айфон Будущее Модов TikTok в 2025 Году В 2025 году ожидается дальнейшее развитие модов TikTok, с появлением новых функций и возможностей. Разработчики будут стремиться к улучшению безопасности и стабильности модов, а также к добавлению уникальных функций, которые сделают их еще более привлекательными для пользователей. Возможно, появятся моды TikTok с улучшенными алгоритмами рекомендаций, расширенными возможностями редактирования видео и интеграцией с другими социальными сетями.
Zaviro Point – Clear design, pages organized logically, and checkout process intuitive.
Портал для строителей https://inter-biz.com.ua и заказчиков: советы по ремонту, обзоры материалов, расчёты, сметы и технологии. Реальные кейсы, чек-листы и рекомендации специалистов для надежного результата на каждом этапе работ.
explore now – Smooth performance, fast pages, and content is concise and easy to read
Женский журнал https://asprofrutsc.org онлайн: тренды бьюти и моды, лайфхаки для дома, рецепты, материнство, карьера и финансы. Экспертные материалы, понятные инструкции и идеи, которые можно применить сразу. Обновления ежедневно, удобная навигация.
https://sonabet.pro/
Строительный портал https://prezent-house.com.ua строительство домов и зданий, ремонт квартир, инженерные системы и отделка. Пошаговые инструкции, обзоры материалов, расчёты и советы экспертов для частных и коммерческих проектов.
online purchase hub – Reflects contemporary buying habits in a streamlined and easy-to-use format.
actionpowersmovement platform – Smooth experience, minimal clutter, and information is easy to digest
marketplace – Their customer service response felt thoughtful and polite.
тикток версия мод 2025 скачать Перспективы в 2025 Году: Будущее Пользовательского Контроля в TikTok В 2025 году ожидается дальнейшее развитие модов TikTok и инструментов для их установки, таких как Scarlet. Разработчики будут стремиться к улучшению безопасности, стабильности и функциональности, предлагая пользователям еще больше возможностей для персонализации и контроля над своим контентом.
bs2bestat
axory page – Simple, clean design with organized information and smooth navigation
XEvil 5.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha v.3, Google, Solve Media, BitcoinFaucet, Steam, +12k
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captcha (antigate), RuCaptcha, death-by-captcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
olvra source – Quick visit, content is clear, structured, and dependable
QelaAccess – Pages opened fast, info was appropriate and clear.
Rixaro Direct – Fast loading site, clear layout and checkout process simple to follow.
zorivo main hub – Clicking through felt smooth, content clear and layout friendly.
ClickMorixo – Clean interface, well-organized layout, and finding products is effortless.
3 версия мода тик ток Поиск и Установка: Безопасность Прежде Всего Поиск модов TikTok – это, как правило, задача, требующая внимательности. Рекомендуется использовать проверенные источники, форумы и Telegram-каналы, где публикуются отзывы и рекомендации от других пользователей. Перед установкой обязательно убедитесь в безопасности загруженного файла, используя антивирусное программное обеспечение.
International Business Links – The platform supports global collaboration in a clear and logical way.
Портал для женщин https://angela.org.ua о современном лайфстайле: бьюти-рутины, мода, здоровье, правильное питание, отношения, работа и отдых. Полезные подборки, честные обзоры, истории и советы экспертов — заходите за вдохновением 24/7.
Портал для женщин https://beautyrecipes.kyiv.ua про гармонию и результат: здоровье, красота, стиль, саморазвитие, семья и отношения. Обзоры косметики и процедур, планы питания, тренировки, советы по дому и вдохновляющие истории. Всё в одном месте, 24/7.
Kryvox Click – Interface neat, navigation simple and product information well-organized.
Всё, что важно https://inclub.lg.ua женщине: здоровье и гормоны, питание и фитнес, стиль и гардероб, отношения и самооценка, уют и рецепты. Экспертные статьи, тесты и подборки. Сохраняйте любимое и делитесь — удобно на телефоне.
NevironLinker – Browsing intuitive, pages responsive, and site feels professional and secure.
top resource – Organized layout, intuitive pages, information is clear and concise
shopping platform – Modern layout, decent products, and smooth payment process.
ideasbecomeforward today – Pleasant layout, smooth browsing, and the overall structure is easy on the eyes
тикток мод на андроид бесплатно Преимущества и Особенности Модов TikTok Моды TikTok предоставляют пользователям большую гибкость и контроль над приложением. Например, можно загружать видео без ограничений, просматривать контент, который обычно недоступен в вашем регионе, и настраивать внешний вид приложения по своему вкусу. Разработчики модов постоянно обновляют свои версии, чтобы соответствовать последним изменениям в официальном приложении и добавлять новые функции. В 2025 году ожидается еще больше инноваций и улучшений в модах TikTok, чтобы удовлетворить потребности самых требовательных пользователей.
official olvix – Clear layout, readable content, and the site invites further exploration
DealExplorerOnline – Very clear and secure, browsing and buying deals is quick and easy.
blacksprut
nexlo store – User-friendly layout, ordering process simple and everything ran without issues.
shop website – Items are easy to see, and filtering options made shopping fast.
Pelix Point – Clean interface, information easy to find and checkout process simple.
Layer-2 adoption tracking improves best crypto signals for scaling solutions. Monitoring transaction volumes, user migration, and application deployment on rollups and sidechains identifies growth opportunities.
Video format targeting means users buy instagram reels likes for format-specific growth. Reels engagement signals help content compete in Instagram’s prioritized video ecosystem.
Feature limitations on best free hookup sites balance accessibility and monetization. Basic functionality remains free while premium features like unlimited messaging, advanced filters, or boosted visibility require paid upgrades.
Korla Direct – Navigation smooth, pages responsive and checkout steps simple to complete.
product site – Discovered the shop randomly and saved the link.
nolix page – Organized site where content is easy to follow and comprehend
Korva Website – Found this by accident, the layout is modern and pleasant to look at
PrixoSpot – Interface tidy, pages responsive, and buying items easy to complete.
Torix Express – Navigation easy, content well-presented, and purchasing steps uncomplicated.
check actioncreatesforwardpath – Easy-to-follow structure, readable information, and site feels professional
тик ток мод последняя версия 2025 Scarlet и TikTok Моды: Симбиоз Персонализации и Контроля Scarlet на iPhone представляет собой возможность устанавливать приложения, не проходя через официальный магазин App Store. В контексте TikTok, это означает, что пользователи могут устанавливать модифицированные версии приложения (моды), предлагающие расширенный функционал: загрузку видео без водяных знаков, доступ к региональному контенту, кастомизацию интерфейса и многое другое. Такой симбиоз позволяет пользователям создавать уникальный опыт использования TikTok, настроенный под их индивидуальные потребности.
Annual strategy updates ensure crypto trading signals 2026 remain relevant. Services adapting to Bitcoin halving aftermath, regulatory changes, and technological developments maintain effectiveness throughout evolving market conditions.
BondXpress – Smooth browsing, links work fine, and content appears accurate.
klyvo corner – Easy-to-follow design, readable text, and overall pleasant site flow
Platform changes happen constantly but one constant is that established accounts receive preferential treatment. When you buy twitter followers to accelerate your account’s establishment, you’re future-proofing against algorithm changes that tend to hurt smaller accounts disproportionately.
web store – Ordering was simple, and confirmation showed up almost instantly.
Zexaro Forge Store – Fast-loading interface, content clear and browsing straightforward.
Provider consistency builds trust over time. After testing many services, I’ve found that buy tiktok likes famoid.com delivers reliably month after month, which is essential for creators building long-term growth strategies rather than seeking one-time boosts.
Туристический портал https://atrium.if.ua о путешествиях: направления, отели, экскурсии и маршруты. Гайды по городам и странам, советы туристам, визы, билеты и сезонность. Планируйте поездки удобно и вдохновляйтесь идеями круглый год.
shopping site – The site is tidy, product details make sense, and pictures reflect the items well.
Zarix Point – Layout clean, pages responsive and checkout process easy to complete.
XEvil 5.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha v.3, Google captcha, SolveMedia, BitcoinFaucet, Steam, +12000
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captchas.com (antigate), RuCaptcha, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
online access – Fast-loading, uncluttered layout, very easy to find information
BizConnectionsPro – Very structured, helps understand international business dynamics quickly.
explore focusdrivesmovement – Fast-loading pages, organized sections, and simple navigation throughout
sonabet live
HoldEase – Quick loading, layout looks neat, and products are easy to browse.
EasyClickRixva – Professional look, smooth navigation, and finding products is fast and simple.
BusinessRelationsHub – Very informative, navigating partnerships feels practical and straightforward.
XaneroLink – Images sharp, pages load quickly, and navigation felt natural.
Maverounity online platform – A clean look paired with a trustworthy overall feel.
qavon link – Clean, contemporary design with easily digestible information
zaviroplex hub – Link opened smoothly, destination matched expectations perfectly.
Zavirobase Hub Shop – Interface clear, pages load quickly and moving through products is easy.
Kryvox Bonding web experience – Easy navigation, organized content, and the site gives a dependable impression.
Morixo Trustee web page – Layout is simple, navigation is smooth, and information is presented clearly.
kryvox store – The checkout felt safe and the confirmation email came right away.
Nolaro Trustee info – Simple design, concise explanations, and the site feels trustworthy.
Qelaro Bonding portal – Professional appearance, concise information, and pages load quickly.
Kryxo World Shop – Interface clean, pages responsive and product descriptions easy to follow.
trusted link – Minimalist design with reliable navigation, everything functions well
BondYavon – Very responsive site, content easy to access, and browsing is smooth.
focusbuildsenergy point – Simple interface, readable pages, and content is immediately understandable
LongTermGrowthGuide – Informative and actionable, spotting long-term opportunities is easy.
Zavix Base – Smooth navigation, pages load fast, and product descriptions accurate and clear.
redirect portal – No problems, pages opened as expected and all elements visible.
Ravion Bonded main site – Clear content and consistent improvements give a professional feel.
Nixaro Market – Fast site, layout intuitive and product details easy to find.
Kryvox Capital web portal – Well-structured pages, clear instructions, and the interface feels dependable.
sales site – Straightforward design makes it easy to find and choose products.
UlvionSpot – Layout clear, pages responsive, and browsing was intuitive.
Explore Nolaro Trustee – Clean sections, trust signals are visible, and overall interface is user-friendly.
Naviro Bonding info site – Clear structure, concise pages, and navigation feels natural.
Qelaro Capital info – Well-organized sections, readable content, and navigation is straightforward.
Zavro World – Site loads fast, content clear and overall experience reliable.
landing hub – Minimalist feel, quick navigation, everything works as expected
QuickBond – Smooth site flow, visuals accurate, and product descriptions are clear.
ravixo destination – Impressive speed, structured pages, and text that’s practical and readable
Женский медиа-портал https://abuki.info про вдохновение и практику: тренды красоты, идеи образов, забота о теле, эмоциональное равновесие, материнство и быт. Подборки, гайды и понятные советы, которые легко применять каждый день.
Всё о строительстве https://buildportal.kyiv.ua и ремонте: от проектирования и фундамента до чистовой отделки. Статьи, гайды, калькуляторы и кейсы. Полезно для застройщиков, мастеров, дизайнеров и тех, кто строит для себя.
Туристический портал https://feokurort.com.ua с идеями и практикой: страны и города, пляжи и горы, активный отдых и экскурсии. Советы по перелётам, жилью и безопасности, лучшие сезоны и лайфхаки для путешествий.
signalguidesgrowth access – Clean design, simple menus, and pages load without confusion
sonabet vip login
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha-3, Google captcha, SolveMedia, BitcoinFaucet, Steam, +12k
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2Captcha, anti-captcha (antigate), rucaptcha.com, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
InnovationStream – Easy-to-follow content, innovations are presented in an engaging way.
BrixelDirect – Minimal design, pages responsive, and finding information was effortless.
resource hub – Clean design, content is easy to understand, and structure feels strong.
Vixaro Online Store – Pages load fast, product info clear and buying steps easy to follow.
Cavix official page – Navigation is easy to follow, and the intent is clearly stated.
shop website – Reasonable shipping options, and delivery timelines were accurate.
Learn more at Kryvox Trust – Smooth interface, clear layout, and essential details are easy to access.
Pelixo Bond Group digital site – Clear hierarchy, readable pages, and the experience feels polished.
InnovativeGrowthIdeas – Practical guidance, understanding growth strategies feels simple and intuitive.
Qelaro Trustline hub – Fast pages, clear headings, and content is presented logically.
Naviro Capital official page – User-friendly layout, clear presentation, and fast page performance.
Онлайн авто портал https://necin.com.ua о новых и подержанных автомобилях: каталоги моделей, рейтинги, отзывы владельцев и экспертные обзоры. Новости рынка, технологии, электромобили и полезные сервисы для выбора авто.
Мужской портал https://realman.com.ua про жизнь и эффективность: здоровье, сила и выносливость, карьера, инвестиции, стиль и отношения. Экспертные материалы, обзоры и чек-листы. Читайте онлайн и применяйте на практике.
Авто портал https://bestsport.com.ua для водителей и автолюбителей: обзоры и тест-драйвы, сравнение моделей, характеристики, цены и новости автопрома. Советы по покупке, эксплуатации и обслуживанию автомобилей. Всё об авто — удобно и понятно.
RouteHub – Click went through smoothly, site looked professional and trustworthy.
Velixonode Online – Fast loading pages, content clear and site navigation easy to follow.
trusted resource – Content is neatly arranged, easy to follow and informative
ClickXpress – Navigation intuitive, pages fast, and finding products is easy.
signalactivatesgrowth network – Well-organized content and navigation feels effortless today
web hub – Security details were clear, making me feel safe navigating the site.
bryxo page – Easy to get around, and the material feels trustworthy
Naviro Trustee digital presence – The overall structure makes the site feel credible and easy to use.
shopping platform – The site opened quickly and functioned as it should.
QulixLinker – Pages load quickly, content clear, and navigating the site is straightforward.
Pelixo Capital digital site – Readable layout, professional look, and sections are easy to navigate.
https bs2web store
DigitalShopPro – Seamless experience, navigating the platform is intuitive and user-friendly.
Mavero Capital landing page – Impressive design, brief explanations, and navigating the platform is easy.
Всё о туризме https://hotel-atlantika.com.ua и отдыхе в одном месте: направления, визы, транспорт, отели и развлечения. Путеводители, маршруты, обзоры и советы опытных путешественников. Удобно планировать поездки онлайн.
Онлайн-портал https://deluxtour.com.ua для путешественников: куда поехать, что посмотреть, где остановиться и как сэкономить. Маршруты, подборки, отзывы, карты и полезные сервисы. Актуальная информация для самостоятельных поездок и отдыха.
Qorivo Bonding Online – Well-structured pages, concise text, and the site feels intuitive.
фриланс Удаленная работа без опыта – это отличная возможность для начинающих специалистов. Многие компании готовы обучать и предоставлять стажировки без опыта работы. Главное – наличие базовых знаний и готовность к обучению.
Портал для строителей https://rvps.kiev.ua и заказчиков: ремонт, строительство, сметы и проекты. Обзоры материалов, расчёты, чек-листы и советы специалистов, которые помогают планировать работы и экономить бюджет.
BondXevra – Site is user-friendly, design is clear, and I found everything effortlessly.
Neviror Trust digital hub – Simple layout, content is trustworthy, and navigating feels natural.
sonabet.pro
directionunlocksgrowth hub – Minimalistic interface, organized content, and everything loads efficiently
фриланс работа Удаленная работа – это не просто альтернатива традиционному офисному режиму, а целая философия гибкости, свободы и самореализации. Она позволяет создавать свой собственный ритм жизни, где работа становится не тяжким бременем, а органичной частью повседневности. Это возможность балансировать между профессиональными амбициями и личными увлечениями, не жертвуя ни тем, ни другим. Работая удаленно, вы становитесь хозяином своего времени и пространства, строя карьеру по собственным правилам. Удаленная работа ВКонтакте – это территория возможностей для тех, кто умеет разговаривать с аудиторией на языке социальных сетей. Здесь востребованы креативные SMM-щики, талантливые копирайтеры, внимательные модераторы и целеустремленные таргетологи. ВКонтакте – это платформа, где можно не только реализовать свой творческий потенциал, но и построить успешную карьеру в сфере digital-маркетинга, общаясь с миллионами пользователей и продвигая любимые бренды. Вакансии удаленной работы – это бескрайний океан предложений, в котором легко заблудиться. Чтобы не утонуть в этом море информации, важно четко определить свои цели, навыки и предпочтения. Ищите вакансии, соответствующие вашим интересам и компетенциям, и не бойтесь пробовать новое. Помните, что удаленная работа – это не только свобода, но и ответственность, поэтому будьте готовы к самодисциплине и постоянному самосовершенствованию.
web hub – Content is straightforward, design uncluttered, navigation is smooth.
marketplace – Items are easy to navigate, and filters helped me narrow options efficiently.
Ремонт помещений https://sinega.com.ua зданий и квартир: косметический и капитальный ремонт под ключ. Выравнивание стен, отделка, замена коммуникаций, дизайн-решения и контроль качества. Работаем по смете, в срок и с гарантией.
trusted resource – Clear design, pages respond quickly, content is informative
Портал для туристов https://inhotel.com.ua и путешественников: гайды по странам, маршруты, достопримечательности и события. Практичные советы, карты, подборки и идеи для отпуска, выходных и активных путешествий.
Строительный портал https://techproduct.com.ua для практики и идей: технологии, материалы, инструменты, сметы и проекты. Разбираем ошибки, делимся решениями и помогаем выбрать оптимальные варианты для строительства и ремонта.
Pelixo Trust Group online – Strong clarity, organized sections, and finding information is straightforward.
Mivon online hub – The site presents information in a clear and honest way.
plixo portal – Layout clear, product pages simple and completing orders was effortless.
QoriExpress – Navigation easy, content structured well, and site loads quickly without delays.
Qorivo Holdings Web – Clear sections, concise information, and navigation works smoothly.
Visit Torivo Union – Interesting setup, gives confidence for long-range development plans.
XEvil 5.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha-2, ReCaptcha-3, Google, Solve Media, BitcoinFaucet, Steam, +12000
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captchas.com (antigate), RuCaptcha, death-by-captcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
удаленная работа Удаленная работа на дому – это комфорт в приоритете. Здесь важна самодисциплина, обустройство эргономичного рабочего места и умение отключаться от бытовых забот. Этот формат идеально подходит для тех, кому важна тишина и возможность работать в привычной обстановке.
UlviroBondGroup Site – Came across it today, content feels genuine and well-organized.
Neviro Union web page – Easy-to-read sections, organized information, and navigation feels seamless.
http bsme
TrustedBuyCenter – Smooth and secure, purchasing online is simple and stress-free.
работа хостес фото Работа хостес в Южной Корее привлекает девушек со всего мира своей кажущейся легкостью и возможностью быстро заработать. Однако, перед тем как принять решение, необходимо изучить рынок труда, ознакомиться с отзывами тех, кто уже работал в этой сфере, и оценить свои возможности и готовность к трудностям.
cavix destination – Enjoyable stop, the layout is neat and the information is clear
progressmovesintelligently online – Minimalist style, quick browsing, and content is easy to find
TomorrowVisionPro – Clear and practical content, exploring future opportunities is simple and effective.
digital platform – Fast pages, readable text, and the overall design is professional and clean.
shopping site – Checkout steps were clear, and I didn’t encounter any annoying popups.
Ландшафтный дизайн https://kinoranok.org.ua ремонт и строительство под ключ: проектирование участков, благоустройство, озеленение, дорожки, освещение и малые архитектурные формы. Комплексные роботы для частных и коммерческих объектов с гарантией качества.
Авто портал https://autoblog.kyiv.ua о машинах и технологиях: обзоры, характеристики, цены, тюнинг и обслуживание. Помогаем выбрать автомобиль под бюджет и задачи, следить за новинками и принимать взвешенные решения.
Новинки технологий https://axioma-techno.com.ua искусственный интеллект, гаджеты, смартфоны, IT-решения и цифровые сервисы. Обзоры, сравнения, тренды и объяснения простым языком. Узнавайте первыми о технологиях, которые меняют бизнес и повседневную жизнь.
brixo web center – Fast-loading site, clear product info and checkout straightforward.
работа на удаленке Вакансии удаленной работы – это калейдоскоп возможностей, требующий внимательного анализа. От junior-позиций до руководящих ролей, от IT-разработки до креативного дизайна – разнообразие предложений поражает. Важно изучать требования, условия, зарплатные ожидания и, конечно, репутацию работодателя.
It’s remarkable in support of me to have a web page, which is helpful in favor of my know-how. thanks admin
igrice za decake besplatno
Qelix official page – The site feels approachable and easy to navigate, with clear information.
удаленная работа отзывы Удаленная работа – это символ новой эпохи, где географические границы становятся лишь формальностью. Это возможность создавать карьеру, не покидая уюта своего дома, или исследовать мир, зарабатывая на жизнь в любом уголке планеты. Она открывает двери к гибкости, автономности и балансу между личной жизнью и профессиональными амбициями. Это не просто работа, это стиль жизни, ориентированный на эффективность и самореализацию.
Visit Qorivo Trustline – Professional design, well-structured pages, and information is clear.
TrivoxBonding Resource – Came across it in research, layout and wording feel professional.
ToriVoExpress – Pages load quickly, navigation simple, and product information clear and trustworthy.
Nixaro Holdings digital hub – Straightforward interface, reliable information, and browsing feels natural.
actiondrivesdirection hub – Simple interface, content is organized, and browsing is effortless
ExpandKnowledgeNow – Practical guidance, learning new concepts feels smooth and structured.
shop link – Everything feels above board with transparent policies.
network page – Clean interface, content is clear, and browsing feels intuitive.
работа хостес в корее ВКонтакте, крупнейшая социальная сеть в России, также предоставляет множество возможностей для удаленной работы. SMM-специалисты, контент-менеджеры, таргетологи, модераторы – это лишь некоторые из востребованных профессий, которые позволяют зарабатывать, не выходя из дома. Удаленная работа в ВК – это отличный вариант для тех, кто хочет быть в тренде, работать с интересными проектами и общаться с единомышленниками.
blsp at клады рядом
kavion hub – Layout intuitive, policies visible and overall experience felt safe.
sonabet net
Автомобильный портал https://livecage.com.ua тест-драйвы, сравнения, комплектации, безопасность и экономичность. Актуальные новости, советы по ремонту и обслуживанию, рекомендации для начинающих и опытных водителей.
Топовый стор купить фармленные аккаунты приветствует вебмастеров в своем ассортименте аккаунтов Facebook. Если вам нужно купить аккаунт Facebook для рекламы, обычно задача не в «одном логине», а в качестве фарма: стабильный запуск, наличие пройденного ЗРД в Ads Manager и правильно созданные ФП. Мы подготовили понятную навигацию, чтобы вы без лишних вопросов понимали что подойдет под ваши офферы перед заказом.Что внутри: порядок захода по куки. Ключевая идея: аккаунт — это инструмент. Дальше решает схема залива: как вяжется карта, как шерите пиксели аккуратно, как реагируете на полиси и как масштабируете адсеты. Особенность нашего сервиса — это наличие эксклюзивной базы знаний по FB, в которой опубликованы рабочие мануалы по разбану кабинетов. Команда поможем, как без лишних рисков запустить первый адсет, чтобы не словили Risk Payment а также продлили жизнь аккаунтам . Заходите в наше комьюнити, читайте практичные материалы по FB, упрощайте работу с Meta и в итоге масштабируйтесь с помощью нашего сервиса прямо сейчас. Важно: действуйте в рамках закона и всегда с учетом правил Meta.
https://sonabet.pro/
работа онлайн вк Удаленная работа – это не просто альтернатива традиционному офисному режиму, а целая философия гибкости, свободы и самореализации. Она позволяет создавать свой собственный ритм жизни, где работа становится не тяжким бременем, а органичной частью повседневности. Это возможность балансировать между профессиональными амбициями и личными увлечениями, не жертвуя ни тем, ни другим. Работая удаленно, вы становитесь хозяином своего времени и пространства, строя карьеру по собственным правилам. Удаленная работа ВКонтакте – это территория возможностей для тех, кто умеет разговаривать с аудиторией на языке социальных сетей. Здесь востребованы креативные SMM-щики, талантливые копирайтеры, внимательные модераторы и целеустремленные таргетологи. ВКонтакте – это платформа, где можно не только реализовать свой творческий потенциал, но и построить успешную карьеру в сфере digital-маркетинга, общаясь с миллионами пользователей и продвигая любимые бренды. Вакансии удаленной работы – это бескрайний океан предложений, в котором легко заблудиться. Чтобы не утонуть в этом море информации, важно четко определить свои цели, навыки и предпочтения. Ищите вакансии, соответствующие вашим интересам и компетенциям, и не бойтесь пробовать новое. Помните, что удаленная работа – это не только свобода, но и ответственность, поэтому будьте готовы к самодисциплине и постоянному самосовершенствованию.
Check Qulavo Bonding – Simple interface, readable details, and navigation is smooth overall.
zalvo access – Structured site, content is easy to find, and navigation feels fast
Xaliro Drive web experience – The site runs reliably, with fast loading and consistent performance.
TrivoxCapital Online – Nice layout overall, details are easy to find and feel credible.
Nixaro Partners landing page – Professional feel, clear headings, and browsing is intuitive.
Ulxra Direct – Well-organized layout, pages loaded quickly, and the shopping experience was hassle-free.
правда о работе хостес Работа для девушек в Южной Корее – это обширная область, предлагающая разнообразные возможности, но работа хостес, безусловно, остается на пике популярности благодаря высокому уровню оплаты. Однако, помните про легальность трудоустройства.
signalcreatesflow today – Minimal distractions and clear presentation make the site enjoyable
XEvil 5.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha-2, ReCaptcha-3, Google, SolveMedia, BitcoinFaucet, Steam, +12k
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2Captcha, anti-captchas.com (antigate), rucaptcha.com, death-by-captcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
Всё про автомобили https://sedan.kyiv.ua в одном портале: каталог авто, обзоры и рейтинги, новости автопрома и советы экспертов. Покупка, эксплуатация, сервис и тренды — полезная информация для каждого водителя.
QuickDecisionHub – Tips are concise, allowing users to make informed choices quickly.
retail website – The site felt snappy, even when switching between multiple pages.
link portal – Seamless navigation, page loaded instantly, content was accurate.
ZexaroDirect – Fast page loads, minimal design works well, and product info is accurate.
main portal – Loads without delay and feels simple to navigate
Explore Plavex Capital – Easy-to-read information, quick loading pages, and interface feels straightforward.
Explore Qulavo Capital – Clean design, clear sections, and overall experience is intuitive.
https bs2best at
Ulvix homepage – Clean design and clear information help users find what they need quickly.
UlviroCapitalGroup Access – Clean pages, clear content and structure that’s simple to follow.
TrivoxTrustline Portal – I like how transparent it is, most uncertainties are addressed.
Nixaro Trustline digital site – Well-structured pages, professional design, and content is accessible and clear.
ClickKori – Site organized, browsing fast, and checkout steps easy to follow.
focusanchorsmovement online – Neat interface, sections are well defined, and content is easy to digest
this online shop – I appreciated how straightforward the product descriptions were.
visit zavik – Clear layout, organized content, and smooth browsing throughout
blsp ap
QuickHolding – Layout feels clean, pages open smoothly, and content is easy to digest.
xeviro hub – Site feels reliable, branding is clear and content well-organized.
Plavex Holdings official site – Clear sections, structured content, and overall experience feels professional.
Main platform link – Content quality is solid, with a layout that makes sense.
TrustedBuyOnline – Well-structured site, finding and purchasing products is safe and simple.
Qulavo Capital Business – Logical structure, fast-loading content, and the interface feels reliable.
pelvo source – Easy-to-read pages, tidy structure, and smooth browsing experience
UlvaroBondGroup Project – Came across this site, layout is basic and the messaging is direct.
UlviroTrust Main Site – Polished design, content is clear and calm, promoting confidence.
Brixel Bond Group website – Clear messaging and polished visuals enhance overall confidence.
https bs2web store
main hub – Lightweight interface, clear information, enjoyable to explore
Learn about Nolaro Capital – Professional layout, clear sections, and information is simple to follow.
shopping platform – Saved it to bookmarks for possible future orders.
signalcreatesmomentum guide – Design is clean, pages are simple, and reading is effortless
ClickEaseNixaro – Navigation simple, content readable, and overall site feels well-organized.
click portal – Layout simple and uncluttered, readability is excellent.
Plavex Trust Group site – Professional design, easy navigation, and content is straightforward.
PartnershipNavigator – Clear and trustworthy, frameworks help businesses plan partnerships effectively.
Quvexa Capital Hub – Clear headings, content is easy to understand, and browsing is intuitive.
XEvil 5.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha-3, Google captcha, SolveMedia, BitcoinFaucet, Steam, +12000
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captchas.com (antigate), RuCaptcha, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
Direct trust website – Navigation remains clear, even when browsing multiple sections.
FutureSuccessPath – Step-by-step instructions, strategies are easy to understand and apply.
UlvaroBonding Website – Everything seems up to date, pages are quick and content is readable.
VelixoCapital Project – Came across this, site feels refined and content is straightforward and readable.
Learn more at Brixel Capital – Each page reflects clarity, confidence, and cohesive branding.
blacksprut
online portal – Pages opened instantly, design was neat and practical
check morix – Comfortable browsing experience with clear text and smooth page flow
Nolaro Holdings main page – Professional design, easy-to-read content, and everything is straightforward.
brand store – Everything was smooth, and I’ll tell friends about it.
Строительный портал https://garant-jitlo.com.ua современные технологии, нормы и стандарты, выбор материалов, инженерия и безопасность. Экспертные рекомендации, инструкции и реальные примеры работ — понятно и по делу.
Компания BritishSchool https://britishschool.kiev.ua профессиональные тренинги, семинары и курсы для детей и взрослых. Обучение с опытными преподавателями, современные методики, практические навыки и уверенный результат. Онлайн и офлайн форматы.
Портал о строительстве https://repair-house.kiev.ua и ремонте без лишней теории: практические советы, обзоры материалов, расчёты, инструменты и этапы работ. Помогаем планировать проекты, контролировать качество и экономить бюджет.
travik source – Smooth layout, organized sections, and readable content throughout
click site hub – Page responded instantly, layout clean and information clear.
Learn about Plivox Bonding – Clean sections, concise details, and browsing feels effortless.
Ulviro Direct – Layout organized, site responsive, and browsing experience enjoyable overall.
UlvaroCapital Portal – Simple and clear overview, avoids unnecessary technical language.
m bs2web at
VelixoHoldings Site – Fast-loading pages, intuitive navigation and details feel open and transparent.
Check This Page – Came across this unexpectedly, the design is easy to follow
ShoppingDealsPro – Practical and smooth, finding discounts online feels effortless.
Проблемы с алкоголем? быстрый анонимный вывод из запоя на дому помощь врача, детоксикация, стабилизация состояния и наблюдение. Конфиденциально, без постановки на учет, с учетом возраста и сопутствующих заболеваний.
Подборка лучших МФО на https://mikrozaym365.ru оформите микрозайм онлайн на карту за 5 минут. Первый займ под 0% для новых клиентов. Без отказов и проверок. Мгновенное одобрение, перевод на любую карту. Получите деньги сегодня!
Discover bonding info – Content layout feels logical and easy to digest.
Ищешь казино? рейтинг лучших онлайн казино лицензия, бонусы, выплаты, игры и отзывы игроков. Сравниваем условия, безопасность и удобство, чтобы помочь выбрать надежное казино для игры онлайн.
portal click – Fast loading, destination clear, experience straightforward.
Plivox Capital platform – Smooth layout, readable text, and site feels trustworthy.
quorly corner – Efficient browsing with clear, relevant information for visitors
NolaroPoint – Pages load fast, navigation effortless, and product content well-presented.
Ulvion Bond Group – Website gives a trustworthy impression, visuals are consistent and the tone feels professional.
xelio source – Quick response, clean layout, and visitors can find info easily
handy page – Lightweight pages, clear navigation, very straightforward experience
Страдаете от алкоголизма? вывод из запоя нарколог на дом цена анонимная медицинская помощь с выездом врача. Осмотр, капельницы, контроль состояния и поддержка пациента в комфортных условиях. Работаем круглосуточно, строго по медицинским показаниям.
Мучает алкоголизм? вывод из запоя на дому недорого помощь при алкогольной интоксикации и длительном употреблении. Капельницы, поддержка организма, контроль давления и пульса. Конфиденциально и профессионально.
Оптовый маркет открыть витрину предоставляет возможность купить учетки для рекламы. Когда вы планируете купить Facebook-аккаунты, обычно задача не в «просто доступе», а в управляемости: ровная работа, понятные роли внутри команды и ясные доступы. Мы собрали понятную навигацию, чтобы вы без лишних вопросов понимали что сравнивать перед заказом.Навигация по теме: чек-лист проверки. Ключевая идея: покупка — это только вход. Дальше решает порядок: кто имеет доступ, как вы ведете кампании аккуратно, как документируете действия и как отделяете тесты от масштабирования. Особенность нашего сервиса — заключается в наличие масштабной библиотеки, в которой опубликованы свежие чек-листы по аналитике и запуску. Мы подскажем, каким образом без лишних рисков разделить роли, чтобы старт был предсказуемым и всё было в рамках правил платформ . Оформляя у нас, вы получаете не просто комплект, но и всестороннюю консультацию, ясное описание, страховку на вход плюс максимально низкие цены на рынке. Дисклеймер: действуйте в рамках закона и всегда с учетом правил сервисов.
Velixo Trust Group – Layout is clean, explanations are simple and easy to grasp.
globalbusinessunity – Informative insights, global business unity strategies are clear and useful here.
айфон в режиме пропажи мошенники Когда iPhone подвергается воздействию влаги, важно оперативно обратиться в сервисный центр. Промедление может привести к серьезным повреждениям внутренних компонентов, требующим дорогостоящего ремонта. Диагностика и чистка после воды позволяют свести риски к минимуму и сохранить функциональность устройства.
ИНН: 245729251161 публичная оферта индивидуальный предприниматель Муравьев Александр Викторович публичная оферта
PremiumShopGuide – Easy to browse, checkout is seamless and products are clearly listed.
Plivox Holdings official portal – Professional design, well-organized pages, and content is easy to digest.
XEvil 5.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha-2, ReCaptcha v.3, Google, Solve Media, BitcoinFaucet, Steam, +12000
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2Captcha, anti-captchas.com (antigate), RuCaptcha, death-by-captcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
парк отель все включено в подмосковье Подмосковье, расшитое изумрудными лесами и зеркальными гладями озер, стало колыбелью для глэмпинга. Здесь рождаются уникальные пространства, где элегантные шатры соседствуют с уютными домиками, а панорамные окна открывают виды, достойные кисти самого искусного художника. Каждый глэмпинг – это своя философия, своя атмосфера, свое неповторимое очарование.
Capital platform link – Gives a professional vibe, planning to examine details later on.
xelariounion info – Looks like a platform with potential that’s worth checking out.
MorvaHub – Design neat, navigation simple, and content trustworthy throughout.
Здравствуйте дорогие друзья! Рассмотрим, что работало ранее — вибрации пола. Суть в том, что днище — передаёт всё от дороги. Не хочешь заморачиваться — вот проверенный сервис: https://shumoizolyaciya-avtomobilej.ru. Лично я убеждаюсь: после обработки днища — разница колоссальная. Допустим асфальт шершавый — шум минимальный. Основные этапы: разобрать салон, демпфер везде, сверху — акустический слой. Резюмируем: это работает против дорожного шума.
Здравствуйте дорогие друзья! Сегодня затронем тему — выбор покрытия для плоской крыши. Нужна профессиональная работа — обратись: монтаж мембранной кровли. Дело в том, что: рубероид служит 5-7 лет. Как правило, ПВХ мембрана — выдерживают перепады температур. Например постоянные морозы-оттепели — так вот мембрана не теряет свойств. Основные этапы: профессиональный монтаж. Что в итоге: экономия в перспективе.
Лучшие книги от knizhka-malishka.ru – откройте для своего малыша мир увлекательных сказок и ярких историй! Здесь собраны лучшие издания для детей разного возраста, которые подарят радость чтения всей семье. Читайте книги онлайн удобно и выгодно!
UlvionCapital Info – Quick navigation, well-organized details make understanding effortless.
Letar du efter ett casino? https://casino-utan-omsattningskrav.se Rattvisa bonusar, licens, snabba utbetalningar och transparenta villkor. Vi jamfor palitlighet, spel och betalningsmetoder for att hjalpa dig valja en saker plattform.
check quvix – Well-organized pages, intuitive navigation, very user-friendly
CPA сеть iGaming CPA сеть гемблинг – это высококонкурентная среда, требующая от вебмастеров постоянной адаптации к меняющимся трендам и алгоритмам. Оптимизация рекламных кампаний, использование актуальных креативов и построение долгосрочных отношений с менеджерами CPA сети – ключевые факторы успеха в гемблинг-вертикали. Важно помнить, что честность и прозрачность являются основой успешного сотрудничества с CPA сетью.
mivox spot – Minimalist pages with clear text make exploring effortless
VexaroCapital Overview – Clean and trustworthy layout, concise content that gives instant confidence.
Zin in een casino? https://online-casinos-ideal.com Populaire gokkasten, roulette, blackjack en live dealers. Bonussen, toernooien, promoties en snelle uitbetalingen. Speel vanaf je telefoon of pc – altijd en overal.
MarketIdeasExplorer – Clear and structured guidance, market strategies are easy to grasp and use.
qerly link – Well-laid-out pages, smooth scrolling, and easy-to-understand information
замена дисплея iphone великий новгород iPhone, как один из самых популярных смартфонов, требует особого внимания при ремонте. В Великом Новгороде можно найти сервисные центры, специализирующиеся на ремонте продукции Apple. Срочный ремонт iPhone, включая замену экрана или аккумулятора, позволяет быстро вернуть устройство в рабочее состояние. Цена ремонта iPhone в Великом Новгороде зависит от сложности поломки и модели устройства. Диагностика часто предлагается бесплатно.
main xelivo bonding page – A clear and simple presentation that’s easy to follow.
Мультимедийный интегратор здесь интеграция мультимедийных систем под ключ для офисов и объектов. Проектирование, поставка, монтаж и настройка аудио-видео, видеостен, LED, переговорных и конференц-залов. Гарантия и сервис.
See trustline platform – Simple structure, quick navigation, and content that feels current.
глэмпинг москва Глэмпинг с бассейном или купелью в Подмосковье – это райский уголок для тех, кто ценит водные процедуры и активный отдых. Наслаждайтесь плаванием в чистейшем бассейне или расслабляйтесь в теплой купели, окруженные живописной природой.
blsp at сиськи
UlvionHoldings Main Site – Appealing modern look, navigation is smooth and overall experience is clear.
Visit Xanero – Layout clean, content easy to follow, and purchasing felt straightforward.
handy page – Lightweight interface, quick access to all content, very readable
Нужны блины и диски? блины для штанги российского производства широкий выбор весов, надежные материалы, точная калибровка. Отличное решение для силовых тренировок, кроссфита и профессиональных спортзалов.
cavaro pact link – Clean structure allows users to follow information smoothly.
контракт на сво брянск
Bond information hub – Well-laid-out pages, easy navigation, and content seems dependable.
VexaroPartners Platform – Pleasant experience, services are explained in a realistic and approachable way.
learnbusinessskillsonline – Excellent learning resources, business skills are explained clearly and practically.
Partners – Partnership details are easy to find and understand.
Home – Clean, professional layout with intuitive navigation and clear, useful content.
Tutorials – Step-by-step guides are structured clearly to simplify learning.
Community – Sections are well organized, navigation is smooth, and content is simple to explore.
TrustAlliancePro – Reliable resource, helps establish professional trust and offers clear guidance.
iphone не фокусируется камера ремонт великий новгород Если вам нужен срочный ремонт iPhone в Великом Новгороде, обратитесь в сервисный центр, предлагающий экспресс-диагностику и оперативное устранение поломок. Замена экрана или аккумулятора может быть выполнена в течение часа, что особенно удобно, когда телефон нужен срочно. Многие сервисные центры предлагают услугу “ремонт телефона рядом”, чтобы вам было удобно добраться до них.
xelivocapital.bond – The site appears polished and the material seems targeted and on point.
velon.click – Smooth and tidy interface with easy navigation and clear information
skill development center – Structured content helps users absorb information efficiently.
глэмпинг с чаном Глэмпинг – это уникальная возможность сочетать единение с природой и комфорт премиум-класса. Отдых в глэмпинге позволяет вырваться из городской суеты, не отказываясь от привычных удобств, таких как удобная кровать, душ и туалет в номере. Это идеальный вариант для тех, кто ценит свежий воздух и живописные пейзажи, но не готов к походным условиям.
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha v.3, Google, SolveMedia, BitcoinFaucet, Steam, +12k
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2Captcha, anti-captcha (antigate), rucaptcha.com, death-by-captcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
bsme ru
check ulvix – Fast-loading pages with concise, readable information
Bond opportunities – Clean visuals, user-friendly paths, and information that sounds solid.
Main bond group website – Ran into this while researching, nothing feels overly promotional.
Xeviro Access – Layout intuitive, pages responsive, and site functions smoothly.
Digital core portal – Professional appearance, fast page response, and content is easy to follow.
zurix hub – Minimal clutter, clear design, and information is easy to locate
Testimonials – Feedback is showcased neatly, adding trust and credibility.
Official VexaroUnity – Unique concept, values are presented in a straightforward and honest way.
Tutorials – Step-by-step guides are organized clearly for smooth learning.
1xbet pour Android 1xbet apk
Updates – News and announcements are presented clearly, making it easy to stay informed.
Careers – Job details are easy to locate, navigation is smooth, and content is concise and helpful.
CPA сеть iGaming Международная партнерская программа открывает возможности для работы с трафиком из разных стран. Это позволяет вебмастерам диверсифицировать риски и увеличивать свой доход. Важно выбирать партнерские программы, которые предлагают офферы, адаптированные под различные гео.
official xelivo trust page – Simple design makes it easy to move around without issues.
click here – Quick access, organized sections, message is conveyed effectively
unity driven strategy – Content explains partnerships without unnecessary complexity.
служба по контракту белгород
Company website – Easy access to pages, fast loading speed, and helpful descriptions.
Events – Event details load fast and are structured clearly for visitor convenience.
Kryvox official site – Clean structure, intuitive navigation, and details are easy to locate.
VexaroUnity Website – Concept is solid, messaging communicates values clearly without overpromises.
Downloads – Resources and files are organized cleanly and load quickly.
vexla.click – Quick-loading site with helpful information and a positive first impression
Holdings homepage link – Clear navigation and structure make the offerings easy to grasp.
Partners – Partner information is organized clearly for smooth navigation and understanding.
Partners – Navigation is intuitive, pages load quickly, and partner information is clearly presented.
sonabet login
sonabet net
xeviro bonding platform – Smooth loading makes the experience feel dependable.
rixon link – Logical page flow, clear headings, and smooth browsing today
resource page – Clean design, smooth interface, first impression is strong and professional
партнерская сеть гемблинг офферы CPA сеть беттинг предлагает партнерские программы, ориентированные на букмекерские конторы. Вебмастера, работающие с беттинг-трафиком, могут получать доход за привлечение новых игроков на платформы для ставок. Это может быть процент от проигрышей игроков (RevShare) или фиксированная выплата за каждого зарегистрированного пользователя (CPA).
SmartCartHub – Fast and clear, buying products online is safe and convenient.
Downloads – Resources and files are presented clearly, making access simple.
Professional bond site – The design looks reliable, with well-structured sections.
blsp at клады рядом
learn something new – Site makes exploring worthwhile ideas feel approachable.
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha-3, Google captcha, Solve Media, BitcoinFaucet, Steam, +12000
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2Captcha, anti-captcha (antigate), rucaptcha.com, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
Official Kryvox page – Clear design, smooth navigation, and content is easy to locate.
Home – Clear layout and smooth navigation make finding information quick and effortless.
Careers – Job listings are structured clearly, making opportunities simple to browse.
The best independent casinos https://independent-casino.uk with fair terms, fast payouts, and transparent licensing. A review of trusted platforms without major holdings, offering unique bonuses, popular slots, and convenient deposit methods.
Contact – Fast-loading pages, intuitive navigation, and content is easy to read.
Need an AI generator? undress ai tool The best nude generator with precision and control. Enter a description and get results. Create nude images in just a few clicks.
Explore the trust overview – The tone remains uniform, and information is explained in a clear way.
Kasyna online https://autilo.pl graj z bonusami w 2026 roku. Aktualne oferty, szybkie logowanie i latwa rejestracja, popularne sloty i gry stolowe. Przeglad warunkow, metod wplat i wyplat dla komfortowej gry online.
capital platform details – The structure keeps information easy to locate and review.
kavlo link – Nice presentation with straightforward and smooth browsing
resource page – Everything works seamlessly and the site feels polished
Partners – Partnership details are organized in a clear and readable way.
kavioncore.bond – Nice experience, everything loads quickly and information is concise and understandable.
TrustedCartOnline – Organized and safe, checkout is quick and efficient.
http bsme
Events – Event information is presented clearly for visitors to follow with ease.
clear thinking hub – Simple navigation and clear explanations support fast comprehension.
Professional bond page – Simple layout, easy to explore, and information is reliable.
Features – Key points are highlighted and easy to follow for users browsing quickly.
velixo web – Clean design, logical flow, and content is presented clearly for readers
https://ufalift.ru/
Careers – Clean structure, fast browsing, and job details are well presented.
замена кнопки включения iphone Когда требуется срочная помощь. Многие мастерские предлагают услугу срочного ремонта телефонов, что позволяет оперативно устранить поломку и вернуть устройство в рабочее состояние. Бесплатная диагностика поможет выявить причину неисправности и оценить стоимость ремонта.
this holdings website – Comes across as reliable with well-structured communication.
main hub – Lightweight interface, smooth browsing, content is presented clearly
Features – Key points and tools are organized cleanly for quick understanding.
Review capital website – The organized format makes content easier to scan and understand.
Professional bond platform – Clean layout, user-friendly controls, and clear details.
https m bs2best at
Проблемы с зубами? зубная стоматология: диагностика, лечение кариеса, отбеливание, импланты и ортопедия. Индивидуальный подход, безопасные материалы, точные технологии и забота о здоровье зубов и дёсен.
investment management site – Clean design that supports confidence in long-term use.
About Us – Smooth navigation and tidy layout make exploring content easy and fast.
bond platform – Fast response and a professional look make it trustworthy.
Play Разработка игр: симфония кода, красок и воображения. Создание видеоигр – это не просто программирование, а сложный творческий процесс, требующий гармоничного сочетания технических навыков, художественного видения и глубокого понимания психологии игроков. Каждый элемент игры, от механики управления до визуального стиля, должен быть тщательно продуман и сбалансирован для создания захватывающего и запоминающегося опыта.
Corporate information site – Smooth pages, well-organized content, and information is brief and clear.
Services – Simple layout, fast-loading pages, and content feels reliable for visitors.
ProfessionalBizLinks – Clear guidance, connecting with companies is practical and smooth.
bavix spot – Easy-to-read pages with a clean and logical flow
future roadmap portal – Step-by-step guidance makes planning ahead simple and clear.
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha-3, Google captcha, Solve Media, BitcoinFaucet, Steam, +12000
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captcha (antigate), RuCaptcha, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
yaverobonding.bond – Nice experience overall, pages are organized and fairly user friendly.
Downloads – Resources and files are accessible and structured neatly.
trusted resource – Navigation is effortless and content is concise and useful
online bond hub – Well-laid-out sections make browsing intuitive and straightforward.
talix site – Neat structure, smooth navigation, and information is presented logically
сервисный центр телефонов великий новгород Ремонт любых моделей: от Samsung до Xiaomi. Сервисные центры Великого Новгорода осуществляют ремонт не только iPhone, но и других популярных брендов, таких как Samsung, Xiaomi, Honor, Huawei. Замена разъема зарядки, динамика, микрофона, ремонт после попадания воды – все это доступно для владельцев различных моделей телефонов. Бесплатная диагностика позволяет точно определить причину поломки и оценить стоимость ремонта.
Kavion trust resources – Professional look, informative content, and effortless browsing.
online investment page – Fast page response, readable content, and a professional interface.
Discover trust info – The structure is simple and intuitive, great for fast understanding.
Features – Key points are highlighted, and layout helps visitors understand content quickly.
PayID casinos https://payid-online-casinos.com play online quickly and securely. Instant deposits and withdrawals, convenient payments, licensed sites, popular slots, and live games. A selection of reliable casinos with up-to-date terms.
bond information hub – Smooth browsing experience and clearly presented content make it professional.
finance platform – A tidy interface with straightforward sections that are easy to explore.
Updates – Organized layout, quick pages, and information is clear and reliable.
Maverotrust official hub – Positive impression, smooth browsing, and the site seems well maintained.
FrameworkNavigator – Well-structured platform, concepts are presented clearly and understandably.
Ranking wyplacalnych https://wyplacalne-kasyna-internetowe.pl kasyn online z szybkimi wyplatami. Analiza wiarygodnosci finansowej, licencji, limitow i czasu wyplat. Lista kasyn, ktorym gracze ufaja w latach 2025–2026.
Tutorials – Step-by-step guides are easy to follow and structured logically.
official yavero capital page – Offers practical details and is worth exploring again.
landing hub – Fast-loading pages, clear structure, navigation is effortless
Digital bond site – Logical organization, smooth menus, and easy-to-read information.
trusted investment portal – Logical flow, neat design, and content is easy to locate.
Services – Well-arranged layout with quick page loads makes exploring content effortless.
iphone не фокусируется камера ремонт великий новгород Цена ремонта зависит от сложности поломки, модели устройства и используемых запчастей. Однако, в Великом Новгороде можно найти сервисные центры, предлагающие ремонт телефонов недорого, при этом гарантируя высокое качество работ. Также часто предоставляется гарантия на выполненные работы и замененные детали.
secure finance portal – Smooth experience with information that is easy to digest.
News – Clean interface, structured layout, and information is concise and readable.
investment portal – Straight to the point information that’s easy to follow.
loryx info – Neat design, interesting content, and navigation keeps you moving forward
Bond information portal – Easy-to-navigate layout, fast page loads, and content is simple to access.
TrustRelationsHub – Professional and helpful, global networking is simple and effective.
Community – Interactive sections are neatly structured to encourage user participation.
learn about yavero holdings – The website is clear and concise, aiding understanding of services.
Korva Platform – Found this randomly, everything feels clean and well spaced
Dev Новости геймдев индустрии: на острие прогресса. Игровая индустрия является одной из самых динамичных и инновационных отраслей. Технологии виртуальной и дополненной реальности, облачный гейминг, блокчейн – все это открывает новые горизонты для разработчиков и игроков. Следить за новостями геймдева – значит быть в курсе последних трендов, вдохновляться новыми идеями и находить возможности для профессионального роста.
Korivo official page – Looks reliable, pages are easy to explore, and insights are clear.
investment portal – Fast navigation with clean and organized information.
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha-2, ReCaptcha-3, Google captcha, SolveMedia, BitcoinFaucet, Steam, +12000
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captcha (antigate), RuCaptcha, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
t.me/Black125Bot
Features – Key details are well-structured, and navigating pages is quick and easy.
<trusted finance platform – Organized sections and smooth browsing make reading effortless.
трансы новосибирск Трансы Новосибирск: За гранью обыденности, в поисках внутренней гармонии Новосибирск, город, в котором научные изыскания переплетаются с жаждой духовного поиска, предлагает погружение в мир транса – измененного состояния сознания, где реальность предстает в ином свете. Здесь, среди сибирских просторов, расцветает разнообразие практик, направленных на исследование глубин подсознания и поиск внутренней гармонии. От медитативных техник, дарующих умиротворение и осознанность, до гипнотических сеансов, открывающих двери к исцелению и трансформации, Новосибирск становится порталом в мир безграничных возможностей психики.
High-trust market buy facebook pva gives access to buy logins for targeting. If you need buy a Facebook account for advertising, the main point is usually not “just access”, but about passing checks reliably: steady launches, green status indicators in the dashboard and properly prepared Pages. We’ve put together clear navigation, so you can quickly see which type to choose before purchase.In short: where to begin: open categories Aged / Farmed accounts, and for serious volume — go right away to purpose-built options: BM $250+ tiers. Key idea: an account is a tool. After that, results depend on your operating approach: how payments are added, how you work with pixels and teams with minimal risk, how you handle reviews and how you scale campaigns. Key advantage of this shop — comes down to having a scaled FB wiki, where we’ve published workable guides for account preparation. Our team can help, how to carefully share access, so you reduce policy friction and stay stable in the auction. By buying with us, the buyer gets not just access, and fast consulting, clear replacement terms, a warranty for validity and very fair pricing among sellers. Disclaimer: act within the law and always with Meta policies in mind.
financial knowledge portal – Everything is organized clearly, allowing for quick comprehension.
Partners – Professional interface, smooth menus, and information is clear and accessible.
Learn more here – The site feels solid, with content that’s easy to scan and understand.
Project overview – An interesting idea overall, and the content feels direct and user-friendly.
Company homepage – Simple navigation, quick-loading pages, and content is logically organized.
professional trust site – The structure is clear, making it easy to move around.
StrategyInsightHub – Lessons are concise and useful, planning strategies feels manageable.
Careers – Job listings are structured clearly, making opportunities easy to browse.
1xbet pour Android 1xbet apk
Explore Korivo Trust – Well-structured layout, easy-to-access information, and fast content discovery.
check qavrix – Well-organized layout, concise info, browsing felt effortless
Home – Clean design, fast-loading pages, and content is structured clearly for visitors.
bavlo web – Well-laid-out content, intuitive layout, and straightforward browsing experience
professional finance hub – First impression is strong, with organized content and smooth browsing.
ulvarotrust.bond – Very useful site, with a layout that makes browsing simple and efficient.
Events – Clean menus, structured pages, and content is concise and easy to follow.
Разработчиков Игровой мир: Богатство жанров и платформ. От захватывающих экшн-игр до головоломок, развивающих логику, игровой мир предлагает разнообразие жанров, способных удовлетворить любые предпочтения. Игры доступны на множестве платформ: ПК, консоли, мобильные устройства, виртуальная реальность, что позволяет игрокам наслаждаться любимыми играми в любом месте и в любое время.
blsp at check
трансы екатеринбург Медитация в Екатеринбурге – это не просто тренд, а осознанный выбор многих горожан, стремящихся к внутренней гармонии и осознанности. Разнообразные школы и центры предлагают практики, адаптированные под различные потребности и уровни подготовки. От начинающих, делающих первые шаги на пути к осознанности, до опытных практиков, углубляющих свой опыт, каждый найдет здесь подходящий формат медитации.
Digital portal – Smooth browsing, logical structure, and information is accessible throughout.
Primary project page – Pages are structured clearly, helping visitors quickly locate information.
finance bond hub – Content appears instantly without unnecessary elements.
quick link – Straightforward interface and responsive pages, enjoyable to browse
GlobalBusinessInsights – Structured and helpful, supports learning about worldwide business networks.
Explore trust info – Good overall structure, making the message clear and easy to follow.
bond investment hub – Clean presentation and strong branding immediately inspire confidence.
trusted finance site – Layout is intuitive, and content is clear and accessible.
bond portal – Pages load fast, and information is well-organized for users.
XEvil 5.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha-2, ReCaptcha-3, Google captcha, SolveMedia, BitcoinFaucet, Steam, +12k
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captcha (antigate), rucaptcha.com, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
blsp at
Trust project page – Pages are easy to navigate, and details are clear and accessible.
service solutions site – The simple interface helps important information stand out.
explore here – Lightweight pages and neat design, great for casual browsing
secure finance hub – Polished layout and clean visuals make the site feel dependable.
trusted investment site – Pages load quickly, and content is organized clearly for users.
Online platform – The layout and flow contribute to a smooth browsing experience.
Project homepage – Clean design with intuitive menus makes exploring the site effortless.
online trust platform – First impression is solid, with an overall professional design.
xelvix.click – Clean layout, easy to read and navigate through pages
investment guidance site – Pages respond quickly, with organized and readable content.
UlvorPortal – Layout organized, links functional, and content easy to read.
investment hub – Pages load quickly, content is clear, and the site seems trustworthy.
bond resources page – Well-organized sections and quick page responses feel professional.
Moomoo証券 ログイン PC
Looking for a casino? 8mbets Slots, table games, and live casino all in one place. Quick login, convenient registration, modern providers, stable payouts, and comfortable player conditions.
Playing at the casino? jwin 7 Play online for real money. We offer a wide selection of slots, live dealers, fast payments, easy login, and exciting offers for new and returning players.
Do you love gambling? jwin 7 Online is safe and convenient. We offer a wide selection of games, modern slots, a live casino, fast deposits and withdrawals, clear terms, and a stable website.
Partners – Partnership information is well-arranged and easy to find for visitors.
Ремонт кожаной мебели Москва Ремонт мраморной поверхности – задача еще более деликатна. Мрамор – благородный, но хрупкий материал, требующий особого ухода и бережного обращения. Реставрация мрамора требует профессиональных навыков и использования специализированного оборудования.
Здравствуйте дорогие друзья! Сегодня затронем тему — вибрации пола. Дело в том, что днище — резонирует по полной. Не хочешь заморачиваться — могу рекомендовать: https://shumoizolyaciya-avtomobilej.ru. Лично я вижу: после обработки днища — разница колоссальная. Например асфальт шершавый — камни не слышно. Общие рекомендации: разобрать салон, вибра на весь металл, сверху — акустический слой. Резюмируем: это работает против дорожного шума.
Привет всем! Очень актуальная тема — проблемы с гидроизоляцией. Дело в том, что нет времени разбираться самому — могу рекомендовать специалистов: монтаж мембранной кровли. Как правило основная проблема — старый рубероид. Как это работает? Допустим, мембрана сваривается горячим воздухом — значит протечек не будет. Основные этапы: подготовка основания, укладка геотекстиля, сварка швов. Что в итоге: это работает — никаких протечек.
XEvil 5.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha v.3, Google captcha, Solve Media, BitcoinFaucet, Steam, +12k
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captcha (antigate), RuCaptcha, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
みんなのFX
bond info hub – Explanations are clear, and the services seem professional and trustworthy.
official trustco site – Pages respond quickly and the layout is nicely organized.
Learn about the core – The site feels intuitive, with services explained in an easy manner.
Продажа IQOS ILUMA https://ekb-terea.org и стиков TEREA в СПб. Только оригинальные устройства и стики, широкий ассортимент, оперативная доставка, самовывоз и поддержка клиентов на всех этапах покупки.
Купить IQOS ILUMA https://spb-terea.store и стики TEREA в Санкт-Петербурге с гарантией оригинальности. В наличии все модели ILUMA, широкий выбор вкусов TEREA, быстрая доставка по СПб, удобная оплата и консультации специалистов.
investment portal – Site looks professional, navigation is simple, and information is clear.
News – Updates are laid out neatly, helping visitors find important information quickly.
Hello lads!
I came across a 152 interesting website that I think you should take a look at.
This resource is packed with a lot of useful information that you might find valuable.
It has everything you could possibly need, so be sure to give it a visit!
https://techbuggle.com/bad-online-gambling-habits-to-avoid/
Additionally do not neglect, folks, which one always can within the publication find answers for your most tangled inquiries. The authors tried to present all data in the extremely easy-to-grasp method.
ClickEase – Interface neat, pages loaded quickly, and navigating was effortless.
Official Yavero hub – Layout is clean, and information is simple to find for any visitor.
IQOS ILUMA https://terea-iluma24.org и стики TEREA — покупка в Москве без риска. Гарантия подлинности, большой выбор, выгодные условия, доставка по городу и помощь в подборе устройства и стиков.
learn about zylavoline – Pages appear instantly, and the purpose is communicated clearly.
Ремонт плитки Ремонт керамической поверхности требует особого подхода и специальных материалов. Сколы, трещины и царапины могут быть устранены с помощью специальных составов, восстанавливающих целостность и внешний вид керамики.
financial services page – Well-presented content gives a sense of reliability.
Moomoo証券ログイン
online bond portal – Clear structure and simple wording make the site easy to use.
bond info hub – Pages are responsive, and content is clear and organized.
みんなの為替
financial hub – Layout is neat, sections are clear, and reading information is effortless.
лучшие сервисы рассылки сервис для email рассылок российский
задвижки 30с41нж мзта задвижка стальная 30с41нж
кино эфир онлайн смотреть детективные сериалы онлайн
About Us – Clear structure and smooth navigation help users find information quickly and confidently.
CoreBridge Access – Presentation communicates professionalism while remaining user-friendly.
Ремонт мраморной поверхности Реставрация Москва / Ремонт Москва: Столичный уровень сервиса Москва – это город, где сосредоточено огромное количество памятников архитектуры, исторических зданий и антикварной мебели. Поэтому реставрация и ремонт в Москве – это услуги, предоставляемые на высочайшем профессиональном уровне. Столичные мастера обладают уникальным опытом и знаниями, позволяющими решать самые сложные задачи.
View project details – Looked through this site and found the explanations clear and concise.
enduringcapitalstrategy.bond – Structured layout, site messaging reinforces reliability and thoughtful planning.
discover ideas – Messaging drives action and emphasizes practical application.
zorivoline vision – Shows signs of promise that may become clearer later.
explorehub.bond – Dynamic design, navigation is clear and encourages curiosity-driven discovery.
bondedlegacyline.bond – Well structured site, legacy theme feels meaningful and easy to follow today.
Primary project page – The site is easy to navigate, with clear and reliable information throughout.
Hello everyone,
if you are looking for a fresh betting site,
I can share with you some cool options.
These sites have promo offers,
secure payments, and endless entertainment.
Take a look: https://wowoffer.club
Wishing you wins )
securebond.bond – Cohesive design, content delivers a sense of stability and assurance.
QuickMorixo – Interface neat, pages responsive, and finding product info is easy.
stonecresthub.bond – Polished interface, site feels structured and trustworthy from start to finish.
XEvil 5.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha-2, ReCaptcha v.3, Google, Solve Media, BitcoinFaucet, Steam, +12000
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captchas.com (antigate), RuCaptcha, death-by-captcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
handcrafted oak pieces – Everything comes across as thoughtfully arranged, giving the site a gentle and welcoming mood.
TranquilFinds – Shopping feels relaxed and the cart process is smooth.
financial hub – Easy to browse, sections are well structured, and information is trustworthy.
investment platform – Clear design and organized sections inspire confidence.
Downloads – Resources are structured neatly, ensuring files are easy to access.
https://pamyatniki-granitnye.by/
Vector Access Point – Polished interface combined with clear messaging feels reliable.
Bonded Unity Compass – Simple layout, navigation feels logical and supports the unity theme.
start with zorivotrustco – Straightforward navigation and clear trust signals stand out immediately.
securecontinuity.bond – Intuitive layout, content emphasizes long-term trust and professional clarity.
trustline.bond – Cohesive visuals, content inspires confidence and is easy to follow.
creativenergy.bond – Vibrant and intuitive, site design fosters idea generation and playful exploration.
strongholdfinance.bond – Professional look, content feels dependable and navigation is straightforward.
Official site link – Text is legible, navigation is smooth, and information is well presented.
secure bond hub – Friendly interface combined with clear and professional design.
MidtownBoutique – Items are easy to locate and purchasing is seamless.
Official trust page – Everything runs efficiently, and moving through the site feels effortless.
EasyClickPlivox – Fast-loading interface, clear design, and purchasing items easy.
forward growth – Messaging communicates clarity and strategy while focusing on advancement.
Testimonials – Customer feedback is displayed clearly, helping visitors trust the information.
friendly outlet page – The overall vibe is inviting, and moving through the checkout feels natural.
Midpoint Insight – Concise messaging paired with simple navigation improves comprehension.
Anchor Capital Hub – Clean interface, navigation is intuitive and content conveys reliability clearly.
bondedpathway.bond – Professional layout, ideas are easy to grasp and content supports practical growth.
this zylavobond page – Easy structure makes it clear what the site is communicating.
collabpath.bond – Modern visuals, messaging reinforces shared vision and effective alignment.
indigoshopharbor.shop – Simple and approachable, categories are easy to find and site layout is user-friendly.
momentumdrive.bond – Clear design, site encourages continual forward motion and actionable planning.
ShorelineStore – Product pages are organized and browsing is effortless.
Learn more here – Simple browsing experience, content is clearly presented, and the layout is dependable.
XEvil 5.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha v.3, Google, Solve Media, BitcoinFaucet, Steam, +12000
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2Captcha, anti-captcha (antigate), RuCaptcha, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
заказать памятник минск
EasyZaviro – Browsing seamless, links functional, and shopping feels effortless.
Unity Trust Network – Clean interface, messaging supports a trustworthy and connected experience.
Фриланс для юристов – где можно заработать юристу дополнительно
Ознакомьтесь с подробным перечнем условий – https://vc.ru/1455822
xelivobond.bond – First glance gives a good impression, and the layout feels intuitive.
handmade pine store – Smooth navigation and well-written descriptions make browsing relaxed and enjoyable.
trustcore.bond – Intuitive design, information is presented in a reliable and straightforward way.
Bonded Framework Flow – Professional interface, framework information is presented in a clear, structured way.
crestbond.bond – Clean layout, site conveys reliability and a sense of professionalism.
zylavocore overview – The branding feels cohesive, and the information is easy to follow without clutter.
clarity page – Content flows naturally and highlights the main concepts clearly.
wildgrainhub.shop – Appealing design, shopping feels relaxed and the layout is easy to follow.
online bond information – Clear design, intuitive menus, and readable content make navigation simple.
motionforge.bond – Sleek layout, information is straightforward and encourages clear action steps.
Zahnprobleme? zahnfaule behandlung symptome Diagnostik, Kariesbehandlung, Implantate, Zahnaufhellung und Prophylaxe. Wir bieten Ihnen einen angenehmen Termin, sichere Materialien, moderne Technologie und kummern uns um die Gesundheit Ihres Lachelns.
пицца куба московская ул 184а калуга меню пицца калуга доставка
пицца куба рязань заказать с доставкой на дом куба пицца рязань официальный сайт рязань
OldMillShop – Rustic charm, browsing is intuitive and product pages are easy to read.
Накрутка подписчиков Инстаграм бесплатно – ТОП-25 сервисов бесплатно и платно 2026 https://vc.ru/1473177
Check platform details – Content is easy to read, navigation is smooth, and the site feels well maintained.
мужской массаж краснодар Мужской массаж в Краснодаре – это не только способ расслабиться и избавиться от стресса, но и возможность укрепить свое физическое и ментальное здоровье. Регулярные сеансы массажа помогают улучшить потенцию, повысить уровень тестостерона, снять напряжение в мышцах и суставах, а также улучшить общее самочувствие. Выбирая мужской массаж в Краснодаре, вы инвестируете в свое здоровье, энергию и уверенность в себе.
Nexa Portal – Clean interface, content is clear and navigation feels effortless.
coreanchor.bond – Organized design, content communicates foundational values while remaining user-friendly.
Hello .!
I came across a 152 very cool resource that I think you should browse.
This platform is packed with a lot of useful information that you might find valuable.
It has everything you could possibly need, so be sure to give it a visit!
https://everydaytourist.ca/street-views/top-5-cities-for-lovers
Additionally do not neglect, folks, that you always can within the piece locate responses for your the absolute complicated questions. The authors made an effort to explain all content via the most easy-to-grasp way.
silverbeam.bond – Smooth design, pages highlight clarity and a modern, confident tone.
VixaroNavigator – Pages load quickly, layout tidy, and overall browsing felt smooth.
capitalunityforum.bond – Smooth layout, site messaging about team focus is straightforward.
ironpetalboutique.shop – Organized design, shopping is seamless and items are easy to browse.
this zylavoline page – Loading is fast, and the focus of the content is immediately clear.
wild branch outlet – The site has an organic feel, making it simple to browse products and place an order.
MistSpireTreasures – Stylish layout with smooth navigation and a relaxed shopping flow.
reliancevault.bond – Clean interface, content flows logically and emphasizes trustworthiness.
Official site link – Well-structured content and consistent design make navigation simple.
https://pamyatniki-granitnye.by/
clarity & focus – Design and text combine to emphasize purposeful progress.
Project homepage – Smooth user flow, content is easy to follow, and the site feels professional.
Tandem Point – Simple navigation, concept is clear and the layout is visually comfortable.
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha-3, Google, Solve Media, BitcoinFaucet, Steam, +12k
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2Captcha, anti-captcha (antigate), rucaptcha.com, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
partnershiphub.bond – Smooth navigation, site conveys reliability and collaborative messaging naturally.
firmanchor.bond – Well-organized site, messaging reinforces grounded principles and trust.
loamlinenco.shop – Easy-to-use layout, product pages are informative and shopping is stress-free.
capitalbondunityhub.bond – Well structured, collaborative focus is obvious and approachable.
zylavotrustco details – Solid presentation communicates reliability and builds user trust.
financial guidance platform – Clear headings and structured content make browsing simple.
MistyCoveShop – Pleasant layout, effortless product discovery, and quick purchasing.
кино онлайн смотреть онлайн бесплатно
Need an AI generator? UndressAI The best nude generator with precision and control. Enter a description and get results. Create nude images in just a few clicks.
ClickZorivo – Layout minimal yet effective, links functional, and shopping process smooth.
unityanchor.bond – Clean design, messaging reinforces reliability and collaborative focus throughout the site.
everyday iris finds – A tidy layout and clear presentation make shopping here feel easy.
Action Steps Center – Messaging emphasizes clarity and momentum in applying ideas effectively.
הנוחות. אבל אחרי כמה דקות בלבד הרגשתי שהשרירים כבר לא כואבים. החום הנעים התפשט על הרגליים, והקל על כל העייפות. אה. מרינה גנחה. סליחה. זה טוב, למה להתנצל? זה אמור להיות. יחד עם הקול, התקרב מאחור, תפס את אולגה בגסות בשערה והכריח את ראשה לאחור. “גם את לא קדושה,” הוא צעק והעביר את הזין על שפתיה. אולגה פתחה את פיה, קיבלה אותו, ואצבעות ידה השנייה המשיכו לשחק עם קטיה, yummy-mammy
apexbridge.bond – Intuitive layout, content is organized and branding conveys confidence.
solidbase.bond – Smooth interface, content is approachable and reinforces security and stability.
View project details – The site feels approachable, with content that’s simple yet informative.
collectivemoon.shop – Neat layout, product pages are clear and purchasing is straightforward.
Bonded Legacy Core – Balanced design, site emphasizes legacy in a professional manner.
shape your clarity – The message promotes fast comprehension without sacrificing detail.
impact planning resource – Feels well thought out and focused on meaningful outcomes.
FernLuxeShop – Stylish pages, intuitive navigation, and a simple purchasing process.
capitalpath.bond – Structured layout, navigation is clear and inspires confidence in the presented information.
TrivoxNavigator – Interface clean, links worked well, and pages opened quickly.
clicky marketplace – Easy navigation, browsing through items is seamless.
anchorway.bond – Simple navigation, messaging conveys security and a professional tone effectively.
maple charm store – Easy browsing and clean product details make the experience enjoyable.
navigation guide portal – Content feels intuitive and easy to absorb.
Momentum Bridge – Information flows logically, giving a sense of steady progression.
bondzenith.bond – Smooth layout, messaging feels authoritative and information is easy to absorb.
clickway hub – Well-organized site, finding what I need is straightforward.
northquillmarketco.shop – Minimal and effective, products are easy to find and checkout is straightforward.
business connect shop – Helpful resources, navigating networking options feels effortless today.
unifiedtrusthub.bond – Clean design, content feels reliable and easy to navigate.
PetalStoneMarket – Smooth navigation, items easy to find, and purchasing feels effortless.
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha-2, ReCaptcha-3, Google captcha, SolveMedia, BitcoinFaucet, Steam, +12000
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captcha (antigate), RuCaptcha, death-by-captcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
intentional change ideas – Comes off reflective and helps organize my thinking.
Trust project page – Information is easy to follow, and the design conveys credibility.
trustsphere.bond – Minimal design, navigation is intuitive and content feels credible overall.
your pathway ahead – Positive messaging that suggests forward movement and options.
trustedcore.bond – Friendly design, content emphasizes dependability and a grounded approach.
bond explorer site – Straightforward presentation makes research stress-free.
bondvalues.bond – Engaging interface, messaging highlights reliability and straightforward principles.
secure finance portal – Reliable and neat, makes understanding bonds straightforward.
Bonded Future Hub – Clean, forward-thinking design communicates professionalism and trust.
purpose path portal – Well-structured content helps you see the bigger picture.
nwoutletco.shop – Minimalist layout, items are simple to explore and buying is effortless.
XylorLink – Navigation simple, content easy to read, and the user experience is pleasant.
urbanwave.bond – Sleek and modern, site feels responsive and messaging is clear and engaging.
aurumlane fashion – Well-designed layout, navigation is seamless and enjoyable.
economical shopping click – Very practical, prices are clear and buying is straightforward.
Лучшие 25 сервисов для накрутки голосов в ВК в 2026 году https://vc.ru/1448407
life direction resource – The tone feels peaceful and quietly confident.
pillarconnect.bond – Clear structure, messaging promotes unity and clarity for visitors.
stonebridgeadvisors.bond – Modern and structured, messaging emphasizes clarity and confidence across all pages.
bond selection portal – Makes evaluating bond opportunities straightforward.
trustcore.bond – Simple navigation, content emphasizes honesty and user confidence naturally.
shoproute centerpoint – Simple interface, platform helps compare items quickly and efficiently.
Trusted Nexus Junction – Clear design, layout enhances confidence and clarity for users.
online investment page – Content is concise, well-arranged, and browsing is smooth.
opalcrestmarket.shop – Well organized, items are easy to explore and purchasing feels straightforward.
build & grow hub – Platform feels organized and encourages steady advancement.
progresscatalysthub.bond – Clear design, content inspires taking practical actions consistently.
clarity main – Clear and focused phrasing inspires real-world action.
thoughtful progress site – Suggests care, intention, and user-aware design.
XanixSpot – Pages open smoothly, layout organized, and finding products is easy.
fresh thinking click – Practical and clear, users can implement new ideas with ease.
midnight cove marketplace – Dark layout supports usability, browsing flows well and checkout is quick.
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha v.3, Google captcha, SolveMedia, BitcoinFaucet, Steam, +12000
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captcha (antigate), RuCaptcha, death-by-captcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
steadfastunity.bond – Organized structure, content communicates reliability and connected purpose.
Накрутка ТГ-каналов – 20 надёжных и проверенных сервисов 2026 года
Перейти к изучению условий предложения https://vc.ru/2081038
merit bond guide – Very accessible, makes exploring investment options simple.
curve deals hub – Easy-to-use interface, browsing items is straightforward and quick.
everyday essentials page – Makes locating daily needs simple and hassle-free.
https://vc.ru/2669173 – 15 бесплатных способов как набрать первых подписчиков в канал Телеграм – честно, по-человечески и без цирка
клиника жуйкан Жуйкан: Маяк здоровья и надежды в приграничном Хэйхэ Жуйкан – это имя, синонимичное качественной медицинской помощи и заботливому отношению к пациентам в динамично развивающемся городе Хэйхэ. Клиника, уверенно шагая в ногу со временем, предлагает широкий спектр услуг, сочетая традиционные методы лечения с инновационными технологиями, тем самым заслужив доверие множества пациентов, как из Китая, так и из-за рубежа. Это не просто медицинское учреждение, это островок надежды, где каждый человек получает шанс на здоровую и полноценную жизнь.
creative journey click – Enjoyable navigation, lots of ways to explore imaginative projects.
Play puzzles https://www.reddit.com/r/onlinepuzzlelovers/comments/1qeatl2/jigsaw_online_puzzle_puzzlefreegame/ online for free – engaging puzzles for kids and adults. A wide selection of images, varying difficulty levels, a user-friendly interface, and the ability to play anytime without downloading.
ZorlaLink – Pages open quickly, layout neat, and shopping experience feels natural.
midnight field goods online – Clean presentation, products are effortless to browse and the site feels stable.
progress forms – Layout and messaging make forward movement feel natural and achievable.
lynx bonds page – Fast, intuitive interface with effortless navigation.
win click hub – Engaging interface, makes exploring content enjoyable and interactive.
купить меф онлайн истории шлюх
https://svbeloglazov.ru/ svbeloglazov
Упаковочное и фасовочное оборудование https://vostok-pack.ru купить с доставкой по всей России в течении 30 дней. Лучшие цены на рынке. Гарантия на оборудование. Консультационные услуги. Покупайте упаковочные машины для производства со скидкой на сайте!
next-gen deals hub – Sleek interface makes browsing modern and effortless.
Являешь патриотом? контракт с мо на сво как оформить, какие требования предъявляются, какие выплаты и льготы предусмотрены. Актуальная информация о контрактной службе и порядке заключения.
клиника жуйкан Жуйкан стоматология Хайхэ: Качество, доступность, совершенство Жуйкан – это не просто название клиники, это символ заботы о здоровье, который известен далеко за пределами Хэйхэ. Клиника, расположенная в самом сердце приграничного города, является эталоном качества и инноваций в сфере медицинских услуг.
Opportunity discovery network – Moving through sections is simple and intuitive.
New direction growth hub – So far the experience feels smooth and practical.
business synergy center – Informative and professional, perfect for corporate decision-making.
build forward online – Clean layout, encourages structured progress and productive habits.
financial insight hub – Easy-to-follow security info makes bonds understandable.
Интернет в автомобиле цена https://router-dlya-avtomobilya.ru
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha-2, ReCaptcha v.3, Google captcha, Solve Media, BitcoinFaucet, Steam, +12k
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2Captcha, anti-captcha (antigate), rucaptcha.com, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
Все подробности по ссылке: корпоральная иглорефлексотерапия: стоит ли цена?
ClickXpressXelivo – Pages load instantly, interface intuitive, and shopping feels effortless.
Mavero Holdings main homepage – Organized layout, professional appearance, and content is clear and easy to follow.
start with focus – Text feels practical, showing how focus creates tangible benefits.
big-bag-rus.ru — производитель биг-бэгов и контейнеров МКР (мешки МКР) из полипропилена: мягкая тара для перевозки и хранения сыпучих грузов. Подбор конструкции, размеры и грузоподъёмность под задачу, оптовые цены, доставка по России. Купить биг-бэги напрямую: мягкая тара
the best adult generator long term ai companion create erotic videos, images, and virtual characters. flexible settings, high quality, instant results, and easy operation right in your browser. the best features for porn generation.
daily achievement site – Inspires progress through simple, repeatable actions.
сервис mail рассылка email сервис рассылки
клиника жуйкан китай Жуйкан: Маяк здоровья и надежды в приграничном Хэйхэ Жуйкан – это имя, синонимичное качественной медицинской помощи и заботливому отношению к пациентам в динамично развивающемся городе Хэйхэ. Клиника, уверенно шагая в ногу со временем, предлагает широкий спектр услуг, сочетая традиционные методы лечения с инновационными технологиями, тем самым заслужив доверие множества пациентов, как из Китая, так и из-за рубежа. Это не просто медицинское учреждение, это островок надежды, где каждый человек получает шанс на здоровую и полноценную жизнь.
Next-level shopping site – Fast product loads with easy-to-navigate categories.
easy buy portal – Quick process, makes getting products online hassle-free.
bond education portal – Clean design helps beginners quickly grasp investment basics.
dream forward hub – Inspires action, makes thinking about opportunities fun and easy.
Mavero Trustline main site – Organized design, user-friendly content, and information is easy to digest.
Enterprise networking space – Everything is organized in a way that feels user-friendly.
new finds portal – Browsing is fun and full of unexpected surprises.
Reliable digital marketplace – Browsing products is easy, and the platform inspires confidence.
quick study portal – Helpful insights, makes improving skills simple and actionable.
מה לעשות בזמן שאשתי מתרחצת, שוטפת את הריח והטעם של הבגידה: נזכרתי שוב איך זיינו אותה לזוג, ואהובתי נהנתה מזה. והרגשתי את הערצת המכונה על ידי הוללות ושחרור… הזין התעורר לחיים והתחלתי סלעים?”סחטתי את ירכיי בניסיון להרגיע את ההתרגשות, אבל רק גרוע יותרהלחות עלתה על התחתונים. נזכרתי איך סרגיי מתעצל במיטה לאחרונה, גומר מהר, ואני נשאר תלוי. “אולי פעם אחת נרדמתי בבוקר, sexoutlet
idea generator hub – Sparks creativity with fun and practical concepts.
skill growth portal – Practical resources, motivates ongoing development and knowledge building.
Mivaro Trust Group info site – Easy to browse, content is clear, and visitors can quickly find what they need.
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha v.3, Google, SolveMedia, BitcoinFaucet, Steam, +12000
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captchas.com (antigate), rucaptcha.com, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
Creative strategy network – The interface is engaging, and the layout keeps things clear.
top choice shopping site – Looks well-organized and practical for everyday needs.
smart shop click – Modern interface, browsing for products is effortless and fun.
https://vc.ru/2218757 – Как набрать первых подписчиков в канал Телеграм – Мой рейтинг 22 проверенных сайтов в 2026 году
deal finder portal – Clean layout, makes finding discounts and special offers simple.
Mivaro Trust Group official site – Pages are well-organized, information is clear, and the overall experience is helpful.
corporate network solutions – Easy to navigate, provides clear and useful collaboration strategies.
Global business connection – Easy to navigate, with an unmistakable global business focus.
modern shop hub – Easy browsing, platform makes selecting and purchasing products seamless.
product knowledge portal – Quickly conveys the essential details without confusion.
future builder portal – Inspires clarity and confidence in planning ahead.
Morixo Capital main homepage – Organized content, trustworthy design, and overall experience is reliable.
W 2026 roku w Polsce dziala kilka kasyn https://kasyno-paypal.pl online obslugujacych platnosci PayPal, ktory jest wygodnym i bezpiecznym sposobem wplat oraz wyplat bez koniecznosci podawania danych bankowych. Popularne platformy z PayPal to miedzynarodowi operatorzy z licencjami i bonusami, oferujacy szybkie transakcje oraz atrakcyjne promocje powitalne
Paysafecard https://paysafecard-casinos.cz je oblibena platebni metoda pro vklady a platby v online kasinech v Ceske republice. Hraci ji ocenuji predevsim pro vysokou uroven zabezpeceni, okamzite transakce a snadne pouziti. Podle naseho nazoru je Paysafecard idealni volbou pro hrace, kteri chteji chranit sve finance a davaji prednost bezpecnym platebnim resenim
trusted business hub – Clear and professional, makes networking for commercial success simple.
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha v.2, ReCaptcha-3, Google captcha, SolveMedia, BitcoinFaucet, Steam, +12k
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captcha (antigate), RuCaptcha, death-by-captcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
W 2026 roku w Polsce https://kasyno-revolut.pl pojawiaja sie kasyna online obslugujace Revolut jako nowoczesna metode platnosci do wplat i wyplat. Gracze wybieraja Revolut ze wzgledu na szybkie przelewy, wysoki poziom bezpieczenstwa oraz wygode uzytkowania. To idealne rozwiazanie dla osob ceniacych kontrole finansow
Customer-first shopping platform – The site feels user-friendly and navigating products is effortless.
Жіночий портал https://soloha.in.ua про красу, здоров’я, стосунки та саморозвиток. Корисні поради, що надихають історії, мода, стиль життя, психологія та кар’єра – все для гармонії, впевненості та комфорту щодня.
positive progress portal – Feels uplifting and practical for daily forward movement.
Портал для жінок https://u-kumy.com про стиль, здоров’я та саморозвиток. Експертні поради, чесні огляди, лайфхаки для дому та роботи, ідеї для відпочинку та гармонійного життя.
Morixo Holdings web portal – Simple design, content is accessible, and trust signals are consistent.
Great post! Aaj kal jo log daily result aur old chart check karna chahte hain, unke liye Satta King ek kaafi useful website hai. Updates fast mil jaate hain.
modern shoproute – Smooth design, shopping experience feels effortless and efficient.
Enterprise growth portal – Content is coherent and provides useful partnership insights.
dinkin_bot ИИ (AI) – это фундамент инноваций, на котором строится современный мир. Он позволяет автоматизировать рутинные задачи, анализировать огромные массивы данных и создавать принципиально новые продукты и услуги. Технологии искусственного интеллекта охватывают широкий спектр областей, от машинного обучения до компьютерного зрения, и продолжают развиваться стремительными темпами.
https://trade-mark.store/product-category/sushilki-veshalki/ сушилки для белья оптом в москве, купить сушилки для белья оптом в москве.
Galatasaray Football Club https://galatasaray.com.az latest news, fixtures, results, squad and player statistics. Club history, achievements, transfers and relevant information for fans.
Barcelona fan site https://barcelona.com.az/ with the latest news, match results, squads and statistics. Club history, trophies, transfers and resources for loyal fans of Catalan football.
UFC Baku fan site https://ufc-baku.com.az/ for fans of mixed martial arts. Tournament news, fighters, fight results, event announcements, analysis and everything related to the development of UFC in Baku and Azerbaijan.
Hello friends!
I came across a 153 helpful page that I think you should browse.
This resource is packed with a lot of useful information that you might find valuable.
It has everything you could possibly need, so be sure to give it a visit!
https://smallblog.org/everything-about-pesto-the-best-sauce/
Additionally remember not to forget, everyone, that a person constantly may in this publication find responses to address the most the absolute confusing queries. The authors made an effort — lay out the complete content using the most very easy-to-grasp way.
Education resources network – Well-organized content helps learners advance with minimal friction.
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha-2, ReCaptcha-3, Google, Solve Media, BitcoinFaucet, Steam, +12k
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captchas.com (antigate), rucaptcha.com, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
Прогноз курса доллара от internet-finans.ru. Ежедневная аналитика, актуальные котировки и экспертные мнения. Следите за изменениями валют, чтобы планировать обмен валют и инвестиции эффективно.
global organization global ideas that implements healthcare initiatives in the Asia-Pacific region. Working collaboratively with communities, practical improvements, innovative approaches, and sustainable development are key.
Rafa Silva https://rafa-silva.com.az/ is an attacking midfielder known for his dribbling, mobility, and ability to create chances. Learn more about his biography, club career, achievements, playing style, and key stats.
https://trade-mark.store/product-category/sidenya-dlya-unitaza/ сиденья для унитаза оптом в москве, купить сиденья для унитаза оптом в москве.
https://vc.ru/1925704 Где бесплатно накрутить подписчиков в Телеграм: 25 лучших сервисов в 2026 году (Твой новый ориентир)
clicktolearnandgrow.click – Found this today, content seems helpful and worth checking again.
Сайт города Одесса https://faine-misto.od.ua свежие новости, городские события, происшествия, культура, экономика и общественная жизнь. Актуальные обзоры, важная информация для жителей и гостей Одессы в удобном формате.
Сайт города Винница https://faine-misto.vinnica.ua свежие новости, городские события, происшествия, экономика, культура и общественная жизнь. Актуальные обзоры, важная информация для жителей и гостей города.
Новости Житомира https://faine-misto.zt.ua сегодня: события города, инфраструктура, транспорт, культура и социальная сфера. Обзоры, аналитика и оперативные обновления о жизни Житомира онлайн.
Online shop solution hub – Practical features and simple interface allow quick store management.
Накрутка друзей в ВК – ТОП-25 сервисов (2026)
Подробный разбор по ссылке https://vc.ru/1476344
https://trade-mark.store/product-category/kleenka-tkanevaya/ клеенка тканевая оптом в москве, клеенка тканевая купить оптом в москве, клеенка тканевая в рулонах оптом в москве, клеенка тканевая оптом со склада в москве.
Портал города Хмельницкий https://faine-misto.km.ua с новостями, событиями и обзорами. Всё о жизни города: решения местных властей, происшествия, экономика, культура и развитие региона.
Новости Львова https://faine-misto.lviv.ua сегодня: городские события, инфраструктура, транспорт, культура и социальная повестка. Обзоры, аналитика и оперативные обновления о жизни города онлайн.
Днепр онлайн https://faine-misto.dp.ua городской портал с актуальными новостями и событиями. Главные темы дня, общественная жизнь, городские изменения и полезная информация для горожан.
clarity link – The message is actionable, inspiring trust and forward motion.
Strategic enterprise network – Content is organized well, and alliance goals are clearly presented.
Автомобильный портал https://avtogid.in.ua с актуальной информацией об автомобилях. Новинки рынка, обзоры, тест-драйвы, характеристики, цены и практические рекомендации для ежедневного использования авто.
Новости Киева https://infosite.kyiv.ua события города, происшествия, экономика и общество. Актуальные обзоры, аналитика и оперативные материалы о том, что происходит в столице Украины сегодня.
познавательный блог https://zefirka.net.ua с интересными статьями о приметах, значении имен, толковании снов, традициях, праздниках, советах на каждый день.
Partnership development portal – The concept is well-presented, and browsing feels intuitive.
XEvil 6.0 automatically solve most kind of captchas,
Including such type of captchas: ReCaptcha-2, ReCaptcha-3, Google, Solve Media, BitcoinFaucet, Steam, +12k
+ hCaptcha, FC, ReCaptcha Enterprize now supported in new XEvil 6.0!
1.) Fast, easy, precisionly
XEvil is the fastest captcha killer in the world. Its has no solving limits, no threads number limits
2.) Several APIs support
XEvil supports more than 6 different, worldwide known API: 2captcha.com, anti-captcha (antigate), rucaptcha.com, DeathByCaptcha, etc.
just send your captcha via HTTP request, as you can send into any of that service – and XEvil will solve your captcha!
So, XEvil is compatible with hundreds of applications for SEO/SMM/password recovery/parsing/posting/clicking/cryptocurrency/etc.
3.) Useful support and manuals
After purchase, you got access to a private tech.support forum, Wiki, Skype/Telegram online support
Developers will train XEvil to your type of captcha for FREE and very fast – just send them examples
4.) How to get free trial use of XEvil full version?
– Try to search in Google “Home of XEvil”
– you will find IPs with opened port 80 of XEvil users (click on any IP to ensure)
– try to send your captcha via 2captcha API ino one of that IPs
– if you got BAD KEY error, just tru another IP
– enjoy! 🙂
– (its not work for hCaptcha!)
WARNING: Free XEvil DEMO does NOT support ReCaptcha, hCaptcha and most other types of captcha!
http://xrumersale.site/
Forward progress platform – The site feels polished and responds quickly when moving between pages.
Портал для пенсионеров https://pensioneram.in.ua Украины с полезными советами и актуальной информацией. Социальные выплаты, пенсии, льготы, здоровье, экономика и разъяснения сложных вопросов простым языком.
Объясняем сложные https://notatky.net.ua темы просто и понятно. Коротко, наглядно и по делу. Материалы для тех, кто хочет быстро разобраться в вопросах без профессионального жаргона и сложных определений.
Блог для мужчин https://u-kuma.com с полезными статьями и советами. Финансы, работа, здоровье, отношения и личная эффективность. Контент для тех, кто хочет разбираться в важных вещах и принимать взвешенные решения.
Полтава онлайн https://u-misti.poltava.ua городской портал с актуальными новостями и событиями. Главные темы дня, общественная жизнь, городские изменения и полезная информация для горожан.
Портал города https://u-misti.odesa.ua Одесса с новостями, событиями и обзорами. Всё о жизни города: решения властей, происшествия, экономика, спорт, культура и развитие региона.
Новости Житомира https://u-misti.zhitomir.ua сегодня: городские события, инфраструктура, транспорт, культура и социальная сфера. Оперативные обновления, обзоры и важная информация о жизни Житомира онлайн.
Organized strategy resource – Straightforward design with messaging that lands well.
Новости Хмельницкого https://u-misti.khmelnytskyi.ua сегодня на одном портале. Главные события города, решения властей, происшествия, социальная повестка и городская хроника. Быстро, понятно и по делу.
Львов онлайн https://u-misti.lviv.ua последние новости и городская хроника. Важные события, заявления официальных лиц, общественные темы и изменения в жизни одного из крупнейших городов Украины.
Новости Киева https://u-misti.kyiv.ua сегодня — актуальные события столицы, происшествия, политика, экономика и общественная жизнь. Оперативные обновления, важные решения властей и ключевые темы дня для жителей и гостей города.
Накрутка зрителей Твич – ТОП 21 сервисов для быстрого и качественного результата
Перейти к изучению условий предложения https://vc.ru/2041096
сравнение аккумуляторов кислотных гелеевых литиевых Важно помнить, что правильная зарядка Li-ion аккумуляторов является залогом их долгой и бесперебойной работы. Использование несовместимого зарядного устройства может привести к повреждению аккумулятора и сокращению его срока службы.
мобильные онлайн казино со слотами и бонусами
Винница онлайн https://u-misti.vinnica.ua последние новости и городская хроника. Главные события, заявления официальных лиц, общественные темы и изменения в жизни города в удобном формате.
Актуальные новости https://u-misti.chernivtsi.ua Черновцов на сегодня. Экономика, происшествия, культура, инфраструктура и социальные вопросы. Надёжные источники, регулярные обновления и важная информация для жителей города.
источник Городской досуг Мелитополя охватывает широкий спектр предложений: от культурных мероприятий до активного отдыха на природе. Развлечения для взрослых Мелитополь – это шанс отвлечься от повседневных забот и насладиться приятной компанией.
Краткий курс экономики и маркетинга для чайников – Часть 1
Ознакомьтесь с подробной информацией по ссылке: https://vc.ru/1658150
Concept exploration site – Navigation is simple and makes immediate sense.
нейросеть видео runway
Новости Днепра https://u-misti.dp.ua сегодня — актуальные события города, происшествия, экономика, политика и общественная жизнь. Оперативные обновления, важные решения властей и главные темы дня для жителей и гостей города.
Городской портал https://u-misti.cherkasy.ua Черкасс — свежие новости, события, происшествия, экономика и общественная жизнь. Актуальные обзоры, городская хроника и полезная информация для жителей и гостей города.
акб гелевый на зарядке выбирать литий Li-ion аккумуляторы, особенно литий-железо-фосфатные (LiFePO4), предлагают ряд преимуществ: высокую энергоемкость, длительный срок службы (большое количество циклов заряд-разряд), быстрый заряд и отсутствие эффекта памяти. Это позволяет повысить эффективность работы погрузчиков и складской техники. Однако, стоимость Li-ion аккумуляторов выше, чем у свинцово-кислотных.
25 лучших сервисов для бесплатной накрутки подписчиков в Instagram в 2026 году https://vc.ru/1871449
пинко скачать бесплатно https://pinco-install-casino.ru
melbet gratuit pour android melbet telecharger
Поставляем грунт https://organicgrunt.ru торф и чернозем с доставкой по Москве и Московской области. Подходит для посадок, благоустройства и озеленения. Качественные смеси, оперативная логистика и удобные условия для частных и коммерческих клиентов.
встречи для взрослых Мелитополь Личные объявления Мелитополь – это шанс найти новые знакомства и интересных людей для вечернего досуга. Выбирайте из множества анкет и предложений.
Professional development hub – The layout makes the content easy to understand.
Op zoek naar een casino? WinnItt biedt online gokkasten en live games. Het biedt snel inloggen, eenvoudige navigatie, moderne speloplossingen en stabiele prestaties op zowel computers als mobiele apparaten.
бонус код joycasino обзор joycasino
мощные промышленные литий ионные батареи для устройств электропривода Сравнение тяговых аккумуляторов для погрузчиков: кислотные, гелевые, литий-ионные. Кислотные аккумуляторы: * Преимущества: Низкая стоимость, простота конструкции. * Недостатки: Низкая энергоемкость, короткий срок службы, требуют обслуживания (доливка воды), выделяют вредные газы, чувствительны к глубокому разряду. Гелевые аккумуляторы: * Преимущества: Не требуют обслуживания, герметичны, меньше выделяют газы, чем кислотные. * Недостатки: Дороже кислотных, меньшая энергоемкость, чем у литий-ионных, чувствительны к перезаряду и глубокому разряду. Литий-ионные аккумуляторы: * Преимущества: Высокая энергоемкость, длительный срок службы (до 5 раз больше, чем у свинцово-кислотных), быстрая зарядка, не требуют обслуживания, экологически чистые. * Недостатки: Высокая стоимость, сложная электроника (BMS), требуют специального зарядного устройства.
придумать письмо ии
узнать больше Частные объявления Мелитополь – это личные объявления девушек, предлагающих услуги для взрослых и индивидуальные встречи. Ознакомьтесь с каталогом предложений и выберите то, что вам подходит.
telecharger l’application 1win telecharger 1win apk
тяговые литий ионные батареи купить Купить тяговый литий-ионный – значит инвестировать в экологически чистое и экономичное решение. Тяговый li-ion аккумулятор способствует снижению выбросов и уменьшению потребления электроэнергии, что положительно сказывается на окружающей среде и операционных затратах.
купить квартиру жк светский лес сочи купить
midnight quarry deals – Bold brand presence, fast access and an intuitive customer journey.
Next-idea discovery hub – A great space for learning while developing new concepts.
Накрутка подписчиков Инстаграм 2026 – 25 надежных сервисов на 2026 год https://vc.ru/1488282
Накрутка лайков YouTube – 20 топовых лайфхаков в 2026 году https://vc.ru/2337283
Жалюзи от производителя https://balkon-pavilion.ru изготовление, продажа и профессиональная установка. Большой выбор дизайнов, точные размеры, надёжная фурнитура и комфортный сервис для квартир и офисов.
Производим пластиковые https://zavod-dimax.ru окна и выполняем профессиональную установку. Качественные материалы, точные размеры, быстрый монтаж и гарантийное обслуживание для комфорта и уюта в помещении.
Изделия из пластмасс https://ftk-plastik.ru собственного производства. Продажа оптом и в розницу, широкий ассортимент, надёжные материалы и стабильные сроки. Выполняем заказы любой сложности по техническому заданию клиента.
Производство оборудования https://repaircom.ru с предварительной разработкой и адаптацией под требования клиента. Качественные материалы, точные расчёты, соблюдение сроков и техническая поддержка.
https://vc.ru/1845593, Накрутка подписчиков Твич – ТОП-25 сервисов (2026) Мой рейтинг
Szukasz kasyna? kasyno pl w Polsce: wybor najlepszych stron do gry. Licencjonowane platformy, popularne sloty i kasyna na zywo, wygodne metody platnosci, uczciwe warunki i aktualne oferty.
Grasz w kasynie? Kasyno pl w Polsce to najlepsze miejsca do gry w latach 2025–2026. Zaufane strony, sloty i gry na zywo, przejrzyste warunki, wygodne wplaty i wyplaty.
Ищешь блины для штанки? https://blin-na-shtangy.ru для эффективных силовых тренировок. Чугунные и резиновые диски, разные веса, долговечность и удобство использования. Решение для новичков и опытных спортсменов.
Content short aur to-the-point lagta hai. Gali aur Desawar ke result check karne ke liye Satta King par log visit karte hain. Interface bhi kaafi simple hai.
Накрутка реакций Телеграм: ТОП-25 лучших приложений и сервисов в 2026 году https://vc.ru/1307156
Производим торговую мебель https://woodmarket-for-business.ru для розничного бизнеса и сетевых магазинов. Функциональные конструкции, современный дизайн, точные размеры и полный цикл работ — от проекта до готового решения.
Оборудование для отопления https://thermostock.ru и водоснабжения: котлы, циркуляционные насосы, радиаторы, мембранные баки и комплектующие от ведущих производителей. Что вы получаете: сертифицированные товары, прозрачные цены, оперативную обработку заказа. Создайте комфортный микроклимат в доме — выбирайте профессионалов!
Нужен памятник? памятник уфа — гранитные и мраморные изделия. Индивидуальные проекты, точная обработка камня, оформление и монтаж. Надёжное качество и внимательное отношение к деталям.
Нужно авто? машины из китая под заказ поиск, проверка, оформление и доставка авто из разных стран. Прозрачные условия, помощь на всех этапах и сопровождение сделки до получения автомобиля.
Рефинансирование кредита в Казахстане помогает сократить расходы. Можно снизить процент или платеж. Онлайн подбор кредита упрощает поиск условий. Это актуально при нескольких займах. Финансовая нагрузка уменьшается: https://spisok-kreditov.ru/02_kredit-nalichnymi.html/
студия графического дизайна дизайн интерьеров ресторанов
EV charging stations supply electricity to recharge an electric car’s battery. They range from slow home chargers to fast public DC chargers that can refill most of a battery in under an hour, https://ev.motorwatt.com/ev-manufacturers/
Нужен памятник? купить памятник в уфе — гранитные и мраморные изделия. Индивидуальные проекты, точная обработка камня, оформление и монтаж. Надёжное качество и внимательное отношение к деталям.
Последние изменения: https://dzen.ru/a/aVN3LlifsUtYkmmz
Перекредитование в Казахстане подходит тем, у кого несколько активных займов. Все кредиты можно объединить в один. Это помогает снизить общий платеж. Онлайн подбор кредита упрощает поиск нового предложения. Финансовая нагрузка становится более предсказуемой: кредиты онлайн казахстан
Нужен проектор? projector24.ru большой выбор моделей для дома, офиса и бизнеса. Проекторы для кино, презентаций и обучения, официальная гарантия, консультации специалистов, гарантия качества и удобные условия покупки.
SUV electric vehicles are battery-powered SUVs that combine spacious interiors with long driving range and modern tech. They are ideal for families, road trips, and drivers who want versatility with low running costs https://ev.motorwatt.com/ev-database/database-electric-cars/
Кредиты онлайн в Казахстане подходят для разных категорий заемщиков. Доступны различные суммы и сроки. Онлайн подбор кредита упрощает сравнение условий. Решение принимается быстро. Деньги можно получить удобным способом: https://spisok-kreditov.ru/
Нужен проектор? projector24 большой выбор моделей для дома, офиса и бизнеса. Проекторы для кино, презентаций и обучения, официальная гарантия, консультации специалистов, гарантия качества и удобные условия покупки.
Philly roofing? Philadelphia roof repair new roof installation, leak repair, restoration, and maintenance of roofing systems. Experienced specialists, modern technologies, reliable materials, and a personalized approach to each project.
Hello folks!
I came across a 153 helpful page that I think you should explore.
This site is packed with a lot of useful information that you might find interesting.
It has everything you could possibly need, so be sure to give it a visit!
https://bitcios.com/five-simple-tips-on-how-to-overcome-anxiety/
Additionally don’t forget, folks, — you always may inside the publication discover responses to your most confusing queries. We made an effort — lay out all of the information using the extremely easy-to-grasp manner.
Проблемы с авто? ремонт электрики шкода спб диагностика, ремонт электрооборудования, блоков управления, освещения и систем запуска. Опыт, современное оборудование и точное определение неисправностей.
Celebrity World Care https://celebrityworldcare.com интернет-магазин профессиональной медицинской и натуральной косметики для ухода за кожей при ихтиозе, дерматитах, псориазе и других дерматологических состояниях. Сертифицированные средства с мочевиной, без отдушек и парабенов. Доставка по России.
WFCC Outdoor Portal – Practical and clear, the site emphasizes community-driven nature preservation.
Ideas Hub – Informative and user-friendly, resources make finding solutions easier.
Enterprise collaboration tools – Useful setup, the partnership strategies feel realistic.
enterprisebondplanning – Useful insights provided, made strategic enterprise bonding much simpler.
commercialgatewayportal – Quick and reliable platform, excellent for building professional connections.
квартиры от застройщика жк светский лес официальный сайт
лучшая химчистка обуви химчистка обуви
communitylinkup – Makes forming connections online straightforward and fun.
corporatehub – Very informative, helped me establish strong business ties.
Daily Meaningful Builds – Practical and uplifting, content inspires new creative directions.
methodfinder – Helpful workflow techniques, improved my overall productivity.
tasknavigator – Very useful guidance, allowed me to plan and prioritize effectively.
nextlevelshopping – Platform is efficient, made online shopping fast and stress-free.
OBDNet car hub – Clear and helpful, offers practical info for routine automotive care.
smartshopcenter – Shopping is simple here, navigation is smooth and checkout is quick.
efficient purchase guide – User-friendly interface made online purchases fast and stress-free.
planning optimization hub – Clear ideas that strengthened project planning and execution.
Learning journey starts here – Pleasant idea, the site gives off a supportive and positive learning atmosphere.
businessalliancenetwork – Excellent networking guidance, helped expand professional connections quickly.
entrepreneurtipsportal – Clear, actionable insights that made planning easier and more effective.
easybuyzone – Very flexible online shopping experience, made purchasing simple and efficient.
Joyful Life Tips – Friendly and approachable, advice supports building small habits for happiness.
smartpurchasezone – Useful recommendations, shopping online felt smooth and stress-free.
digitalshopnavigator – User-friendly platform, made online shopping fast and stress-free.
joint strategy guide – Useful recommendations that improved planning and alignment with partners.
actionablesolutions – Clear and implementable ideas, boosted productivity significantly.
The Gardens Community Portal – Peaceful and easy to read, neighborhood information is accessible.
enterprise alliance hub – The guidance feels dependable and helped improve professional connections.
partnership planning resource – Clear guidance that supported long-term collaboration and business growth.
onlineessentialsmart – Found everything I needed without hassle, very efficient today.
energyefficiencyclick – Straightforward guidance that is easy to apply and effective.
learnwithbusinessclick – Extremely practical resources, easy to understand and apply.
developfutureskills – Learning resources are helpful, accelerated the process of gaining essential skills.
bizlinkportal – Great platform for networking, made professional connections effortless and fast.
businessroadmapcenter – Excellent strategic guidance, made mapping business moves smooth and simple.
Digital Guide Hub – Helpful and easy to follow, content explains digital trends in simple terms.
business alliance tips – Useful strategies that improved our networking and collaboration plans.
savvyconsumerguide – Very practical guidance, helped simplify product selection efficiently.
Long-term business strategy – Cohesive message, the commitment to sustained partnerships comes across clearly.
retail tech guide – Smooth interface allows fast browsing and easy checkout.
directionadvisor – Very intuitive guidance, allowed quick and confident decision-making.
Hair removal clinic – Minimalist feel, service info is straightforward and booking is simple.
alliancesupportcenter – Clear guidance on partnerships, made organizing joint projects much simpler.
relationshiplinkcenter – Very useful site for networking, interface is simple yet effective.
explorebizinnovations – Very creative ideas, gave me a lot of inspiration for business projects.
alliancenetworktools – Practical features that improved communication and teamwork immediately.
quickbuyhub – Smooth checkout process, made online shopping simple and stress-free.
partnership planning hub – Clear strategies that helped structure corporate alliances efficiently.
Opportunity Insights – Engaging and helpful, resources make exploring options easy and fun.
shopcentralglobal – Easy to browse and purchase, platform works very well.
businesssystemshub – Advice is clear, practical, and highly trustworthy for new businesses.
trusted negotiation guide – Practical tips that made collaboration more reliable and secure.
7k casino подходит как для новых игроков так и для опытных пользователей. Простая регистрация облегчает старт. Игровая платформа не перегружена лишними элементами. Все внимание сосредоточено на игровом процессе. Управление интуитивно понятно: 7к казино регистрация
linkpro – Practical guidance, enhanced networking and relationship-building.
partnershipinsights – Useful strategies, helped us streamline partnership planning.
Padel Oviedo Portal – Concise and informative, updates are timely and player-friendly.
growthventureshub – Very practical advice, helped me plan potential business ventures effectively.
Corporate alliance network – Professional look, the concept aligns well with business growth goals.
Модульные дома https://modulndom.ru под ключ: быстрый монтаж, продуманные планировки и высокое качество сборки. Подходят для круглогодичного проживания, отличаются энергоэффективностью, надежностью и возможностью расширения.
growthandcareercenter – Guidance is practical and easy to follow, supported rapid skill improvement.
innovation discovery spot – Refreshing ideas that encouraged bold project exploration.
futuristicshophub – Shopping online was simple, interface looks modern and neat.
Learning Community – Engaging and helpful, users can learn while contributing ideas.
shoppingproglobal – Easy to use, platform made online buying very efficient.
longterminvestmenthub – Useful guides, really helped me understand commercial investment opportunities.
Сделать медсправку для прав https://med-spravki-msk.ru
learning insights page – Useful material that simplified complex topics and made learning fast.
enterpriseconnecthub – Practical insights that help establish reliable business partnerships.
growthstrategyhub – Clear steps outlined, made business planning much easier today.
Gardens AL Local Hub – Calm and organized, all neighborhood details are clear.
alliance strategy center – Practical insights that helped organize enterprise collaborations.
Специализированный коррекционно-речевой https://neyroangel.ru детский сад для детей с особенностями развития в Москве. Беремся за самые тяжелые случаи, от которых отказываются другие. Нейропсихолог, логопед, запуск речи. Государственная лицензия: Л035-01298-77/01604531 от 09.12.24
7k casino ориентировано на современный онлайн формат. Платформа поддерживает разные устройства. Игры работают корректно. Интерфейс остается удобным. Пользователь легко адаптируется: 7к казино регистрация
onlineeduhub – Lessons are practical and engaging, really improved my learning speed.
business foresight tips – Useful planning concepts that made future goals easier to outline.
trustedbuyportal – Very trustworthy site, found and purchased items easily.
Learn Daily – Clear and engaging, content guides users toward small but consistent improvements.
Therapy and massage page – Gentle presentation, the descriptions are comforting and informative.
alliancenavigator – Excellent insights for strengthening partnerships and improving growth.
worldwide business partnerships – Actionable tips that helped locate suitable partners globally.
Рэмси Диагностика: https://remsi-med.ru Сеть высокотехнологичных диагностических центров (МРТ, КТ). Точные исследования на оборудовании экспертного класса и качественная расшифровка снимков.
secure buying hub – The platform feels safe and the checkout experience was quick and stress free.
marketflow – Well-designed platform, made online shopping more enjoyable.
Handmade treasures – Carefully made, items feel authentic and thoughtfully designed.
Детский Доктор: https://kidsmedic.ru Специализированный медицинский центр для детей. Квалифицированная помощь педиатров и узких специалистов для здоровья вашего ребенка с первых дней жизни.
businessrelationshiphub – Guidance on professional connections is solid, made networking much easier today.
shopmaster – Very reliable, everything arrived just as described.
businesslinkup – Smooth experience connecting with like-minded professionals.
eco-friendly partnership page – Practical advice that guided building responsible and long-term partnerships.
reliableonlineshop – Very simple and fast, platform made buying products easy today.
Change Inspiration – Inspiring and practical, content helps users embrace improvement effectively.
Полесская ЦРБ: https://polesskcrb.ru Официальный портал центральной районной больницы Калининградской области. Информация об услугах, расписание врачей и важные новости здравоохранения для жителей региона.
trusted e-commerce hub – Purchasing felt safe and efficient with easy navigation.
globalbondshub – Clear and actionable advice, really simplifies complex information.
подключение проектора магазин проекторов в Москве
7k casino подходит как для новых игроков так и для опытных пользователей. Простая регистрация облегчает старт. Игровая платформа не перегружена лишними элементами. Все внимание сосредоточено на игровом процессе. Управление интуитивно понятно: 7k casino
Bath solutions platform – Clean presentation, each item is described clearly.
careerlearningtools – Excellent professional learning content, made acquiring new skills straightforward.
trustedworkbonding – Professional connections are stronger, platform makes collaboration effortless.
trustedcart – Secure interface, allowed me to buy items quickly and confidently.
Travel Textures Journal – Engaging and colorful, stories are visually striking and feel authentic.
enhanced shopping page – Streamlined experience made buying online simpler and faster.
АрсМед: https://arsmedclinic.ru Многопрофильная клиника, предлагающая широкий выбор медицинских услуг от диагностики до лечения. Современный подход и комфортные условия для пациентов всех возрастов.
networkgrowthhub – Actionable insights, strengthened business ties efficiently.
Creative Sparks – Bright and approachable, the site inspires new creative projects.
enterprise value alliance guide – Actionable ideas that promoted steady growth and long-term collaboration.
corpstreamline – Practical tools that improved team efficiency instantly.
strategicpartnershipnetwork – Platform offers solid alliance advice, made professional networking easier.
Mobihub позволяет управлять мобильными прокси для разных проектов. Мобильные IP подходят для чувствительных задач. Снижается вероятность блокировок. Высокая скорость поддерживает нагрузку. Это удобно для профессионального использования: заработок с помощью прокси
business insight hub – Useful ideas that made strategic choices faster and more accurate.
trusted bond platform – The platform supports secure and efficient investment handling.
dealsmartcenter – User-friendly platform, completed purchases quickly and easily.
FiatFive collector portal – Cheerful and curated, posts about vintage cars are easy to explore.
digitalshophub – Shopping online was effortless, found exactly what I needed in no time.
Creative Solutions Hub – Clear and engaging, content encourages innovative approaches to challenges.
Simple browsing experience – Pleasant and fast, the layout avoids clutter.
synergistic team hub – Clear strategies encouraged cooperation and better collective results.
Любишь азарт? ап икс официальный играть онлайн в популярные игры и режимы. Быстрый вход, удобная регистрация, стабильная работа платформы, понятный интерфейс и комфортные условия для игры в любое время на компьютере и мобильных устройствах.
Играешь в казино? ап икс сайт простой вход, удобная регистрация и доступ ко всем возможностям платформы. Стабильная работа, адаптация под разные устройства и комфортный пользовательский опыт.
business vision source – Helpful strategy notes that supported better future decisions.
careerplanningtools – Helped me confidently choose the next stage in my professional journey.
reliable deals platform – Deals were clearly listed and buying them was straightforward.
shoppinghub – Great deals, very simple and hassle-free checkout.
Cricket updates portal – Clear and informative, timelines are easy to understand.
alliancesframeworktips – Framework guidance is practical, improved planning for future collaborations.
Любишь азарт? https://t.me/ играть онлайн легко и удобно. Быстрый доступ к аккаунту, понятная навигация, корректная работа на любых устройствах и комфортный формат для пользователей.
9betcassino, eh? Gave it a spin and the casino games are pretty legit. Good selection and seemed fair. Might be my new go-to. 9betcassino
Gave 333win3 a shot earlier. Pretty decent overall experience. Nothing flashy, but solid. 333win3
Checked out ax888. Not a bad little site, the games loaded quickly and support seemed responsive. ax888
valuegrowthalliances – Platform is useful, gave actionable ideas for enterprise partnerships.
officeconnect – Clear and effective, made sharing ideas fast and simple.
H5 creative platform – Clean and appealing, encourages trying out more sections.
enterprise partnership hub – Useful guidance that improved collaboration planning.
smartbargainhub – Fast transactions, lots of quality deals available.
longtermalliancenetwork – Trusted resource that gave me practical ways to manage alliances.
двухкомнатная квартира жк светский лес сочи
trustframeworksolutions – Advice is useful and simple, really improved team workflow today.
7k casino позволяет начать игру сразу после регистрации. Процесс занимает несколько минут. Сайт работает стабильно. Игры загружаются быстро. Это удобно для новых пользователей: 7к казино сайт
shopcentralhub – Clear and responsive, platform makes shopping easy.
Play online puzzles https://www.forum-hausbau.de/index.php?topic=34955.0 anytime and train your logic and attention skills. Classic and themed puzzles, various sizes, simple gameplay, and comfortable play on computers and mobile devices.
химчистка обуви из нубука химчистка обуви цена
Muhammad Fulksher portfolio – Authentic feel, the personal projects are displayed clearly and professionally.
ecommercefocus – Streamlined experience, helped complete transactions with ease.
quickpurchaseportal – Easy-to-use interface that sped up my purchase.
7k casino предлагает удобную онлайн среду для игры. Все функции доступны через личный кабинет. Пользователь контролирует игровой процесс. Навигация проста. Это делает использование комфортным: 7k casino зеркало на сегодня
corporateunitycenter – Unity tools are practical, really improved cross-department communication.
collabnavigator – Helpful and easy to use, improved our international business planning.
easystoreonline – Simple navigation and dependable shipping every time.
networkingecosystemhub – Intuitive platform for professional networking, expanded my connections efficiently.
eduhive – Very helpful, made studying clear and approachable.
Discover the hauntingly beautiful story of Liesel Meminger by finding a digital version of this modern classic. If you are searching for The Book Thief PDF, you will unlock a narrative narrated by Death himself, set against the backdrop of World War II Germany and the power of words.
Control is maintained not by force, but by pleasure. The Brave New World PDF illustrates the efficiency of this soft totalitarianism. It is a crucial read for understanding how modern dictatorships might look in the future.
The act of reading becomes a form of resistance. specific examples are in The Book Thief PDF. It shows that keeping your mind free is the first step to freedom, a powerful message for readers in any era. https://thebookthiefpdf.site/ The Book Thief Example Of Letter To Her Mother Pdf
Discover the text that has shocked and fascinated readers for decades. The Brave New World PDF is a digital essential. Dive into the world of Ford, Soma, and the Savage, and see the future through Huxley’s eyes. https://bravenewworldpdf.site/ Brave New World Chapter 14 Pdf
7k casino подходит как для новых игроков так и для опытных пользователей. Простая регистрация облегчает старт. Игровая платформа не перегружена лишними элементами. Все внимание сосредоточено на игровом процессе. Управление интуитивно понятно: казино 7к
valuefinderstore – Found exactly what I needed and the deals were unbeatable.
learningpro – Insightful resources, made professional development easier.
If you are looking for a gift for a bookworm, recommend this. The Book Thief PDF is a thoughtful choice. It is a story that validates the obsession with reading, making it a favorite among bibliophiles everywhere. https://thebookthiefpdf.site/ Read The Book Thief Free Pdf
The description of the library in the mayor’s house is a dream. Visit it in The Book Thief PDF. It represents a sanctuary for Liesel, a place of peace in a world of war, beautifully rendered in the text.
The World State offers a life without fear, but it also lacks deep connection. If you are searching for the Brave New World PDF, you are likely ready to confront the uncomfortable truths Huxley presents. Allow this masterpiece to provoke your thoughts on what it truly means to be human.
partnershipwise – Helpful tips, improved unity and communication among team members.
Новые онлайн казино – рейтинг и ТОП лучших сайтов для игры на деньги
Актуальный рейтинг новых онлайн казино. ТОП лучших сайтов для игры на реальные деньги: лицензия, честные условия, быстрый вывод средств и бонусы для игроков.
Новые онлайн казино – это игровые платформы, которые относительно недавно вышли на рынок и начали принимать игроков. Чаще всего речь идёт о проектах, запущенных в последние один-два года. Они активно развиваются, внедряют свежие технологии и стараются предложить условия, которые выгодно отличают их от более старых брендов.
Как формируются новые казино
Создание нового казино начинается с выбора лицензии, программного обеспечения и платёжных решений. После этого формируется бонусная политика, подбираются игровые провайдеры и настраиваются системы безопасности. Большинство новых казино ориентируются на международную аудиторию и сразу запускаются как онлайн-площадки с поддержкой разных валют и способов оплаты.
Рынок новых онлайн казино меняется достаточно быстро. Одни проекты активно развиваются, расширяют выбор игр и улучшают условия для игроков, другие, наоборот, теряют доверие из-за задержек выплат или непрозрачных правил. Поэтому рейтинг новых казино не может быть статичным – он должен регулярно пересматриваться и обновляться.
При составлении рейтинга учитываются только актуальные данные. Проверяется работа сайта, доступность платёжных систем, корректность бонусных условий и общее качество сервиса. Такой подход позволяет выделять действительно надёжные новые онлайн казино и исключать площадки, которые не соответствуют заявленным требованиям.
Почему важно выбирать казино из рейтинга
Игроки, которые ориентируются на рейтинг новых онлайн казино, значительно снижают риски. Проверенные площадки уже прошли базовую оценку и соответствуют минимальным стандартам безопасности. Это особенно важно, когда речь идёт о новых казино, у которых ещё нет длительной истории работы.
Выбор казино из рейтинга позволяет сэкономить время на самостоятельный анализ и сразу перейти к игре на подходящей платформе. Кроме того, такие площадки чаще предлагают стабильные выплаты и честные условия.
ТОП новых онлайн казино
Это делает новые площадки привлекательными как для опытных игроков, так и для тех, кто только начинает знакомство с онлайн-казино.
Новые онлайн казино с хорошей отдачей
Современные новые онлайн казино используют защищённые протоколы передачи данных и сотрудничают с надёжными платёжными системами. Это снижает риск утечки информации и обеспечивает безопасность транзакций.
Новые онлайн казино с лицензией
Наличие лицензии – один из ключевых факторов при выборе нового онлайн казино. Даже если проект появился совсем недавно, лицензирование говорит о том, что площадка обязуется соблюдать определённые правила и стандарты. Для игрока это означает более высокий уровень защиты и прозрачности.
Новые казино чаще всего получают международные лицензии, которые позволяют работать с широкой аудиторией. При этом сама лицензия – не формальность, а инструмент контроля со стороны регулятора.
Какие лицензии встречаются у новых казино
У новых онлайн казино казино новые чаще всего можно встретить следующие типы лицензий:
• лицензия Curacao – самый распространённый вариант для новых проектов
• европейские лицензии (например, MGA) – встречаются реже, но считаются более строгими
• офшорные лицензии – используются для работы с международным трафиком
Каждая из них накладывает определённые обязательства на оператора и влияет на уровень доверия со стороны игроков.
premiumdigitalmarket – Easy navigation and simple process for high-quality digital purchases.
The blinding light of the Algerian coast is almost a character itself in The Stranger. It pushes Meursault toward a destiny he never planned. Albert Camus writes with a detachment that mirrors his protagonist’s worldview. For those seeking The Stranger PDF online to analyze the imagery and symbolism, the text offers a masterclass in atmospheric writing. The novel is short, but its impact is massive, leaving readers with lingering questions about fate, free will, and the constructs of society. https://thestrangerpdf.site/ The Stranger Multiple Choice Test Pdf
Hello !!
I came across a 154 awesome platform that I think you should visit.
This platform is packed with a lot of useful information that you might find helpful.
It has everything you could possibly need, so be sure to give it a visit!
https://www.funkkopfhoerer-test.com/kopfhoerer-sicher-musik-hoeren-und-telefonieren/
Additionally don’t neglect, everyone, which you always may in this particular article locate responses to address your the very confusing inquiries. The authors attempted — lay out all of the information using the most very understandable manner.
smartbizpath – Insightful and easy to follow, guided my planning efficiently.
Joseph Conrad was a master of the English language, despite it being his third language. His vocabulary and sentence structure in this novella are rich and evocative. The story of the ivory trade is elevated to a mythic struggle between good and evil, or perhaps between two different kinds of evil. A Heart of Darkness PDF is a useful tool for anyone wanting to improve their reading comprehension or study the mechanics of great writing. The book is a testament to the power of language to explore the deepest recesses of the mind. https://heartofdarknesspdf.site/ Heart Of Darkness Book Pdf
Why does the pearl turn gray at the end of the story? This transformation is a popular topic for literary essays. Initially, the pearl is luminous and full of promise, but as Kino’s soul darkens with violence, the pearl reflects his inner state. It becomes a “gray, ulcerous” thing. To fully grasp this symbolism, reading the text closely is required. Many readers opt for the pearl pdf to have the text available on tablets or laptops for annotation. The physical change in the pearl mirrors the psychological change in Kino, proving that value is subjective and often illusory. https://thepearlpdf.site/ The Pearl Chapter 2 Questions And Answers Pdf
digitalstoreclick – Reliable platform with high-quality products and easy buying.
Hi to all, how is everything, I think every one is getting more from this web page, and your views are nice in support of new viewers.
регистрация RioBet
промышленный кабель с ПВХ изоляцией https://telegra.ph/Nyuansy-vybora-kabelya-s-PVH-izolyaciej-01-26
The character of the Doctor represents the embodiment of colonial greed and racial prejudice. He refuses to treat the baby Coyotito when the family is poor, only to feign concern once he learns of Kino’s great discovery. This social commentary is a critical aspect of the book. Readers interested in post-colonial studies often look for the pearl pdf to analyze the interactions between the indigenous people and the settlers of European descent. Steinbeck exposes the hypocrisy of the upper class, showing how “civilization” can often be more savage than the natural world. The Doctor’s manipulation of Kino is a key plot point that drives the tragedy forward. https://thepearlpdf.site/ Read The Pearl Pdf
For those interested in post-colonial studies, this text is the starting point. Achebe famously criticized it, while others defend it as a product of its time. To engage in this debate, you need to know the text inside out. A Heart of Darkness PDF is the most accessible way to do this. You can search for the specific passages that are the subject of controversy. The book is a lightning rod for critical discussion, a text that forces us to grapple with the legacy of racism and imperialism. https://heartofdarknesspdf.site/ Heart Of Darkness Joesph Conrad Pdf
Why did Meursault shoot? He says it was because of the sun. The Stranger by Albert Camus accepts this absurd explanation as the truth. The novel challenges the reader to accept a world without rational cause and effect. If you are searching for The Stranger PDF, you are preparing to read a book that defies logic. It is a liberating and terrifying exploration of the human psyche. https://thestrangerpdf.site/ The Stranger Chapter 3 Pdf
The contrast between the intended nobility of the colonial mission and its sordid reality is the engine of the plot. Kurtz writes a report on “The Suppression of Savage Customs” that ends with the scrawled note: “Exterminate all the brutes!” This contradiction is the heart of the book. A Heart of Darkness PDF is the best way to study these textual details. The novella is a scathing satire of European pretensions and a deep psychological study of a man who has lost his way.
In the world of classic American literature, few stories are as compact and powerful as the tale of the pearl diver Kino. Set against the backdrop of the Gulf of Mexico, the narrative explores the primitive struggle for survival against the sophisticated cruelty of civilized society. When you read the full text, often available as the pearl pdf for educational purposes, you witness the transformation of a man who tries to fight against fate. The pearl itself acts as a mirror, reflecting the dreams and sins of those who gaze upon it. Steinbeck’s writing style is simple yet incredibly potent, making every page resonate with the tension of impending doom.
Exploring the Civil War era through the eyes of the women left behind provides a unique and important historical perspective. Alcott draws on her own experiences to create a vivid picture of the time. For history buffs and literature lovers, the novel is a treasure trove. Acquiring a Little Women PDF is an efficient way to study the text. You can carry the massive novel in your pocket, ready to read whenever you have a moment of downtime. It bridges the gap between the historical setting of the book and the modern reader’s lifestyle.
The role of religion and superstition in the novella adds another layer of complexity. Kino and Juana balance their Catholic faith with ancient beliefs, praying to both God and the old gods for luck. This syncretism is depicted with respect but also shows the desperation of the characters. If you are exploring the cultural context of the story, searching for the pearl pdf can help you locate passages detailing their prayers and rituals. It highlights the uncertainty of their lives, where survival depends as much on luck and faith as it does on skill and hard work.
The journey upriver is a metaphor for the journey back to the beginnings of time. Marlow feels as though he is traveling through a prehistoric earth. This sense of timelessness is central to the novel’s atmosphere. If you are looking to study this effect, a Heart of Darkness PDF is a great resource. It allows for quick reference to the specific passages where Conrad describes the overwhelming power of the jungle. The book remains a vital critique of the colonial mindset and a profound exploration of existential dread.
люстра на потолок деревянная люстра
мужские костюмы цвета классический костюм мужской спб
Hello everyone!
I came across a 154 useful tool that I think you should explore.
This platform is packed with a lot of useful information that you might find helpful.
It has everything you could possibly need, so be sure to give it a visit!
https://beautytipswap.com/22bet-login-and-account-issues/
Furthermore remember not to overlook, folks, — one at all times may inside this particular piece locate responses to address your the absolute complicated inquiries. We made an effort — present all information using the most very easy-to-grasp way.
One of the most tragic figures in the book is Coyotito, the innocent baby who becomes the catalyst for the entire plot. He is the victim of the scorpion, the reason for the pearl hunt, and ultimately the sacrifice paid for Kino’s ambition. Discussions around the text often focus on the vulnerability of innocence in a corrupt world. Accessing the pearl pdf allows readers to trace the timeline of Coyotito’s condition, from the swelling of the sting to the final, heartbreaking shot in the mountains. His fate serves as the ultimate punishment for Kino’s attempt to overreach his destiny.
Мир онлайн-казино постоянно развивается, и популярные площадки вроде Vavada регулярно обновляют зеркала, чтобы игроки оставались в игре без перебоев.
Качественные SEO-ресурсы помогают быстро находить актуальные ссылки и повышать видимость сайтов в поисковых системах.
Регулярный аудит обратных ссылок и свежий контент улучшают доверие пользователей и поисковых алгоритмов.
Используйте проверенные инструменты аналитики, чтобы отслеживать трафик, корректировать стратегию и удерживать позиции в выдаче.
Подробности и полезные материалы ждут здесь: https://primeseo.xyz.
Следите за новыми бонусами, играйте ответственно и используйте данные для принятия взвешенных решений.
Ultimately, this is a story about love in all its forms: romantic, platonic, and familial. It reminds us that love is the greatest wealth of all. To be reminded of this beautiful truth, read the story of the March family. A Little Women PDF is a simple way to bring this message into your life. Download it, read it, and let the love of the March sisters warm your heart.
Albert Camus does not offer redemption in The Stranger. He offers clarity. The novel forces the reader to confront the absurdity of the human condition without the crutch of religion or societal norms. If you are looking for The Stranger PDF to explore these heavy themes, the text is surprisingly accessible. Meursault’s voice is direct and unadorned, making the philosophical impact even stronger.
John Steinbeck’s novella tells the haunting story of Kino, a poor pearl diver who discovers a magnificent gem that promises to change his life forever. Instead of wealth and happiness, the “Pearl of the World” brings out the darkest greed in his neighbors and the town’s doctor. For students and literature enthusiasts wanting to explore this parable of human nature, finding a text version is often the first step to analyzing its rich symbolism. The story masterfully weaves themes of family, destiny, and the destructive nature of materialism. Reading the pearl pdf format allows for a close examination of Steinbeck’s evocative descriptions of the Baja coast and the tragic sequence of events that befall Kino’s family.
Подбор кредита в Казахстане упрощает поиск выгодных условий. Можно сравнить процентные ставки и сроки погашения. Это особенно удобно при наличии нескольких предложений. Онлайн сервисы помогают оценить реальную нагрузку. Такой подход снижает риск ошибок при оформлении – взять кредит наличными
Hi, I think your website might be having browser compatibility issues. When I look at your blog site in Firefox, it looks fine but when opening in Internet Explorer, it has some overlapping. I just wanted to give you a quick heads up! Other then that, fantastic blog!
https://vpl.in.ua/kriptoobminnik-u-lvovi-yak-bezpechno-ta-vigidno-obminyati-tsifrovi-aktivi-z-coinsbar/
Монтаж бронированного кабеля
Please let me know if you’re looking for a article author for your weblog. You have some really good posts and I think I would be a good asset. If you ever want to take some of the load off, I’d really like to write some material for your blog in exchange for a link back to mine. Please blast me an email if interested. Thanks!
https://lp.vainorh.com.br/index.php/2026/01/27/pourquoi-les-codes-gratuits-non-officiels-sont-dangereux/
мужские костюмы цвета классический костюм двойка мужской
Ashley Winstead’s This Book Will Bury Me is a mirror. It is a book that reflects. The epub version is the glass. See yourself in the text. The story is reflective. It is a book that will bury you in its image. If you want a digital book that shows, this is it. Get the epub and look. https://thisbookwillburymeepub.site/ This Book Will Bury Me: A Novel
Shield of Sparrows by Devney Perry is the book everyone is talking about. If you prefer a digital library, the epub format is the perfect way to acquire this title. It is lightweight, portable, and easy to navigate. Perry’s latest work is a beautiful exploration of love and life, perfect for fans of contemporary romance. The digital version ensures you can read in any lighting condition, making it perfect for bedtime reading. Add this essential romance to your device and enjoy the journey Perry has created. https://shieldofsparrowsepub.site/ Who Does Odessa End Up With In Shield Of Sparrows
Электромонтажные работы https://electric-top.ru в Москве и области. Круглосуточный выезд электриков. Гарантия на работу. Аварийный электрик.
7k casino предлагает удобную онлайн среду для игры. Все функции доступны через личный кабинет. Пользователь контролирует игровой процесс. Навигация проста. Это делает использование комфортным: 7k casino сайт регистрация
Experience the grandeur of Great Big Beautiful Life. Emily Henry writes a story that is epic in scope. The epub format allows you to hold this epic in your hand. It is a great, big, magnificent story. The narrative is beautiful and vast. This is a life story that is larger than life. Download the ebook and witness the greatness. https://greatbigbeautifullifeepub.site/ Great Big Beautiful Life Emily Henry Uk
This Book Will Bury Me is a novel that refuses to be ignored. Ashley Winstead has written a story that demands to be read. The epub version is the most convenient way to access this incredible work. It allows you to carry the book with you wherever you go. The plot is intricate and the characters are fascinating. It is a book that will keep you thinking long after you finish it. Download the digital copy and experience the power of Winstead’s writing. https://thisbookwillburymeepub.site/ Ashley Winstead This Book Will Bury Me Tour
From the outside, Shay looks like the perfect wife, but inside, she is a warrior preparing for battle. The death of her childhood friend forces her to team up with a true-crime podcaster. This dynamic duo drives the plot of this intense novel. Securing the The Last Housewife epub ensures you can read this fast-paced story anywhere. It is a dark, twisting journey into the heart of a misogynistic cult in upstate New York. Winstead’s writing is sharp and unyielding, making this a standout title in the psychological thriller genre. https://thelasthousewifeepub.site/ Ashley Winstead Books
пылесос дайсон v15 купить в спб pylesos-dn-6.ru .
пылесосы dyson pylesos-dn-7.ru .
коррозия у авто? Антикор сервис «ЗАЩИТА» эффективная защита от влаги, соли и реагентов. Комплексная обработка кузова и днища, качественные составы и надёжный результат для новых и подержанных авто.
вертикальный пылесос дайсон купить спб dn-pylesos-3.ru .
Наткнулся на отличный обзор инновационной кухонной техники. Речь о варочных панелях Elica NikolaTesla со встроенной вытяжкой. Очень подробный разбор характеристик и преимуществ для современной кухни. Рекомендую почитать всем, кто планирует ремонт или обновление техники. Подробности по ссылке в источнике.
Бизнес Online обзор техники
светотехника и кабели для подсветки фасада дома
дайсон пылесос дайсон пылесос .
дайсон пылесос купить pylesos-dn-6.ru .
сервис дайсон в спб pylesos-dn-7.ru .
Коррозия на авто? антикор днища автомобиля в спб мы используем передовые шведские материалы Mercasol и Noxudol для качественной защиты днища и скрытых полостей кузова. На все работы предоставляется гарантия сроком 8 лет, а цены остаются доступными благодаря прямым поставкам материалов от производителя.
This Book Will Bury Me is a story of survival and strength. Ashley Winstead writes with a powerful voice. The epub version is the perfect way to hear it. It is clear, crisp, and accessible. The story is inspiring and thrilling. It is a book that will bury you in its message. If you are looking for a digital book that uplifts while it thrills, this is the one. Get the epub and be inspired.
ремонт пылесоса дайсон в спб pylesos-dn-6.ru .
пылесосы дайсон спб pylesos-dn-7.ru .
Планируете мероприятие? тимбилдинг с нейросетями уникальные интерактивные форматы с нейросетями для бизнеса. Мы разрабатываем корпоративные мероприятия под ключ — будь то тимбилдинги, обучающие мастер?классы или иные активности с ИИ, — с учётом ваших целей. Работаем в Москве, Санкт?Петербурге и регионах. AI?Event специализируется на организации корпоративных мероприятий с применением технологий искусственного интеллекта.
To truly master German, you need to move beyond the textbook. You need to see how the language lives and breathes. While a short stories in German PDF can be a snapshot, a graded reader is a gallery. You get a comprehensive view of how German is used to narrate, describe, and dialogue. The controlled vocabulary ensures that you are learning the most useful words first. This efficiency is key for adult learners who have limited time. Make every minute of your study count by reading content that is optimized for acquisition. https://shortstoriesingermanpdf.site/ Short Stories In German Pdf
Украшения для пирсинга https://piercing-opt.ru купить оптом украшения для пирсинга. Напрямую от производителя, выгодные цены, доставка. Отличное качество.
пылесос дайсон спб pylesos-dn-7.ru .
dyson v15 спб pylesos-dn-6.ru .
If you are tired of the same old romance novels, try Better Than the Prom. It feels fresh and original. If you are searching for the PDF, you are looking for something different. The book subverts expectations and surprises the reader. It is a creative, innovative take on the genre. https://betterthantheprompdf.site/ Better Than The Prom Pdf Download Free
Монтаж термоустойчивых кабелей https://telegra.ph/Termoustojchivyj-kabel-dlya-doma-i-bani-sovety-ehksperta-po-montazhu-01-26
Ищешь сокращатель сылок? https://l1l.kz надежный сокращатель ссылок в Казахстане, рекомендуем заглянуть на сайт, где весь функционал доступен бесплатно и без регистрации
Противопожарные двери https://bastion52.ru купить для защиты помещений от огня и дыма. Большой выбор моделей, классы огнестойкости EI30, EI60, EI90, качественная фурнитура и соответствие действующим стандартам.
Découvrez le combat d’un homme seul contre tous, ou presque. Ce livre est un cri de révolte. La version epub du journal d’un prisonnier permet de plonger dans ce récit fascinant. Nicolas Sarkozy y parle de son honneur, de sa famille et de son pays. C’est une lecture qui ne laisse personne indifférent, tant la voix de l’auteur est puissante.
“Le Boyfriend” est un piège littéraire dont on ne veut pas sortir. Freida McFadden capture son lecteur dès la première page de ce thriller haletant. Si vous cherchez un epub de qualité, ce livre est fait pour vous. L’intrigue est intelligente, surprenante et très bien construite. Vous serez tenu en haleine par les secrets qui entourent ce couple en apparence idéal. Une lecture numérique qui vous fera frissonner de plaisir.
Нужны цветы? хризантема купить цветы закажите цветы с доставкой на дом или в офис. Большой выбор букетов, свежие цветы, стильное оформление и точная доставка. Подойдёт для праздников, сюрпризов и важных событий.
dyson магазин в спб pylesos-dn-7.ru .
пылесос дайсон pylesos-dn-6.ru .
O’zbekiston uchun https://uzresearch.uz iqtisodiyot, moliya, ijtimoiy jarayonlar, bozorlar va mintaqaviy rivojlanish kabi asosiy sohalarda tadqiqotlar olib boradigan analitik platforma. Strukturaviy ma’lumotlar va professional tahlil.
Savdo va biznes https://infinitytrade.uz uchun xalqaro platforma. Bozor tahlili, xalqaro savdo, eksport va import, logistika, moliya va biznes yangiliklari. Tadbirkorlar va kompaniyalar uchun foydali materiallar, sharhlar va ma’lumotlar.
Ijtimoiy rivojlanish https://ijtimoiy.uz va jamoat hayoti uchun portal. Yangiliklar, tahlillar, tashabbuslar, loyihalar va ekspert fikrlari. Ijtimoiy jarayonlar, fuqarolik ishtiroki, ta’lim va jamiyatni rivojlantirish bo’yicha materiallar.
Les secrets tuent dans “Le Boyfriend”, et personne n’est à l’abri. Freida McFadden tisse une intrigue complexe où chaque révélation est un choc. Ce thriller est disponible en format epub pour ceux qui préfèrent la lecture électronique. L’histoire est immersive, angoissante et brillamment écrite. C’est le livre parfait pour s’évader dans un monde de mystère. Ne passez pas à côté de cette pépite littéraire.
Foydali maslahatlar https://grillades.uz va g’oyalar bilan panjara va barbekyu haqida loyiha. Retseptlar, panjara qilish texnikasi va jihozlar va aksessuarlarni tanlash. Mukammal ta’m va muvaffaqiyatli ochiq havoda uchrashuvlar uchun hamma narsa.
Qurilish materiallari https://emtb.uz turar-joy va sanoat qurilishi uchun beton va temir-beton. Poydevorlar, pollar va inshootlar uchun ishonchli yechimlar, standartlarga muvofiqlik, izchil sifat va loyihaga xos yetkazib berish.
Découvrez les dessous de l’affaire avec ce livre écrit à la première personne. Nicolas Sarkozy ne se dérobe pas et affronte ses accusateurs par l’écrit. L’option epub pour lire le journal d’un prisonnier est pratique et rapide. L’ouvrage est riche en révélations et en moments d’introspection. C’est le portrait d’un homme face à son destin, refusant de baisser les bras malgré la pression immense.
Don’t let the fear of the unknown stop you. You might hesitate to download a short stories in German PDF because you think it will be too hard. This book removes that fear. It is designed for you. It expects you to be a beginner. It holds your hand through the difficult parts with glossaries and summaries. You are safe here. Take the leap and start reading.
BlackSprut marketplace сайт
bs2best at
Ijtimoiy jarayonlar https://qqatx.uz va jamiyat taraqqiyoti bo’yicha onlayn axborot platformasi. Tegishli materiallar, tahliliy sharhlar, tadqiqotlar va murakkab mavzularning tushuntirishlari aniq va tuzilgan formatda.
Любишь азарт? kometa casino зеркало сегодня современные слоты, live-форматы, понятные правила и удобный доступ с ПК и смартфонов. Играйте онлайн в удобное время.
https://mhp.ooo/
BlackSprut marketplace сайт
bs2best at
https://mhp.ooo/
Играешь в казино? ап икс Слоты, рулетка, покер и live-дилеры, простой интерфейс, стабильная работа сайта и возможность играть онлайн без сложных настроек.
Un capolavoro che ti farà riconsiderare il concetto di amicizia. Una vita come tante è disponibile per la lettura digitale in PDF o ePub. La storia si snoda attraverso decenni di vita a New York, raccontando successi e fallimenti, amori e perdite. La comodità del formato elettronico ti accompagnerà in questa lettura lunga e appagante. Scopri la prosa cristallina di Hanya Yanagihara e lasciati emozionare da una storia che ha toccato il cuore di milioni di persone in tutto il mondo. https://unavitacometantepdf.site/ Una Vita Come Tante Tegamini
Лучшее казино ап икс казино играйте в слоты и live-казино без лишних сложностей. Простой вход, удобный интерфейс, стабильная платформа и широкий выбор игр для отдыха и развлечения.
Se vuoi leggere un libro che ti cambi dentro, scegli Una vita come tante. La versione PDF o eBook ti offre la possibilità di avere sempre con te questa storia straordinaria. Hanya Yanagihara racconta la vita di quattro amici con una sensibilità unica, toccando temi difficili con coraggio. Il formato digitale rende accessibile e portatile un’opera di grande respiro. Lasciati catturare dalla magia di questa narrazione e preparati a vivere emozioni fortissime insieme a Jude e ai suoi compagni. https://unavitacometantepdf.site/ Una Vita Come Tante Libro Riassunto
Le ombre del passato si allungano sul presente in “L’ultimo segreto”. Robert Langdon è costretto a confrontarsi con una verità scomoda. La scelta del pdf è perfetta per chi vuole leggere ovunque. La trama è ben costruita e piena di sorprese. Se ami i thriller storici, questo libro diventerà presto uno dei tuoi preferiti. https://lultimosegretopdf.site/ Dan Brown L’ultimo Segreto Pdf
L’ultimo viaggio nel Novecento si compie con I giorni dell’eternità. Ken Follett ci regala un romanzo che è un concentrato di vita vera. Scegliere l’epub significa voler vivere questa esperienza con la massima comodità. Il formato digitale rende la lettura scorrevole e accessibile ovunque. Preparatevi a salutare i personaggi che avete amato in un finale degno di una grande saga, disponibile ora in versione elettronica. https://igiornidelleternitaepub.site/ I Giorni Dell’eternità Pdf Download
https://mhp.ooo/
Hi colleagues, fastidious article and pleasant arguments commented here, I am really enjoying by these.
зеркало банда казино
краби какие пляжи краби типа резорт
Quando si parla di educazione sentimentale, pochi libri riescono a essere efficaci quanto questo breve romanzo illustrato, che utilizza un linguaggio fiabesco per trattare temi di enorme complessità filosofica ed esistenziale. Insegnanti e genitori spesso utilizzano versioni digitali o cercano il piccolo principe pdf per condividere con i più giovani le avventure del protagonista, ma finiscono per essere loro stessi i primi a commuoversi e a imparare. La distinzione tra i “grandi” che amano le cifre e i bambini che capiscono la bellezza del mondo è un monito costante a non lasciarsi inaridire dalle preoccupazioni materiali della vita adulta.
Perché Jude non riesce a essere felice? La risposta è nascosta nelle pagine di Una vita come tante. Se cerchi il PDF di questo libro, stai per scoprire un passato terrificante e un presente fatto di tentativi di guarigione. La versione elettronica ti permette di sottolineare e conservare i passaggi più lirici e devastanti scritti da Hanya Yanagihara. È un libro che richiede forza, ma che regala una comprensione profonda dell’animo umano. Scegli il formato digitale per avere sempre con te questa testimonianza potente di amicizia e resilienza.
Ставки на спорт Хоккей КХЛ – это российский хоккей во всей его красе, лига, объединяющая лучшие клубы страны и ближнего зарубежья. Это звездные игроки, бескомпромиссная борьба и непредсказуемые результаты. Ставки на КХЛ – это поддержка отечественного хоккея и возможность заработать на своих знаниях.
Новости России На линии соприкосновения сохраняется напряженная обстановка. Обе стороны фиксируют нарушения режима прекращения огня. Продолжаются переговоры о деэскалации конфликта и соблюдении Минских соглашений. Особое внимание уделяется обеспечению безопасности гражданского населения.
Играешь в казино? up x казино Слоты, рулетка, покер и live-дилеры, простой интерфейс, стабильная работа сайта и возможность играть онлайн без сложных настроек.
Фонбет Хоккей НХЛ – это мировой стандарт хоккея, где играют самые талантливые.
Лучшее казино ап икс официальный играйте в слоты и live-казино без лишних сложностей. Простой вход, удобный интерфейс, стабильная платформа и широкий выбор игр для отдыха и развлечения.
Новости Мира С линии фронта поступают сообщения об увеличении гуманитарной помощи населению освобожденных территорий. Российские волонтеры доставляют продукты питания, медикаменты и предметы первой необходимости. Организуются пункты временного размещения для беженцев.
Avia Masters de BGaming es un juego crash con RTP del 97% donde apuestas desde 0,10€ hasta 1.000€, controlas la velocidad de vuelo de un avion que recoge multiplicadores (hasta x250) mientras evita cohetes que reducen ganancias a la mitad, con el objetivo de aterrizar exitosamente en un portaaviones para cobrar el premio acumulado
https://feg.org.es/
Non c’è nulla di ordinario in Una vita come tante, nonostante il titolo. È una storia straordinaria di sopravvivenza. Cercare il PDF o l’eBook significa voler accedere subito a questo mondo narrativo unico. Hanya Yanagihara dipinge un affresco di New York e dell’amicizia maschile che è allo stesso tempo tenero e terribile. Leggere in formato digitale ti consente di gestire al meglio la lettura di un’opera così vasta e profonda. Unisciti a chi ha già scoperto la bellezza devastante di questo libro e inizia oggi stesso la tua lettura.
Un mistero avvolto nell’oscurità attende di essere svelato in “L’ultimo segreto”. Robert Langdon è pronto a tutto per scoprire la verità. Scaricare il pdf è il primo passo per entrare in questo mondo affascinante. La storia è ricca di dettagli e colpi di scena che ti lasceranno senza fiato. Se cerchi un thriller di qualità, questa è la scelta migliore.
Avia Masters de BGaming es un juego crash con RTP del 97% donde apuestas desde 0,10€ hasta 1.000€, controlas la velocidad de vuelo de un avion que recoge multiplicadores (hasta x250) mientras evita cohetes que reducen ganancias a la mitad, con el objetivo de aterrizar exitosamente en un portaaviones para cobrar el premio acumulado
https://feg.org.es/
Immaginate di poter viaggiare dagli Stati Uniti alla Russia, passando per l’Europa divisa, semplicemente sfiorando lo schermo del vostro tablet o e-reader. Questo è il vantaggio di affrontare la lettura di un’opera monumentale come il terzo volume della Century Trilogy in formato digitale. La narrazione di Ken Follett in I giorni dell’eternità vi terrà incollati dalla prima all’ultima riga, raccontando le sfide di una generazione che ha combattuto per la libertà e l’uguaglianza. Cercando il file epub di questo romanzo, vi garantirete ore di intrattenimento di altissima qualità, scoprendo come le vite dei protagonisti si intreccino con eventi storici cruciali come la crisi dei missili di Cuba e le rivolte studentesche del sessantotto.
Avia Masters de BGaming es un juego crash con RTP del 97% donde apuestas desde 0,10€ hasta 1.000€, controlas la velocidad de vuelo de un avion que recoge multiplicadores (hasta x250) mientras evita cohetes que reducen ganancias a la mitad, con el objetivo de aterrizar exitosamente en un portaaviones para cobrar el premio acumulado
avia masters x-mas
When the lights go out, the real story begins. Parsons Manor is a character in its own right, breathing life into a story of murder and obsession. The search for the Haunting Adeline PDF is a common one among thriller fans who want a touch of romance with their suspense. The book delivers on its promise of a haunting experience, lingering in your mind long after the final page. It challenges you to look at the villain not just as a monster, but as a man with a twisted code of honor. This is a narrative that refuses to be forgotten, demanding your full attention from start to finish. https://hauntingadelinepdf.site/ Haunting Adeline 1 Español Pdf
Survival is not just about staying alive; it is about living with what you have done. The book deals with the moral injury of war. The Mockingjay PDF offers a private space to explore these difficult topics. E-books are personal and direct, creating a bond between the reader and the text. The story is a compassionate look at the cost of survival. It helps us understand the true weight of the Hunger Games. https://mockingjaypdf.site/ Download The Mockingjay Pdf Free
Nath Lee knows more than he is saying. He knows that his sister Lydia was drowning in expectations long before she drowned in the lake. He knows about the neighbor, Jack. This tension between siblings is a key element of Ng’s novel. If you are looking for a digital copy, such as the Everything I Never Told You PDF, you are in for a treat. The relationship between Nath and Lydia is heartbreakingly realistic. It captures the unique bond of siblings who are united against the world and their parents, only to be separated by tragedy. https://everythinginevertoldyoupdf.site/ Everything I Never Told You Celeste Ng Pdf Free Download
The diary tells a story of murder. The present tells a story of obsession. The two stories intertwine in this masterful novel. The search for the Haunting Adeline PDF is a search for the connection. The book is a complex puzzle that is satisfying to solve. It is a story that is rich in detail and character. It is a book that you will cherish. https://hauntingadelinepdf.site/ Haunting Adeline Tradusa In Romana Pdf
8524BoydCarnighano aa frv
The conflict is not just black and white. There are shades of gray. The Empire of Storms PDF explores moral ambiguity. The heroes have to make hard choices. It makes the story more mature and interesting. https://empireofstormspdf.site/ Empire Of Storms Pdf 8Novels
proteamcollaboration – Team collaboration advice is clear, helped execute projects efficiently.
Sánchez Lobera info – Navegación ágil y contenido bien organizado para proyectos de construcción.
sports news spot – Came across this and it feels active enough to revisit.
When a stalker falls in love, the rules of the game change. Zade’s love is toxic, but it is also all-consuming. Readers searching for the Haunting Adeline PDF are drawn to this intensity. The book is a deep dive into the psychology of obsession. It is a story that will make you question the nature of love itself. H.D. Carlton writes with a passion that is evident on every page. This is a book that demands to be felt.
Lydia’s death is the rock thrown into the calm lake of the Lee family’s life, sending ripples through their history. The novel moves backward and forward, revealing how James and Marilyn met and how their own disappointments shaped their children. For those seeking the Everything I Never Told You PDF for a convenient reading experience, this story offers a deep dive into the psychology of a grieving family. It shows how the secrets of the past can poison the present. It is a gripping, emotional journey that questions the nature of identity and the heavy cost of trying to fit a mold.
Mockingjay is not just a war story; it is a story about the difficulty of healing after trauma. The epilogue offers a glimpse into a future that is safe but scarred. For those who want to keep this message of hope close, the Mockingjay PDF is an essential download. It enables you to carry the lessons of the Hunger Games with you. The digital version is compatible with most devices, ensuring you can read it regardless of your hardware. Experience the quiet aftermath of the revolution.
buildfutureplans – Useful insights, made developing future initiatives faster and more organized.
Anthony Dostie construction hub – Well-presented content, professional and reassuring for potential clients.
corporatealliancesguide – Professional alliance tips are useful, enhanced partnership planning today.
cartoon browsing spot – Found this accidentally, pages respond quickly and layout makes sense.
In the end, the Lee family must learn to swim. They must learn to stay afloat in the ocean of their grief. This metaphor of water and swimming brings the book full circle. If you are looking for the Everything I Never Told You PDF, you will find a story that is beautifully structured and deeply moving. It is a novel about survival. It is about learning to live with the holes in our hearts.
EV Liberty official – Sleek layout, content feels trustworthy and pages load smoothly.
alliancesplanninghub – Suggestions for commercial alliances are useful, really streamlined partnership decisions.
ко ланта ко ланте
Spannende Spiele und Romibet Online Casino bieten Spielerlebnisse der Extraklasse. Hier konnen Sie Roulette Blackjack und viele weitere Klassiker genie?en. Die benutzerfreundliche Oberflache sorgt dafur dass Sie sich schnell zurechtfinden und sofort ins Spiel eintauchen konnen. Entdecken Sie die zahlreichen Bonusangebote und beginnen Sie Ihr Abenteuer noch heute!
Купить Купить
unityworkspace – Useful for teams, improved communication and collaboration across multiple projects.
The Road by Cormac McCarthy is a beautiful tragedy. The world is lost, but the love remains. The father and son are the heroes of this story. This book is a Pulitzer Prize winner. Many readers look for the road pdf to read on their tablets. It is a masterpiece that will stand the test of time. https://theroadpdf.site/ The Road Pdf He Stopped Listen To Me
номер эвакуатора Мариуполь Эвакуатор Розовка – эвакуация в сельской местности Мариупольского района.
Sarah J. Maas has created a masterpiece of the genre. The intricate plotting, the deep character work, and the expansive world-building come together perfectly. A Queen of Shadows pdf is the evidence of her skill. It is a book that stands the test of time. Years from now, readers will still be discovering and falling in love with this story. It is a classic in the making. https://queenofshadowspdf.site/ Queen Of Shadows Sarah J Maas Pdf Free Download
Andrea Bacle visual portfolio – Photos are elegant and thoughtfully composed, creating a comforting atmosphere.
supportive psychology page – Everything is explained gently, making complex ideas feel approachable.
Русские подарки и сувениры купить в широком ассортименте. Классические и современные изделия, национальные символы, качественные материалы и оригинальные идеи для памятных и душевных подарков.
Aesthetic Files Мир кино и литературы – это мои проводники в другие реальности. Я погружаюсь в сложные сюжеты, сопереживаю героям и нахожу ответы на вопросы, которые задает мне жизнь. Делаю обзоры на сериалы и фильмы – это мой способ поделиться своими эмоциями, разложить увиденное на составляющие и пригласить вас к дискуссии. Мое мнение – это не истина в последней инстанции, это лишь отправная точка для новых открытий.
Hey are using WordPress for your blog platform? I’m new to the blog world but I’m trying to get started and set up my own. Do you require any html coding knowledge to make your own blog? Any help would be greatly appreciated!
byueuropaviagraonline
securebusinessbonds – Extremely reliable and easy to navigate, instant peace of mind.
valuebuyhub – Great online platform, helped me find deals quickly and efficiently.
Купить Купить
https://auto.qa/showrooms/
In conclusion, this fourth book is a pivotal, action-packed, and emotionally resonant addition to the series. A Queen of Shadows pdf is a must-have for any fantasy library. It changes the game completely and sets the stage for the final act. It is Sarah J. Maas at the height of her powers. Do not miss the chance to experience the legend of Aelin Galathynius as she rises to meet her destiny. It is a story for the ages.
The final word count is massive, offering hours of entertainment. It is great value for time. Immerse yourself in the kingdom of ash pdf. It is a long read, but a fast one.
The haunting of 124 is not just a ghost story; it is a manifestation of collective grief. Readers interested in the psychological aspects of the novel often search for a Beloved PDF. The book demonstrates how unresolved trauma can manifest physically, disrupting the present. An electronic copy allows for easy navigation to the most psychological intense scenes, such as the final exorcism, helping readers analyze how the community’s intervention brings about the necessary healing for Sethe and her daughter.
https://diigo.com/011tzwk Duluth Forge has surfaced in several conversations about contemporary gas fireplaces. Simplicity in operation and stable warmth appear to be the primary motives behind individuals’ current preference for these systems, notably during the cooler seasons.
Manisa local resource – Easy to read, with practical suggestions and no distractions.
букеты на заказ с доставкой москва недорого Доставка роз сюрприз Москва
Нужно казино? ап икс официальный современные игры, простой вход, понятный интерфейс и стабильная работа платформы. Играйте с компьютера и мобильных устройств в любое время без лишних сложностей.
planandexecute – Strategy guidance is clear, made developing new approaches simple and effective.
сайт дайсон спб pylesos-dn-kupit-8.ru .
официальный магазин дайсон в санкт петербурге официальный магазин дайсон в санкт петербурге .
clickforstrategiclearning – Very simple and informative explanations, made business strategies easy to follow.
https://auto.qa/sale/car/all/
замена замков Замена замков – профессиональная замена замков на новые, более надежные модели. Обеспечиваем безопасность вашего дома или офиса с гарантией качества.
Healing is a major theme as Yrene Towers continues to play a pivotal role. Her power is the antithesis of the Valg, representing life and health. The connection between healers and warriors is explored deeply. Access the kingdom of ash pdf to read about Yrene’s crucial contribution to the war. She proves that you don’t need a sword to be a hero. Her confrontation with Erawan is one of the most unique battles in the book.
Сериалы Мир кино и литературы – это мои проводники в другие реальности. Я погружаюсь в сложные сюжеты, сопереживаю героям и нахожу ответы на вопросы, которые задает мне жизнь. Делаю обзоры на сериалы и фильмы – это мой способ поделиться своими эмоциями, разложить увиденное на составляющие и пригласить вас к дискуссии. Мое мнение – это не истина в последней инстанции, это лишь отправная точка для новых открытий.
For those who have been following the transformation of Celaena Sardothien into Aelin of the Wildfire, this novel represents the culmination of her internal struggle. She finally embraces her heritage and her power, even while suppressing it to survive in the capital. Whether you are reading a physical hardcover or scrolling through a Queen of Shadows pdf, the intensity of the rescue mission for Aedion Ashryver leaps off the page. The pacing is relentless, balancing heart-stopping combat with quiet moments of romance and friendship. It is a masterclass in young adult high fantasy that redefines the stakes for every character involved.
магазин ремней ремни.рф оригинальные модели из натуральной кожи для мужчин и женщин. Классические и современные дизайны, высокое качество материалов, аккуратная фурнитура и удобный выбор для любого стиля.
https://dip-kostroma.ru/kak-naladit-pitanie-na-obekte-prakticheskoe-rukovodstvo-po-organizaczii-pitaniya-na-obektah.html
экскурсия пхи пхи краби не берите из краби в сингапур
дешевые цветы в москве Цветы в офис быстро
discoverlongtermopportunities – Resource is practical, helped guide our extended planning efficiently.
Alright, so I stumbled upon uuddbetcom the other day. The interface is pretty slick. Anyone else had a look? Worth a punt maybe? Here’s the link: uuddbetcom
Spintime’s alright. Nothing fancy, but it gets the job done if you just wanna spin some slots. Take a look at spintime.
0066betcom’s got a good range of options. Easy to get started and I haven’t had any issues so far. Find it here: 0066betcom
номер эвакуатора Мариуполь Эвакуатор Володарск обеспечивает надежное обслуживание в малых городах.
studio glass store – The vibe is strong and the items look skillfully made.
Самые качественные https://bliny-olimpiiskie.ru широкий выбор весов и форматов. Надёжные материалы, удобная посадка на гриф, долговечное покрытие. Подходят для фитнеса, пауэрлифтинга и регулярных тренировок.
https://energymuseum.ru/promshlenne-shlangi-vid-material-i-oblasti-primeneniya/
купить дайсон в санкт петербурге pylesos-dn-kupit-8.ru .
dyson пылесос dyson пылесос .
https://auto.qa/rent/car/
вскрытие сейфов Профессиональное вскрытие замков любой сложности без повреждений. Круглосуточный выезд!
Sometimes the best stories are the ones that have been told for centuries. There is a reason this book has never been out of print. To find out why, you must read it yourself. A digital version ensures it is always available. Searching for a Pride and Prejudice PDF leads to a discovery of quality. Our website champions the classics. readability and accessibility are our goals for this timeless tale. https://prideandprejudicepdf.site/ Pride And Prejudice In Urdu Pdf Download
Why do we love the Hamiltons but pity the Trasks? The book explores the nature of happiness and luck. Some families seem cursed, others blessed. It is a study in fortune. Readers interested in fate vs free will find this gripping. An East of Eden PDF helps you trace the “luck” of the characters. Our platform discusses the role of fortune in the novel, debating how much is luck and how much is choice. We engage with the metaphysical questions of the text. https://eastofedenpdf.site/ East Of Eden John Pdf
Music plays a huge role in this novel, acting as the heartbeat of Liz and Wes’s relationship. As they bond over songs and schemes, the reader is pulled into their intimate world. If you want to experience this musical journey, downloading a PDF version allows you to read while you listen to the featured tracks. It is a multi-sensory experience that proves a good book can be even more immersive and better than the movies it pays homage to. https://betterthanthemoviespdf.site/ Better Than The Movies Read Online Pdf
trustedprocessframework – Very solid guidance, made internal workflow much smoother and easier.
заказ цветов в москве с бесплатной доставкой недорого Доставка букетов сюрприз Москва
эвакуатор Володарск Эвакуатор Воноваха – оперативная эвакуация в зоне, граничащей с опасностью.
Steinbeck’s narrative voice is authoritative yet intimate. He speaks directly to the reader, sharing his philosophy. It feels like a conversation with a wise grandfather. To experience this voice, you need the text. An East of Eden PDF is a direct line to Steinbeck’s wisdom. Our website analyzes the narrative technique, explaining how Steinbeck builds trust with the reader. We help you appreciate the storytelling craft that makes the book so compelling. https://eastofedenpdf.site/ East Of Eden Pdf Google Drive
innovation portal – The site is well organized, and tech content is presented clearly.
The timeless appeal of the “star-crossed lovers” trope is evident in this novel, but with a dark twist. Accessing a Wuthering Heights PDF gives you a front-row seat to a love that is as destructive as it is enduring. Unlike Romeo and Juliet, Heathcliff and Catherine are deeply flawed, almost unlikable people, which makes their connection even more fascinating. The digital book allows you to explore the psychology behind their toxicity without the distraction of a physical book’s wear and tear. It is a raw, unvarnished look at love that defies death. https://wutheringheightspdf.site/ Wuthering Heights Activities Pdf
купить пылесос дайсон в санкт петербурге беспроводной pylesos-dn-kupit-8.ru .
The relationship between father and daughter, specifically Mr. Bennet and Elizabeth, is touching and complex. He respects her mind above all else. To see this bond, read the dialogue. A Pride and Prejudice PDF highlights their conversations. Our platform focuses on the character relationships. We provide a space to appreciate the emotional depth of the novel. See the softer side of the sarcastic father. https://prideandprejudicepdf.site/ Pride And Prejudice Music Pdf
дайсон фен купить оригинальный спб дайсон фен купить оригинальный спб .
Нужна топливная карта? топливная карта для юр лиц удобный контроль расходов на ГСМ, безналичная оплата топлива, отчетность для бухгалтерии и снижение затрат автопарка. Подключение по договору, выгодные условия для бизнеса.
Хочешь контролировать ГСМ топливные карты для юр лиц экономия на топливе, контроль заправок, детальная аналитика и закрывающие документы. Решение для компаний с собственным или арендованным автопарком.
bestdealsclick – Great savings today, very easy to navigate and find bargains.
Контроль топлива https://ztm74.ru удобный способ учета и оплаты топлива без наличных. Контроль заправок, лимиты по авто и водителям, отчетность для бухгалтерии и снижение затрат на содержание автопарка.
Топливный контроль топливная карта для юр лиц эффективное решение для бизнеса с транспортом. Безналичная заправка, учет топлива, детальные отчеты и удобное управление расходами по каждому автомобилю.
https://auto.qa/catalog/
The concept of “Timshel” has been tattooed on thousands of fans, symbolizing the power of choice. It is a cultural phenomenon that started with this book. To understand the full context of the word, you need to read the conversations between Lee, Adam, and Samuel. An East of Eden PDF gives you instant access to these critical chapters. Our site is the ultimate resource for Timshel-related discussions, explaining the linguistic and philosophical origins of the term. We help you understand why this single word has inspired so many people. https://eastofedenpdf.site/ East Of Eden Penguin Classics Pdf
тик ток мод скачать на андроиде бесплатно скачать тик ток мод последняя версия
Онлайн-казино Mostbet — слоты, настольные игры и live-дилеры в одном аккаунте. Удобные депозиты, оперативный вывод средств, бонусные предложения и игра с любого устройства.
Топливные карты для юр лиц https://mazdacenter.ru контроль топлива, прозрачная отчетность, удобство для бухгалтерии и безопасность расчетов. Экономия времени и средств при управлении корпоративным транспортом.
There is a refreshing honesty in how Lynn Painter writes about grief and moving on. Liz’s romance with Wes helps her heal in ways she didn’t expect. A PDF format of the book is ideal for those who want to keep this touching story close. It is a narrative that blends sorrow and joy, creating a rich tapestry that is better than the movies could ever hope to be. https://betterthanthemoviespdf.site/ Better Than The Movies Pdf Drive
рунетки чат рунетки
The timeless appeal of the novel lies in its honesty. Austen portrays people as they are, with all their vanity and virtue. If you appreciate realistic fiction, this book is for you. A digital copy ensures that this truth is always with you. Many readers look for a Pride and Prejudice PDF to keep the book close. Our site celebrates this authenticity. Read the novel that tells the truth about human nature with a smile. https://prideandprejudicepdf.site/ Pride And Prejudice Carl Davis Piano Sheet Music Pdf
clickforbizgrowth – Detailed content that gave me a clear view of business growth steps.
drawing inspiration hub – Really engaging, illustrations pull you in and spark creative energy.
пылесос dyson купить в спб пылесос dyson купить в спб .
The best for you: https://mysportsgo.com/blog/65794/le-phenomene-des-jeunes-stars-ces-talents-qui-vont-epater-le-monde
Read More: look these up
Gas Fireplace Hub Gas fireplaces have evolved significantly in terms of efficiency and safety compared to older systems. During my research into different brands is that even within the same fuel type, heat distribution and control precision can vary a lot. Certain manufacturers focus on smart controls and flame customization, while others are built around long-term reliability and simpler engineering. Understanding these differences really helps when choosing a fireplace that fits both the house layout and regular usage patterns during the heating season.
купить пылесос дайсон в санкт купить пылесос дайсон в санкт .
версия мода тик ток скачать тик ток мод андроид 2026
рунетки онлайн рунетки
The narrative structure of the book, alternating between the Hamiltons and the Trasks, creates a rich tapestry of American life. It is a technique that builds suspense and deepens character development. To keep track of the timeline and the intersecting lives, a searchable East of Eden PDF is a handy tool. We offer timelines and character genealogy charts that complement your digital reading. These resources are invaluable for keeping the large cast of characters straight, allowing you to focus on the emotional arc of the story without getting lost in the details. https://eastofedenpdf.site/ East Of Eden John Steinbeck Epub Download
A sports portal https://sbs-sport.com.az/ with breaking news, statistics, and expert commentary. Match schedules, transfers, interviews, and competition results are available in real time.
Live match https://sporx.com.az/ results, the latest sports news, transfers, and today’s TV schedule. Live updates, key events, and all sports information in one portal.
Navigating the complex timeline of the novel can be tricky, as it jumps between the past and the present. A Wuthering Heights PDF is helpful for keeping the chronology straight. You can easily flip between the diary entries of the beginning and the flashbacks that make up the bulk of the story. This non-linear storytelling was innovative for its time and remains effective today. A digital version helps you piece together the sequence of events, ensuring you understand how the past sins of the fathers are visited upon the children. https://wutheringheightspdf.site/ Social Stratification In Wuthering Heights Pdf
https://wordsmith.social/larrybrown180/add-warmth-and-style-to-your-home-with-a-gas-fireplace Gas fireplaces have improved a lot in terms of efficiency and safety compared to older systems. During my research into different brands is that even within the same fuel type, heat distribution and control precision can vary a lot. Some brands prioritize smart controls and flame customization, while others emphasize durability and simpler mechanical designs. Being aware of these distinctions really helps when choosing a fireplace that fits both the house layout and regular usage patterns during the heating season.
тик ток мод 41 тик ток мод тгк
Учишься в МТИ? помощь в сдаче экзаменов мти: консультации, разъяснение сложных тем, подготовка к тестированию и экзаменам. Удобный формат, быстрые ответы и поддержка на всех этапах обучения.
пылесос dyson купить в спб пылесос dyson купить в спб .
Visit Barling Collins – Professional layout with clear descriptions that set fair expectations.
дайсон v15 купить в спб дайсон v15 купить в спб .
работа для девушек в южной корее как получить визу в корею для работы
Live streams https://golvar.com.az/ az and live matches online, including the latest football schedule for today. Follow games in real time, find out dates, start times, and key events of football tournaments.
тикток скачать бесплатно мод последнюю тик ток скачать мод последняя
Zinedine Zidane zidan.com.az/ biography, football career, achievements, and coaching successes. Details on his matches, titles, the French national team, and his time at the top clubs in world football.
Wes Bennett is the book boyfriend you didn’t know you needed. His patience and understanding of Liz make him a standout character. A Better Than the Movies PDF is a great way to experience his charm firsthand. It is a story that explores the difference between the idea of love and the reality of it, concluding that the reality is far superior. https://betterthanthemoviespdf.site/ Better Than The Movies Book Pdf Free Download
For a quick reference during book club discussions, nothing beats a searchable Wuthering Heights PDF. You can instantly find that specific quote about souls or the description of the moors without flipping through hundreds of pages. The novel is dense with memorable lines that spark conversation. Having the text on your phone or tablet ensures you are always prepared to share your insights. Whether discussing the reliability of the narrators or the symbolism of the weather, a digital copy is a convenient companion for any literary debate. https://wutheringheightspdf.site/ Wuthering Heights Chapter 4 Pdf
Ultimately, this is a story about finding one’s match. It is about intellectual and emotional compatibility. To believe in this kind of love, read the book. A Pride and Prejudice PDF is a testament to true love. Our site celebrates this ideal. We want you to experience the perfect match of Elizabeth and Darcy. finding your own Mr. Darcy starts with reading his story. https://prideandprejudicepdf.site/ The Bar Sinister Pride And Prejudice Continues Pdf
тикток версия мод 2026 скачать скачать мод версию тиктока
лучшие отели краби с собственным пляжем погода краби таиланд
The silence and the winds of the Salinas Valley are almost characters themselves. Steinbeck’s ability to evoke a sense of place is unmatched. If you are reading for atmosphere, this book delivers. An East of Eden PDF allows you to carry this atmosphere with you, whether you are on a train or in a coffee shop. Our website curates the most beautiful descriptive passages, helping you appreciate the poetic nature of Steinbeck’s prose. We highlight the sensory details that make the reading experience so immersive. https://eastofedenpdf.site/ East Of Eden Pdf Online Free
https://rant.li/larrybrown190/why-gas-fireplaces-are-the-future-of-home-heating Gas fireplaces have come a long way in terms of efficiency and safety compared to earlier generations. What I noticed while researching different manufacturers is that even within the same fuel type, heat distribution and control precision can differ significantly. Some brands prioritize smart controls and flame customization, while others are built around long-term reliability and simpler engineering. Understanding these differences really helps when selecting a fireplace that fits both the house layout and how often it will be used during the heating season.
мод на тик ток 2026 тикток мод версия андроид
Dive into the chaotic and wonderful mind of Liz Buxbaum as she navigates her senior year. Her obsession with cinematic perfection is challenged by the messy reality of her feelings for Wes. Reading this in a PDF format allows you to zoom in on the hilarious text messages and notes passed between characters. It is a modern classic in the making, offering a storyline that is fresh, engaging, and arguably better than the movies Liz adores. https://betterthanthemoviespdf.site/ Better Than The Movies Read Online Free Pdf
Live streams http://golvar.com.az and live matches online, including the latest football schedule for today. Follow games in real time, find out dates, start times, and key events of football tournaments.
storytelling showcase – Each project is engaging, well-crafted, and emotionally resonant.
The humor in the book, largely provided by the Hamilton family, balances the darkness of the Trask storyline. Samuel’s inventions and Irish wit are delightful. It is not all doom and gloom. Readers looking for a balanced narrative will enjoy this mix. An East of Eden PDF is great for reading the lighter chapters when you need a break. Our site highlights the humorous and heartwarming moments, reminding readers that there is joy in the Salinas Valley as well. We provide a holistic view of the emotional spectrum of the novel. https://eastofedenpdf.site/ Annotated Pdf Of East Of Eden
https://sites.google.com/view/gasfireplacehub-001/home Gas fireplaces have evolved significantly in terms of energy efficiency and safety features compared to older systems. During my research into different brands is that even within the same fuel type, heat distribution and control precision can differ significantly. Some brands prioritize smart controls and flame customization, while others are built around long-term reliability and simpler engineering. Being aware of these distinctions really helps when choosing a fireplace that fits both the house layout and regular usage patterns during the heating season.
Контрактная служба подходит для тех кто хочет зарабатывать больше. Денежное довольствие начисляется стабильно. Все условия понятны. Контракт оформляется официально. Сделай выбор: подписать контракт в чечне
Служба по контракту это реальная возможность зарабатывать стабильно и законно. Доход выплачивается каждый месяц. Все условия прозрачны. Контракт защищает от неожиданностей. Предусмотрены дополнительные выплаты. Финансовая стабильность гарантирована. Начни сейчас. Смотрите подробности – служба по контракту в сургуте
In the age of digital libraries, accessing classic literature has never been easier. Steinbeck’s prose, although written decades ago, translates beautifully to the screen. The emotional weight of Adam Trask’s heartbreak or Samuel Hamilton’s joy is palpable in any format. If you have secured an East of Eden PDF for your personal library, our site can serve as your reading group leader. We break the novel down into manageable sections, perfect for those who find the sheer size of the book intimidating. Let us guide you through the valleys and peaks of this incredible story.
The search for the perfect prom date turns into a journey of self-discovery in this hit YA novel. Liz’s determination to win over her childhood crush leads her into a scheme with her nemesis, Wes, creating the perfect storm for romance. If you are looking for a convenient way to read, a PDF or e-pub version of the book ensures you can enjoy the story on any device. It is a celebration of love in all its messy forms, asserting that real life complications are often better than the movies’ polished scripts.
Нужна курсовая? написать курсовую Подготовка работ по заданию, методическим указаниям и теме преподавателя. Сроки, правки и сопровождение до сдачи включены.
рунетки рунетки чат
UDL Travel hub – Very helpful for organizing trips, details are clear and easy to follow.
Служба по контракту включает систему льгот. Возможны жилищные программы. Предусмотрено медицинское обслуживание. Также действует пенсионное обеспечение. Это формирует долгосрочные преимущества – служба по контракту сургут
As a seminal work of English literature, this novel is a staple on reading lists worldwide. Finding a Wuthering Heights PDF is often the quickest way to start your reading assignment. The book challenges the social norms of the nineteenth century, particularly regarding class and gender. By reading the digital text, you can easily locate the passages that critique the rigid social structures of the time. It is a novel that invites debate and discussion, and having an electronic copy ensures you are always ready to support your arguments with direct textual evidence.
The banter between Liz and Wes is the highlight of this engaging novel. Their relationship is a slow burn that pays off in a major way. For readers who prefer digital formats, a PDF version is a must-have for your collection. It is a story that shows how thin the line is between love and hate, and how wonderful it is when that line is finally crossed.
The enduring popularity of the novel has led to countless adaptations, but the original text remains superior. The internal monologues of Elizabeth Bennet provide insight that no movie can fully capture. If you want the full experience, reading the book is non-negotiable. Many readers find that a Pride and Prejudice PDF offers the best balance of accessibility and readability. Our website is committed to this literary gem, helping you connect with the source material. Explore the depth of emotion and the sparkle of wit that characterizes Austen’s best work.
The character of Cathy Ames is often cited as one of the most terrifying villains in literary history, lacking a conscience from birth. Analyzing her interactions with Adam and her sons, Cal and Aron, requires a close reading of the text. Many scholars finding it easier to track her manipulative dialogue through a searchable East of Eden PDF file. Our literary hub focuses on these character dynamics, offering insights that you might miss on a first read. If you are looking to understand the psychology behind the monster or the redemption of the other characters, our resources are designed to enhance your digital or print reading experience.
Авиабилеты по низким ценам https://tutvot.com посуточная аренда квартир, вакансии без опыта работы и займы онлайн. Актуальные предложения, простой поиск и удобный выбор решений для путешествий, работы и финансов.
Военная служба по контракту с фиксированными выплатами – это надежный формат. Условия службы известны до подписания. Контракт оформляется официально. Решение остается за кандидатом. Вся информация доступна здесь: служба по контракту ханты мансийск
рунетки чат рунетки чат
Зеркала под заказ Зеркало для ванной поворотное – возможность регулировать угол обзора.
The character of Nelly Dean is often discussed as an unreliable narrator. To test this theory, you need to read the text critically, ideally with a Wuthering Heights PDF. Nelly is not just an observer; she interferes in the plot. By searching the digital text for her actions versus her descriptions, you can see where her bias might lie. This adds a layer of intrigue to the story. Is she telling the truth, or is she shaping the narrative to hide her own culpability? Digital analysis helps uncover the subtle inconsistencies in her tale.
For those who love historical fiction, this is the definitive text. It offers a window into the lives of the gentry in early 19th-century England. The details of the militia, the entailment of estates, and the social season are fascinating. If you want to learn while you read, a digital copy is very useful. Searching for a Pride and Prejudice PDF allows you to cross-reference historical facts easily. Our site is a tribute to the novel, providing a platform for historical and literary exploration. Step into the past with a format that belongs to the future.
Служба по контракту это стабильная работа с высоким уровнем дохода. Выплаты выше чем на обычной работе. Все начисления проходят официально. Контракт исключает неопределенность. Условия понятны до подписания. Доход можно планировать. Подай заявку уже сегодня: служба по контракту это
пляжный сезон на краби ко ланта
лав арена афиша москва на 2026 «Live Арена» — пространство для артистов разных жанров: от ярких шоу до уютных акустических концертов. Цена билетов зависит от события и категории мест — партер, балконы, лаунжи, ложи или премиум-боксы. Купить билет можно онлайн: выберите мероприятие, отметьте места на схеме зала, укажите контакты и оплатите заказ. Электронные билеты придут на почту сразу после оплаты.
The magic of this novel lies in its ability to take cliché movie tropes and turn them into something heartfelt and unique. Liz Buxbaum’s obsession with the perfect soundtrack and the perfect moment clashes hilariously with her reality involving Wes Bennett. For those who love reading on tablets or phones, securing a Better Than the Movies PDF is a great way to enjoy this page-turner. It captures the messy, awkward, and undeniably sweet nature of first love, proving that a book can indeed be better than the films it references.
Steinbeck wrote this novel for his sons, wanting to describe the sights, sounds, and smells of their homeland. This personal touch is evident in every description of the wildflowers and the mountains. If you are planning a trip to literary California, having an East of Eden PDF on your tablet is a great way to experience the location through Steinbeck’s eyes while you travel. Our website offers a literary map of sorts, guiding you through the significant locations mentioned in the book. We help bring the digital text to life, connecting the fictional world with the real geography of the Salinas Valley.
La fase de apuesta te permite establecer tu apuesta base, y cuando haces clic en “Jugar”, el aviГіn despega en un recorrido con una trayectoria variable completamente diferente.
https://aviamasters.nom.es/
Looking for a casino? PlayOJO luck bonus offers over 7,000 slots and games, cashback on every bet, and fast withdrawals without restrictions. Simple registration and instant access to all games available.
https://sites.google.com/view/comfort-glow-001/home I was researching different small-scale heating options, and this brand came up multiple times while reviewing different heaters. What caught my attention is how these heaters are designed for regular household use rather than heavy-duty industrial settings.
Things like heat consistency, safety shutoff systems, and noise level really matter when a heater is used on a regular basis. It’s interesting to see how some brands focus on simple, practical designs that fit well into normal living spaces instead of overcomplicating things.
Зеркала для ванных комнат Сдвижное зеркало на стену – идеально для небольших помещений.
Нужен тепловизор? продажа тепловизоров в санкт петербрурге для судов, лодок, кораблей, яхт и катеров от производителя: доступные цены, подтверждённое качество и официальная гарантия. Мы оперативно доставляем заказы по всей территории России и стран СНГ. Наши представительства работают в Санкт?Петербурге, Москве и Севастополе — выбирайте удобный пункт выдачи и получайте заказ в минимальные сроки.
https://writeablog.net/larrybrown190/how-to-create-a-comfort-first-home-for-mental-clarity I’ve recently been comparing different small-scale heating options, and Comfort Glow came up multiple times while reviewing different heaters. What caught my attention is how these heaters are designed for everyday home use rather than extreme industrial settings.
Factors such as heat consistency, built-in safety shutoff features, and noise level really matter when a heater is used daily. It’s interesting to see how some brands focus on simple, practical designs that fit well into normal living spaces instead of overcomplicating things.
The enduring mystery of Heathcliff’s origins is one of the most intriguing aspects of the book. Where did he come from? To look for clues, you might want to scour a Wuthering Heights PDF. The text offers subtle hints but no definitive answers, leaving it up to the reader’s imagination. A digital copy allows you to closely examine the early chapters where Mr. Earnshaw brings the boy home. It is a puzzle that has baffled scholars for decades, and having the text in a searchable format lets you play detective in one of literature’s greatest mysteries.
Steinbeck’s ability to write children is underrated. The scenes of the boys growing up are tender and real. He captures the confusion of childhood perfectly. Parents and educators will appreciate these insights. An East of Eden PDF allows for a focused reading of the childhood chapters. Our site highlights Steinbeck’s understanding of child psychology, offering articles on how he depicts the loss of innocence. We bring attention to the tender moments in the epic.
Elizabeth Bennet is often called the first modern heroine. Her independence and wit resonate with today’s readers. To understand her appeal, go to the source. A digital copy is the modern way to meet her. Searching for a Pride and Prejudice PDF is a tribute to her legacy. Our website focuses on her story. Meet the character who paved the way for women in literature.
https://gazetablic.com/
https://beh.sk/
Служба по контракту позволяет выбрать осознанный путь в военной сфере. Контракт заключается после прохождения отбора. Учитывается состояние здоровья и профессиональная подготовка. Военнослужащий получает стабильный доход. Дополнительно предоставляются льготы – служба по контракту в крыму выплаты
Контрактная служба позволяет получить официальный доход. Размер выплат зависит от должности. Контракт заключается на определенный срок. Возможны дополнительные надбавки: югра служба по контракту
https://jasonejohnsn.wordpress.com/2026/01/31/finding-peace-in-your-personal-sanctuary-a-guide-to-daily-relaxation/
When researching space heaters, I noticed that Comfort Glow models are often mentioned in discussions about practical efficiency and safety. For compact spaces or additional heat, those factors tend to be more important than max output.
Comparing different heater brands helped me understand how air circulation, temperature control, and safety mechanisms affect long-term comfort. It’s not always about the highest heat level, but about steady performance and reliable safety over time.
The final paragraphs of the book are among the most beautiful ever written. A Wuthering Heights PDF ensures you can read them anytime. “I lingered round them, under that benign sky…” The peace of the ending contrasts with the storm of the plot. The digital copy keeps this poetry in your pocket. It is a perfect way to end the day, reading the soothing words that close a tumultuous story. The digital accessibility of the classic ensures that this beauty is never out of reach.
Lynn Painter’s writing style is addictive, making it hard to stop reading once you begin. The world of Liz and Wes is immersive and full of heart. A Better Than the Movies PDF is a convenient option for digital readers. It is a book that will make you look at your own neighbors differently, wondering if your soulmate is just a lawn away.
Kent casino предлагает удобную онлайн платформу для игр. Все функции доступны через личный кабинет. Пользователь контролирует процесс. Навигация остается простой. Это делает сервис практичным: kent casino официальный сайт
Кент казино позволяет начать игру сразу после регистрации. Процесс занимает несколько минут. Сайт работает стабильно. Игры загружаются быстро. Это удобно для новых пользователей: kent casino сайт
Новости Стим Скидки в Стиме: Не пропустите самые выгодные скидки и акции в Steam, чтобы купить игры по лучшим ценам!
тропический рай краби ко ланта что посмотреть
Зеркало в металлической раме Зеркало коридор: зеркало для прихожей, визуально расширяющее пространство и добавляющее света.
Служба по контракту позволяет начать службу на прозрачных условиях. Высокие выплаты и гарантии предусмотрены. Контракт заключается добровольно. Все этапы известны заранее: заключили контракт
Проверил что кракен анонимный маркетплейс шифрует все данные пользователей
Контрактная служба открывает доступ к стабильным выплатам. Все начисления регулируются государством. Заключение контракта оформляется официально. Подать заявку можно в установленном порядке, контракт на сво хмао условия 2026
розыгрыши ключей Получите бесплатные ключи для Steam: узнайте, как расширить свою библиотеку игр абсолютно бесплатно!
Зеркала для салонов Зеркало трюмо купить в Москве: широкий выбор зеркал трюмо в Москве с доставкой и гарантией качества.
Читаем лучшие романы и рассказы Литературный канал о современной прозе
indian hot sex
Kent casino предоставляет структурированный каталог игр. Пользователи могут выбирать автоматы по популярности или тематике. Фильтры упрощают поиск. Интерфейс работает плавно. Это экономит время: кент казино сайт
https://24russkoe.cc/user/mithiroqwe
https://pbase.com/codeinscription
https://mcyportal.mosti.gov.my/malaysia-international-halal-showcase/events/#comment-374815
пошив штор блэкаут Пошив римских штор требует высокой точности и мастерства, так как каждая деталь имеет значение. Правильно подобранная ткань и фурнитура, а также качественный пошив гарантируют долговечность и эстетичный внешний вид.
для большого мусора Мешки прочные – это надежный выбор для тех, кто ценит качество и долговечность. Они обеспечивают безопасную и гигиеничную утилизацию отходов, предотвращая протечки и разрывы.
Hello i am kavin, its my first time to commenting anyplace, when i read this post i thought i could also create comment due to this good piece of writing.
зеркало РиоБет казино
дизайнерские шторы Шторы в коттедж на заказ – это возможность подчеркнуть индивидуальность загородного дома, создать гармоничное сочетание интерьера и экстерьера.
кайтинг в тайланде кайтсерфинг пхукет
1xbet spor bahislerinin adresi 1xbet-giris-22.com .
1xbet t?rkiye 1xbet t?rkiye .
An impressive share! I’ve just forwarded this onto a friend who had been conducting a little research on this. And he in fact ordered me lunch simply because I stumbled upon it for him… lol. So allow me to reword this…. Thank YOU for the meal!! But yeah, thanx for spending time to discuss this issue here on your blog.
регистрация рио бет казино
http://mskomi.ru/baner/pages/promokod_1xbet_2021-na-6500_bonus.html
Сезон КХЛ для «Трактора» проходит в режиме постоянной борьбы и максимальной самоотдачи. В статье — про домашние и выездные матчи, атмосферу на арене и высокий интерес к билетам. Полный текст — по ссылке https://telegra.ph/Hokkejnyj-klub-Traktor-sezon-napryazhennoj-borby-i-yarkih-matchej-01-21 .
Нужна топлевная крата? https://oilguru.ru: заправка на сетевых АЗС, единый счет, прозрачный учет топлива и онлайн-контроль расходов. Удобное решение для компаний с собственным автопарком.
Военная служба по контракту с гарантированным доходом – это стабильность. Выплаты начисляются своевременно. Контракт оформляется добровольно. Условия закреплены – хмао единовременная выплата сво
Русские подарки купить в интернет-магазине Москвы: сувениры, ремесленные изделия и подарочные наборы с национальным колоритом. Идеальные решения для праздников, гостей и корпоративных подарков.
шумоизоляция авто https://vikar-auto.ru
1xbet giri?i 1xbet giri?i .
Read More: sixth century bce
Контракт в военной сфере позволяет рассчитывать на стабильный доход. Предусмотрены надбавки и льготы. Условия фиксированы документально. Оформление добровольное. Подробные сведения доступны по указанной ссылке – по контракту служить
Театр Наций — место, где вечер легко превращается в откровение. В материале — о спектаклях, которые трогают глубоко, и о настроении зала, ради которого сюда приходят снова. Подробности по ссылке https://kulturologia.ru/blogs/071225/66534/ .
Если нужен надежный игровой клуб обрати внимание на Atom казино онлайн. Большой выбор слотов и регулярные бонусы делают игру интересной. Регистрация занимает минимум времени. Проверь Atom казино официальный сайт прямо сейчас, казино atom онлайн
Ищешь рабочее зеркало Atom казино для стабильного доступа к слотам и фриспинам. Платформа предлагает удобный вход и быструю регистрацию. Все игры доступны без ограничений. Переходи в Atom казино онлайн – атом казино регистрация
шумоизоляция арок авто
1xbet g?ncel 1xbet g?ncel .
Контрактная служба подходит тем кто хочет деньги без неопределенности. Выплаты стабильные и прозрачные. Условия закреплены документами. Принимай решение сегодня: служба по контракту сво вакансии официальный сайт
Контрактная служба дает финансовую стабильность. Выплаты зависят от условий и должности. Все официально. Заключи контракт без лишних ожиданий. Подробный разбор по ссылке – хмао единовременная выплата сво
Для офісного простору https://cleaninglviv.top/ підходить
1 xbet giri? 1xbet-yeni-giris-2.com .
Atom казино официальный сайт предлагает бонусы и фриспины для новых игроков. Быстрый вход и простая регистрация делают старт легким. Слоты доступны без ограничений. Начни игру прямо сейчас – официальный сайт атом казино
ДВС и КПП https://vavtomotor.ru автозапчасти для автомобилей с гарантией и проверенным состоянием. В наличии двигатели и коробки передач для популярных марок, подбор по VIN, быстрая доставка и выгодные цены.
https://actuabd.com/cookies/articles/?code-promo-1xbet_bonus.html
The allure of Cousins Beach is undeniable. For Belly, it is the only place that matters. Jenny Han’s novel is a love letter to summers past. Accessing the story via PDF is a convenient way to join the fandom. The Summer I Turned Pretty deals with the harsh reality that things change, even when we want them to stay the same. The romance is intense, but the underlying grief is what gives the story its weight. It is a beautifully written book about coming of age. https://thesummeriturnedprettypdf.site/ The Summer I Turned Pretty Pdf Scribd
1xbet giri? g?ncel 1xbet giri? g?ncel .
Купить билеты на концерт в Live Arena Если хочется живых эмоций и больших шоу — Live Арена точно в списке must visit. В статье собраны главные события сезона: громкие имена, ностальгия и новые хиты.
Финансовая стабильность строится на понятных правилах, которые предлагает контрактная служба с регулярными выплатами и прозрачными условиями. Это формат для тех, кто хочет контролировать будущее. Начни оформление без промедления – служба по контракту хмао
https://onlinekatalog.sk/assets/pgs/melbet_promo_code_welcome_bonus.html
https://e-shopsales.ru/poleznye-stati/pages/promo_kod_bk_1xbet_na_segodnya_pri_registracii.html
I absolutely love your blog and find many of your post’s to be exactly what I’m looking for. can you offer guest writers to write content available for you? I wouldn’t mind publishing a post or elaborating on a number of the subjects you write concerning here. Again, awesome web site!
диплом написать купить
Hi there! Would you mind if I share your blog with my myspace group? There’s a lot of people that I think would really enjoy your content. Please let me know. Thanks
дипломная на заказ цена
https://articlescad.com/1xbet-bangladesh-bonus-code-1xnew200-130-bonus-73470.html
https://paers.ru/images/pages/promokod_mostbet__bk_mostbet__.html
Покупка билетов в Театр Вахтангова Театр Вахтангова умеет соединять традицию и современность. Его постановки остаются живыми и актуальными, не теряя глубины и внутреннего ритма.
https://theeldorado.in/art/1xbet_promo_code_india___welcome_bonus_1.html
Marios Nicolaou Percussion Official – Excellent site, rhythms are highlighted clearly and the content feels genuine.
Right now: https://developers.google.com/search/docs/appearance/structured-data#url=cite-architecture.org
i-Superamara hub – Products are well-presented, descriptions are concise and easy to follow.
Контрактная служба предполагает соблюдение дисциплины. Установлены права и обязанности. Военнослужащий получает защиту. Все условия закреплены документально. Это снижает риски недопонимания: пункт отбора ханты мансийск на военную службу по контракту
https://demcra.com/r/Helth/1255441_Hume_Health_Body_Pod_Reviews_2026#n81185
Shaws Center Info – Mission and community efforts are communicated clearly and professionally.
Билеты на балет в Михайловский театр Однажды увидев балет в Петербурге, начинаешь понимать его иначе. Михайловский театр показывает, как традиция может быть живой, а сцена — местом настоящих эмоций.
Get ready to be transported to a world of infinity pools and ocean breezes. Jenny Han’s writing is evocative and sharp. Readers looking for the PDF of “The Summer I Turned Pretty” are often eager to see where the famous love triangle began. The story is told with a deep sense of intimacy, as if Belly is whispering her secrets to you. It explores the blurred lines between childhood friendship and romantic love. This book is the definition of a page-turner, perfect for anyone who loves a good romance. https://thesummeriturnedprettypdf.site/ The Summer I Turned Pretty Notably Pdf
дизайн гостиной в доме современный дизайн коттеджей
https://dreevoo.com/forum_post.php?idt=1926&r=606643986&#new
LED Extreme gear hub – Specs are simple to locate, product selection is clear and practical.
производство картонной упаковки Упаковка для производства – это неотъемлимая часть производственного процесса, обеспечивающая защиту продукции на всех этапах: от транспортировки на склад до отгрузки покупателю. Правильно подобранная упаковка позволяет оптимизировать логистические процессы, снизить потери и повысить эффективность производства.
Зеркало гримерное Зеркала под заказ: изготовление зеркал по вашим размерам и эскизам – уникальный акцент для вашего интерьера.
http://tsaeurope.com/log/hl/?code_de_bonus_1.html
онлайн обучение с выдачей диплома бьюти профессии Получение диплома бьюти-специалиста онлайн – это инвестиция в ваше будущее, открывающая двери в салоны красоты, спа-центры, частные практики и возможность создания собственного успешного бизнеса. Теоретические знания, практические навыки, экспертная поддержка и возможность получения обратной связи – все это делает онлайн-обучение эффективным и результативным.
Театр Одеон афиша Эти спектакли не отпускают сразу после занавеса. Истории проживаются вместе с актёрами и остаются в памяти как личный опыт.
Зеркала любых размеров Поворотные зеркала в раме: элегантный аксессуар, который дополнит любой интерьер.
город Стерлитамак Массаж Стерлитамак – это не просто процедура, это искусство прикосновения, способное исцелить тело и успокоить разум. В суете городской жизни, когда стресс и усталость становятся постоянными спутниками, профессиональный массаж становится настоящим спасением, возвращающим силы и энергию. От классического расслабляющего массажа до специализированных техник, направленных на решение конкретных проблем, в Стерлитамаке можно найти все необходимое для восстановления здоровья и хорошего самочувствия.
Olive Media KC Official – Marketing tips are clear and practical, examples make concepts easy to grasp.
купить Zip пакеты с логотипом Купить зип пакеты в Москве – значит обеспечить себе спокойствие и уверенность в сохранности вещей. Независимо от того, являетесь ли вы владельцем крупного предприятия, заботящимся о надежной упаковке продукции, или домохозяйкой, стремящейся к порядку в кладовой, зип пакеты станут вашим верным помощником. Широкий ассортимент размеров и плотности позволит подобрать идеальный вариант для любых нужд.
изготовление картонной упаковки Упаковка на заказ – это проявление индивидуальности и возможность выделиться на фоне конкурентов. Разработка дизайна, выбор материалов и контроль качества позволяют создать упаковку, которая будет соответствовать самым высоким требованиям и подчеркивать уникальность бренда.
traductor google online – A practical resource offering fast and generally accurate results.
https://as-sib.com/pages/mostbet_promokod_pri_registracii.html
http://osih.mzf.cz/profile.php?lookup=246
Do you do music? music sub plans for children and aspiring musicians. Educational materials, activities, and creative coloring pages to develop ear training, rhythm, and an interest in music.
ZylavoClick Portal – Design is modern and structured, making the site easy to use.
Today, I went to the beach with my kids. I found a sea shell and gave it to my 4 year old daughter and said “You can hear the ocean if you put this to your ear.” She placed the shell to her ear and screamed. There was a hermit crab inside and it pinched her ear. She never wants to go back! LoL I know this is totally off topic but I had to tell someone!
https://share.google/h2JpLOBrZLPvAAr5o
новости про машины avto-zhurnal-4.ru .
trusted investment portal – Capital information is easy to read and the site feels polished and dependable.
Hello I am so excited I found your website, I really found you by mistake, while I was looking on Yahoo for something else, Anyways I am here now and would just like to say cheers for a incredible post and a all round thrilling blog (I also love the theme/design), I don’t have time to read through it all at the moment but I have bookmarked it and also added in your RSS feeds, so when I have time I will be back to read a great deal more, Please do keep up the superb work.
https://share.google/xhByWdao5Ztj1zviY
morixo official bond hub – Bond content is clear, and navigation is smooth and intuitive.
CDN Promax toolkit – Tools are robust, documentation is clear, and overall platform is helpful.
https://dogs-academia.ru/
Афиша и билеты Театра имени Пушкина Атмосфера, в которой легко сосредоточиться на главном. Сцена, актеры и текст соединяются в цельное впечатление без лишнего шума.
TorivoCentral – Transparency and detailed reporting make investment decisions much easier.
a href=”https://qulavoholdings.bond/” />QulavoTrack – Platform is user-friendly and all information appears dependable.
The promise of summer is that anything is possible. Jenny Han captures this hope. The PDF of the book is a vessel for that hope. The Summer I Turned Pretty is about the optimism of youth. Belly believes that this summer will be different, and she is right. The story is about the power of belief.
аренда Mercedes V class с водителем на два дня мерседес с водителем mersvan.ru Указание на конкретный ресурс в запросе «мерседес с водителем mersvan.ru» свидетельствует о высоком уровне доверия к бренду mersvan.ru. Клиент уже ассоциирует качественную аренду Mercedes с водителем именно с этой компанией, что является показателем сильной репутации.
nevironexus network – The platform feels intuitive, with content that’s easy to digest.
производство картонной упаковки Упаковка картон – это оптимальное соотношение цены и качества, позволяющее минимизировать затраты на упаковку и транспортировку продукции. Легкий вес картона снижает расходы на логистику, а прочность материала обеспечивает надежную защиту товара от повреждений.
ZylavoFlow Link – Navigation feels natural, and content is accessible at a glance.
Куш казино онлайн открывает доступ к игровым автоматам и бонусным предложениям. Регистрация занимает минимум времени. Вход доступен через официальный сайт или зеркало. Начни играть прямо сейчас: kush зеркало
накрутка людей подписчиков вк накрутка просмотров инстаграм
Kush казино официальный сайт предлагает стабильную работу и бонусы. Быстрый вход без лишних шагов. Регистрация доступна каждому. Начни игру сейчас: kush казино бонусы
VixaroShopCenter – Delivery was fast and the items perform perfectly.
XylixPoint – Simple and clean design, helped me find what I needed quickly.
line insight page – Well-organized layout, line services described clearly for easy reading.
1xbet somalia promo code
https://service-trucks.ru/
zorivo holdings official portal – Clean, simple, and professional presentation of holdings.
разработка конструкции упаковки из гофрокартона Картонные упаковки – это холст для маркетинговых решений, эффективный инструмент продвижения бренда и привлечения внимания покупателей. Яркий дизайн, информативная графика и качественная печать превращают обычную коробку в мощный рекламный носитель, повышающий узнаваемость бренда и стимулирующий продажи.
авто новости avto-zhurnal-4.ru .
RixaroEdgePro – Found navigation intuitive and the interface extremely clean.
https://svobodapress.com.ua/karta-chornobylia/
MaveroPortal – Effortless navigation makes exploring features quick and smooth.
bond trustee info Professional feel – The explanations around trust details are clear and reassuring.
зип лок пакеты купить в Мокве Zip пакеты с логотипом – это не просто упаковка, это лицо вашего бренда. Качественное исполнение и привлекательный дизайн позволяют выделить ваш товар среди конкурентов и создать положительное впечатление у потребителей. Инвестиции в брендированную упаковку окупаются благодаря повышению узнаваемости и росту продаж.
ZylavoClick – Layout is modern, and navigation is effortless throughout.
промокоды 1win промокоды 1win Собрание промокодов 1win – как арсенал для воина фортуны: фрибеты для спортивных битв, кэшбэк для казино-кампаний. Активация проста, эффект – грандиозен, усиливая шансы на вершинах. Следите за обновлениями промокодов 1win в цифровых весях, чтобы править балом выгод, где каждый код – ступень к имперским выигрышам.
аренда мерседес v класса с водителем минивэн мерседес аренда с водителем «Минивэн мерседес аренда с водителем» — это мудрое решение для тех, кто ценит баланс. Мощь и вместительность немецкого инженерного гения здесь сочетаются с тактичным и предупредительным сервисом персонального шофера. Идеально для встречи деловых партнеров, семейной поездки или организации корпоративного мероприятия, где первый впечатление задает тон всему последующему.
ZylvoStudio – Organized content and quick access to key information, easy to use.
morixo official trust hub – Clean and transparent trust information, with smooth transitions between pages.
VixaroPoint – Very clear breakdown of the process made things easy.
карта чорнобиля
сделать дизайн квартиры дизайн двухкомнатной квартиры 53 кв
RixaroHoldings – Great information here, saved me a lot of unnecessary searching time.
1xbet casino promo code uganda
trust group homepage – Looks legitimate with a clean and logical layout.
https://svobodapress.com.ua/karta-dnipra/
NaviroFlow – Streamlined tracking allows for smooth task management.
изготовление индивидуальной упаковки Упаковка на заказ – это решение для тех, кто стремится к совершенству в каждой детали. Индивидуальный дизайн, качественные материалы и безупречное исполнение – ваша упаковка должна говорить о высоком уровне вашего бизнеса.
union guidance portal – Concept is easy to follow, and page transitions feel fluid.
Zip пакеты с логотипом Зип пакет – это практичное и экономичное решение для упаковки. Его герметичность обеспечивает защиту от внешних воздействий, что делает его идеальным выбором для хранения продуктов питания, документов и других ценных вещей.
журнал про автомобили журнал про автомобили .
ZylavoFlow Center – Browsing is effortless, and the platform feels clean and modern.
http://children-of-neltharion.4fan.cz/profile.php?lookup=2341
Why is “The Summer I Turned Pretty” such a hit? Because Jenny Han understands teenagers. The PDF version is popular for a reason. The book captures the voice of a generation. It is about the universal experience of wanting to be seen and loved. Belly’s story is specific, but the feelings are general. It is a book that connects with readers everywhere.
MavroGuide – Everything runs smoothly, platform feels solid and dependable.
trustco management page – Well-organized trust information with a polished, professional layout.
срочное изготовление гофротары Картонные упаковки – это холст для маркетинговых решений, эффективный инструмент продвижения бренда и привлечения внимания покупателей. Яркий дизайн, информативная графика и качественная печать превращают обычную коробку в мощный рекламный носитель, повышающий узнаваемость бренда и стимулирующий продажи.
KryvoxTrack – Helpful information that made their services easy to understand.
Казино Куш официальный сайт предлагает бонусы и удобный интерфейс. Регистрация проходит за несколько минут. Вход доступен круглосуточно. Начни играть уже сегодня – казино куш бонусы
RixaroBase – Clean interface with helpful guidance, great for new users.
zaviro bonding group – The service descriptions are simple and easy to read.
Билеты в Большой драматический театр Про сцены, актеров и моменты тишины в зале. Когда спектакль не развлекает, а оставляет след и желание вернуться.
CoreStream – Neat interface and every product is described in a way that’s easy to understand.
1win зеркало 1 вин В простоте 1 вин скрыта истинная мощь – как в лаконичном ударе меча. Эта платформа идеальна для тех, кто ценит ясность: минимальные барьеры входа, интуитивная навигация и букет валют для глобальных умов. С 1 вин ставки на теннисные дерби или баскетбольные эпосы становятся поэзией, а выплаты – рекой золота. Для новичков это ментор, ведущий за руку к первым триумфам, где каждый спин слота – нота в мелодии успеха.
аренда минивэна мерседес с водителем мерседес v класс с водителем аренда Фраза «мерседес v класс с водителем аренда» акцентирует внимание на самом автомобиле, выводя его марку и модель на первый план, что характерно для клиентов, уже определившихся с конкретными техническими и комфортными предпочтениями к транспортному средству.
QunixDirect – Straightforward and clear, made navigating the site very easy.
автомобильный журнал автомобильный журнал .
http://fallenraiders.4fan.cz/forum/viewthread.php?thread_id=574
finance insight hub – Clean, modern layout with fast-loading capital information that’s easy on the eyes.
купить арматуру Купить Арматуру Принятие решения о покупке – ответственный шаг. «Купить арматуру» – это значит выбрать качество, подтвержденное сертификатами, и надежного партнера, способного обеспечить своевременную поставку.
сколько стоит сделать сертификат Где взять сертификат на продукцию? Этот вопрос волнует каждого производителя, стремящегося завоевать доверие потребителей. Ответ прост: обратиться в аккредитованный центр сертификации, имеющий право проводить оценку соответствия конкретной продукции.
ZaviroBondConnect – Smooth layout allowed me to find everything I was looking for.
TorivoPortal – Clear interface and speedy load times make exploring content effortless.
Soft Hard Rock Soft Hard Rock И, наконец, soft hard rock – это уникальный сплав, визитная карточка Aleks Qt. Это гармоничное сочетание, где мягкость переходит в силу, лиричность в драйв, создавая неповторимую атмосферу, затягивающую в мир его музыки. Это путешествие по волнам эмоций, от нежной грусти до безудержной радости, от тихой меланхолии до оглушительного восторга. Его музыка – это отражение нашей жизни, где переплетаются свет и тень, радость и печаль, сила и слабость.
investment insights hub – Clear and concise presentation of available capital options.
http://petr.starchik.ru/index.php?title=%D0%9F%D1%80%D0%BE%D0%BC%D0%BE%D0%BA%D0%BE%D0%B4%20%D0%BD%D0%B0%20%D0%9C%D0%B5%D0%BB%D0%B1%D0%B5%D1%82%20%D0%BD%D0%B0%20%D0%A1%D0%B5%D0%B3%D0%BE%D0%B4%D0%BD%D1%8F%202026:%20MAX888%20-%20%D0%91%D0%BE%D0%BD%D1%83%D1%81%2015,000%E2%82%BD
http://wiki.netix.ru/index.php?title=Melbet%20%D0%9F%D1%80%D0%BE%D0%BC%D0%BE%D0%BA%D0%BE%D0%B4%20%D0%B4%D0%BB%D1%8F%20%D0%9D%D0%BE%D0%B2%D0%B8%D1%87%D0%BA%D0%BE%D0%B2%202026:%20MAX888%20-%20%D0%91%D0%BE%D0%BD%D1%83%D1%81%2015,000%E2%82%BD
Когда хочется живого спорта и настоящих эмоций. Здесь https://postheaven.net/tickethockey-com/bilety-na-hokkey можно подобрать матч и оказаться среди болельщиков, а не у экрана.
RixvaTrack – Easy to navigate, pages respond quickly and information is well-presented.
TrixoExpert – Fast, professional, and thorough assistance made everything simple.
Актуальное azino 777 зеркало доступно для быстрого и удобного входа: azino 777
Хотите рельеф мышц? Забудьте о скучных стенах спортзала! Ваша крепкая спина ждут вас на свежем воздухе. Обработка земли мотоблоком — это не просто рутина, а динамичная кардио-сессия.
Как это работает?
Подробнее на странице – https://sport-i-dieta.blogspot.com/2025/04/ogorod-hudenie-s-motoblokom-i-bez-nego.html
Мощные мышцы ног и ягодиц:
Управляя мотоблоком, вы постоянно идете по рыхлой земле, совершая толкающие движения. Это равносильно интервальной ходьбе в гору.
Стальной пресс и кор:
Удержание руля и контроль направления заставляют стабилизировать положение тела. Каждая кочка — это микро-скручивание.
Рельефные руки и плечи:
Повороты, подъемы, развороты тяжелой техники — это настоящая функциональная тренировка в чистом виде.
Нажмите, чтобы увидеть технику в действии: Мы покажем, как превратить работу в эффективную тренировку.
Ваш план похудения на грядках:
Разминка (5 минут): Наклоны к носкам. Кликните на иконку, чтобы увидеть полный комплекс.
Основная “тренировка” (60-90 минут): Вспашка, культивация, окучивание. Чередуйте интенсивность!
Заминка и растяжка (10 минут): Упражнения на гибкость рук. Пролистайте галерею с примерами упражнений.
Мотивационный счетчик: За час активной работы с мотоблоком средней мощности вы можете сжечь от 400 до 600 ккал! Это больше, чем занятие на эллипсоиде.
Итог: Гордость за двойной результат. Запустите таймер своей первой “огородной тренировки”. Пашите не только землю, но и лишние калории
1xbet egypt promo code
https://gromochat.com
LixorGuide – Concise insights made exploring the platform quick and effective.
журнал про автомобили журнал про автомобили .
Hard Rock Рок В основе его музыкального мировоззрения лежит рок, бунтарский дух свободы и протеста. Это не просто жанр, это философия, отражение жизненной позиции, его способ говорить с миром на языке гитарных рифов и пульсирующих барабанов.
zaviro group website – Cohesive appearance and consistent branding enhance trustworthiness.
PureValuePoint – A motivating site that helps ideas flow easily.
holdings knowledge page – Content structure is straightforward, making navigation and understanding simple.
секс видео чаты
PexraEdgePro – Clean interface, quick to understand and user-friendly overall.
российская сертификация Сертификация товара цена Сертификация товара цена зависит от вида продукции, схемы сертификации и аккредитации органа по сертификации.
арматура Купить Арматуру в МСК В условиях московской конкуренции особенно важно выбрать оптимальное предложение. «Купить арматуру в МСК» – это возможность воспользоваться широким ассортиментом и выгодными условиями от местных поставщиков.
NolaroBase – Centralizes everything so you can manage tasks efficiently.
https://vegacams.com/
a href=”https://qulavoholdings.bond/” />QulavoHubPro – Smooth interface and trustworthy options make decision-making easy.
official zaviro trustline – Easy-to-follow explanations make the trustline concept approachable and reliable.
Hard Rock Рок В основе его творческой ДНК лежит рок – бунтарский дух свободы и протеста, воплощенный в энергичных аккордах и пронзительных вокальных партиях. Это не просто музыкальный жанр, а жизненная философия, способ выразить свои мысли и чувства, поделиться своим видением мира. Рок служит ему мощным оружием, позволяющим разбить оковы стереотипов и навязать свою правду.
Чтобы не терять деньги из-за незнания нюансов, стоит заранее изучать профильные материалы. Полезный разбор доступен здесь: https://www.ikonu.ru/faq/pgs/top_provayderov_na_vavada__o_kotoruh_vu_ne_znali.html, где подробно объясняются важные моменты и даются практические рекомендации для игроков.
OutletInspire – Creative and hands-on experience that supports idea creation.
PlorixPro – Clean interface, made browsing the platform smooth and effortless.
секс чат
what is promo code in 1xbet philippines
BridgeView – Fast loading and clear explanations make financial info simple to access.
Кактус казино официальный сайт это быстрый старт и бонусы для новых игроков. Регистрация занимает несколько минут. Вход доступен круглосуточно. Заходи и играй: cactus casino вход
zexaro bond services hub – The site presents bonding details clearly for any user.
MivaroEdge – Listings and tools are helpful, making evaluating options much easier.
вирт секс чат
Soft Rock Hard Rock С другой стороны, в его творчестве звучат мощные аккорды hard rock, напоминая о силе духа и энергии, способной преодолеть любые препятствия. Hard Rock – это гимн непокорности, вызов судьбе, символ борьбы и победы.
ZarvoHub – Really enjoyed browsing through the options, everything is laid out clearly.
ОЭРН – профессиональная платформа для верификации статуса и компетенций экспертов по экспертизе недр. Ресурс позволяет выбрать эксперта по направлениям – ТПИ, геология и ГРР, нефть и газ – снижая риски при согласовании отчётов и заключений в проектах https://oern2007.ru/
MorvexStudio – Simple interface, makes understanding information fast and easy.
how to get 1xbet promo code turkey
ОЭРН – профессиональная платформа для проверки квалификации специалистов по экспертизе недр. Ресурс упрощает выбрать специалиста по направлениям: нефть и газ, геология и ГРР, ТПИ и сократить риски при согласовании отчетов и заключений в сделках https://oern2007.ru/
купить сертификат на товар Бюро сертификации В мире бизнеса, где доверие – ключевой фактор успеха, бюро сертификации выступают гарантом качества и соответствия продукции установленным стандартам. Это независимые эксперты, чья задача – подтвердить, что товар или услуга отвечают всем необходимым требованиям безопасности и надежности.
Кактус казино официальный сайт это быстрый старт и бонусы для новых игроков. Регистрация занимает несколько минут. Вход доступен круглосуточно. Заходи и играй – кактус казино сайт
арматура цена Арматура 12 Арматура 12 – мощный элемент, способный выдерживать значительные нагрузки, обеспечивая прочность и надежность ответственных конструкций.
Borneo303’s SV388 online is legit! Easy to navigate and plenty of action. Definitely worth checking out if you’re into cockfighting games. Check it out here: sv388 online borneo303
Win777download from win777download.net is clutch! Downloading was simple and the app runs smooth. Get that app already win777download
Yo, 84win219! Heard some whispers. Anyone actually using this? Let me know if it’s legit, ya know? Thinking about throwing some shekels their way. 84win219
https://guyscams.ru/
capital investment site – Layout is clean and information is direct without being pushy.
QDataHub – Makes interpreting business details quick and simple.
VexaroNavigator – Platform is seamless and professional, giving a very trustworthy impression.
Hard Rock Hard Rock А с другой стороны – мощный напор hard rock, взрывающийся шквалом гитарных риффов и громогласных барабанов. Hard Rock – это квинтэссенция энергии и драйва, гимн силе духа и непоколебимости. Это музыка, заряжающая адреналином, дающая силы для борьбы и преодоления любых препятствий.
Казино Кактус онлайн подходит для тех кто ценит скорость и бонусы. Регистрация не занимает много времени. Вход доступен круглосуточно. Заходи и начинай играть: cactus казино официальный сайт
https://t.me/indi_surguta/
Лучшие и безопасные расчет объема противопожарного резервуара эффективное решение для систем пожарной безопасности. Проектирование, производство и монтаж резервуаров для хранения воды в соответствии с требованиями нормативов.
1xbet south korea promo code 2026
UlixoHub – The site is simple to use, and moving around feels smooth and natural.
NevrixVision – Quick look, left satisfied with the clear design and interface.
Сливы курсов по подготовке к ЕГЭ бесплатно https://courses-ege.ru
https://t.me/indi_surguta/
https://redcams.org/
OrvixBase – Clear guidance and simple instructions made navigating the platform smooth.
RavionPortal – The content is consistently helpful and draws me back regularly.
PlixoEdge – Easy to use platform, structure is straightforward and efficient.
https://rf.livesexchat18.com/couples
VelvixBase – The information was practical and sped things up for me.
https://t.me/indi_surguta
Требование к подземным резервуарам https://underground-reservoirs.ru
ОЭРН – профессиональный портал для проверки статуса и компетенций специалистов по экспертизе недр. Платформа позволяет найти специалиста по профилям – геология и ГРР, нефть и газ, ТПИ уменьшая риски при подписании отчетов и отчетов в лицензировании – новости ОЭРН
https://rt.virt888.com/
RavionEdge – Loads quickly and helps users understand investment options easily.
KrixaDirect – Clean design and quick responses keep things simple.
Онлайн-казино Vavada гарантирует быстрый вход без блокировок.
Игровые автоматы и турниры помогают получать дополнительные выигрыши.
Регистрация проходит за пару минут, что позволяет сразу приступить к игре.
Обновляемые зеркала делают сервис надёжным.
Узнать подробности и войти можно по ссылке вавада официальный сайт — там указаны рабочие зеркала.
Играйте ответственно, чтобы сессии приносили положительные эмоции.
Это не просто площадка для мероприятий, а среда, где легко сосредоточиться и быть в диалоге. Встречи, мастер-классы и события проходят в тёплой, почти домашней обстановке — https://vnutrispace.ru/
Лучшее казино https://download-vavada.ru слоты, настольные игры и live-казино онлайн. Простая навигация, стабильная работа платформы и доступ к играм в любое время без установки дополнительных программ.
zavirobonding page – Smooth navigation and clear content made exploring the site effortless.
browse cavaroline – Clean interface and intuitive navigation make information retrieval quick and simple.
quixo resource – Dropped in randomly and was pleasantly surprised by the clarity.
check vexaro – Pleasant experience, content is well organized and pages load fast.
velvix access – Clear design, pages load fast and navigation feels intuitive.
Professionelle thaimassage Augsburg: Entspannende Massagen, wohltuende Anwendungen und personliche Betreuung. Gonnen Sie sich eine Auszeit vom Alltag in angenehmer Atmosphare.
ЦСКА готовится к насыщенному сезону, полному принципиальных матчей и ледовых сражений. Домашние игры в Москве обещают стать настоящим праздником для фанатов хоккея. Почувствуйте атмосферу трибун. Подробнее по ссылке https://rentry.co/o8vw5xrg
Играешь в казино? https://freespinsbonus.ru бесплатные вращения в слотах, бонусы для новых игроков и действующие акции. Актуальные бонусы и предложения онлайн-казино.
morixotrustco online – Easy-to-read pages and intuitive structure make browsing efficient.
check this out – Professional design with clear headings and easy-to-read content.
discover krixa – Pleasant design, everything loads fast and content is easy to locate.
open zaviroline – Clean interface and the content becomes available right away.
The character of Mollie the mare, who chooses ribbons and sugar over freedom, represents the seduction of materialism. Her departure from the farm is a subtle critique of those who prefer comfort to liberty. To understand the nuances of her choice, reading the full text is recommended. You can easily find an Animal Farm PDF to explore these sub-plots. Orwell’s cast of characters covers the full spectrum of human responses to political change, making the book a comprehensive study of sociology. https://animalfarmpdf.store/ Characterization Of Animal Farm Pdf
zylvo network – Simple structure, navigation is seamless and content is well organized.
полотенцесушитель установленный полотенцесушители официальный сайт
Проститутки Владивосток
navirobond hub – Layout is clear and easy to use, making it simple to find what I needed.
open zavirotrustline – Information is easy to locate, site feels structured and dependable.
Проститутки Новый Уренгой
mavro hub – Layout is clean, navigation is smooth and pages load without delay.
Индивидуалки Владивосток
visit zavirolinecore – Everything looks polished and finding information is straightforward.
mivarotrustline access point – Professional structure, browsing is effortless and information is straightforward.
this rixaro page – Pages feel organized and navigation is straightforward, making browsing easy.
https://t.me/nur_intim/
Проститутки Владивосток
bonding resource – Easy-to-navigate design keeps the content front and center without distractions.
qunix info – Layout feels organized, browsing is effortless and content is easy to read.
Проститутки Новый Уренгой
Deep in the Chultan canopy, the roar of a zombie T-Rex echoes. This is the world of the Tomb of Annihilation, a premier campaign for Dungeons & Dragons 5th Edition. Players and DMs alike search for the Tomb of Annihilation PDF to access the maps and stats required for this brutal adventure. The story revolves around the Soulmonger, a necro-industrial device stealing souls. The urgency of the plot drives the exploration. With the digital book, DMs can effortlessly flip between the wilderness hazards and the city encounters of Port Nyanzaru, ensuring the session never drags. It is a masterclass in sandbox design. https://tombofannihilationpdf.store/ Free D&D 5E Pdf Tomb Of Annihilation
карниз для штор с электроприводом карниз для штор с электроприводом .
Хотите рельеф мышц? Забудьте о скучных стенах спортзала! Ваша крепкая спина ждут вас на свежем воздухе. Культивация земли мотоблоком — это не просто рутина, а силовая тренировка на все тело.
Как это работает?
Подробнее на странице – https://sport-i-dieta.blogspot.com/2025/04/ogorod-hudenie-s-motoblokom-i-bez-nego.html
Мощные мышцы ног и ягодиц:
Управляя мотоблоком, вы постоянно идете по рыхлой земле, совершая толкающие движения. Это равносильно приседаниям с нагрузкой.
Стальной пресс и кор:
Удержание руля и контроль направления заставляют напрягаться ваш корпус. Каждая кочка — это микро-скручивание.
Рельефные руки и плечи:
Повороты, подъемы, развороты тяжелой техники — это упражнения на бицепс, трицепс и плечи в чистом виде.
Нажмите, чтобы увидеть технику в действии: Мы покажем, как превратить работу в эффективную тренировку.
Ваш план похудения на грядках:
Разминка (5 минут): Наклоны к носкам. Кликните на иконку, чтобы увидеть полный комплекс.
Основная “тренировка” (60-90 минут): Вспашка, культивация, окучивание. Чередуйте интенсивность!
Заминка и растяжка (10 минут): Упражнения на гибкость рук. Пролистайте галерею с примерами упражнений.
Мотивационный счетчик: За час активной работы с мотоблоком средней мощности вы можете сжечь от 400 до 600 ккал! Это больше, чем пробежка трусцой.
Итог: Прекрасный урожай осенью. Скачайте чек-лист “Огородный фитнес”. Пашите не только землю, но и лишние калории
check this out – Pages are neatly presented, giving a sense of trust and simplicity.
ЦСКА переживает напряженный момент чемпионата: ошибки дорого обходятся, а очки нужны здесь и сейчас. Ближайшие матчи обещают стать настоящей проверкой на прочность. Подробнее по ссылке https://postheaven.net/fvblc48jpj
The Adventures of Tom Sawyer is a book that captures the essence of American youth. Mark Twain’s writing is brilliant and engaging. We offer a high-quality digital text for those who want to read the book on their devices. Our resource is designed to be easy to use. With a Tom Sawyer PDF, you can take the story with you on your travels or simply enjoy it at home, making classic literature more accessible than ever. https://tomsawyerpdf.store/ Adventures Of Tom Sawyer And Huckleberry Finn Pdf
kryvoxtrustco hub – Browsing feels effortless, site structure is intuitive and well-organized.
https://webcam24chat.com/
official trust hub – Didn’t take long to see that the site keeps things clear and simple.
code promo gratuit 1xbet
zexarocapital page – Pages respond instantly, and the layout gives a professional impression.
1xbet registration promo code turkey
rixva site – User-friendly interface, layout feels smooth and details are easy to locate.
как ввести промокод в 1xbet
https://videochat-18.com/
http://glukor.tora.ru/forum/profile.php?action=show&member=4204
Фриспины бесплатно казино бездеп бесплатные вращения в онлайн-казино без пополнения счета. Актуальные предложения, условия получения и список казино с бонусами для новых игроков.
https://mfchat.ru/
kavix page – Neat design makes navigating and finding information smooth and straightforward.
creation code promo 1xbet
электрокарнизы москва электрокарнизы москва .
События в мире свежие новости события дня и аналитика. Актуальная информация о России и мире с постоянными обновлениями.
Видел на форуме живую ветку про билеты на ЦСКА, без рекламы, просто мнения болельщиков: https://www.forumsdrom.ru/groups/2307-8601.html#gmessage75662
check orvix – Came here without planning, yet everything loads quickly and is easy to read.
pexra online – Minimal design, fast-loading pages and content is readable without effort.
check this out – Came across the site unexpectedly, but the details were interesting and clear.
https://skypecam.ru/
explore core site – The design stays clean and pages move smoothly.
Sleek site – Everything is easy to find and looks well organized.
промокод 1xbet на сегодня бесплатно
Curated deals – Great selection of items you won’t see elsewhere.
belvarin.shop – Clean design and high-quality items make shopping enjoyable.
BrightBargain picks – Incredible bargains, I’m always impressed by the selection.
charmcartel.shop – Great collection of accessories, and the website makes it easy to shop and explore.
code promo du jour 1xbet
Тренды в строительстве заборов https://otoplenie-expert.com/stroitelstvo/trendy-v-stroitelstve-zaborov-dlya-dachi-v-2026-godu-sovety-po-vyboru-i-ustanovke.html для дачи в 2026 году: популярные материалы, современные конструкции и практичные решения. Советы по выбору забора и правильной установке с учетом бюджета и участка.
melbet промокод на фрибет при регистрации
coffeecourtyard.shop – A coffee lover’s dream! They always have such unique blends.
crispcollective.shop – Simple design, and the products are always current and unique.
1xbet promo code for free spins
firfinesse.shop – Impressive selection of sophisticated items, everything is top-notch.
joker casino бездепозитный бонус
https://www.google.bj/url?q=https://www.lagodigarda.com/booking/pages/code_promo_du_bookmaker_1xbet.html
check plorix online – Minimalist design, site works smoothly and pages are easy to navigate.
электрокарниз москва электрокарниз москва .
glintaro.shop – The perfect place to find unique, sleek, and high-quality items for every occasion.
1xbet promo code for bonus
charmchoice.shop – Cute and quirky charms, shopping here is always a fun experience.
Zombies, dinosaurs, and zombie dinosaurs – this campaign has it all. The unique flavor of Chult sets it apart from the typical medieval fantasy settings of the Sword Coast. If you are looking to immerse your group in a pulp-adventure style story, this is the book to get. Reviewing the Tomb of Annihilation PDF helps DMs understand the tone of the setting, which balances whimsy with absolute terror. The guide provides excellent tools for survival mechanics, including dehydration and disease. Keeping track of these elements is easier when you have the digital text searchable by keywords, ensuring you don’t forget to apply the Throat Leeches or Mad Monkey Fever. https://tombofannihilationpdf.store/ Tomb Of Annihilation Pdf Assassin Table
промокод в бетвиннер казино
this holdings page – Simple design and clear presentation make the content easy to digest.
На форуме видели обсуждения о билетах на ЦСКА. Если хотите выбрать хорошие места и понять нюансы, загляните сюда: https://lobnya.myqip.ru/?1-4-0-00000485-000-0-0-1769756969
zavirobondgroup explore – Quick browsing, clean structure and all information is presented clearly.
ваучер 1win промокод на деньги
Healthy picks – Everything here feels natural and carefully selected.
Отвод воды от фундамента https://totalarch.com/kak-pravilno-otvesti-vodu-ot-fundamenta-livnevka-svoimi-rukami-i-glavnye-zabluzhdeniya какие системы дренажа использовать, как правильно сделать отмостку и избежать подтопления. Пошаговые рекомендации для частного дома и дачи.
Explore Aurora – Great layout and a variety of products to check out.
Random delights – Love how effortless it is to look through everything.
Вызвать электрика в Севастополе Электрик Инкерман Услуги квалифицированного электрика в Инкермане. Быстро и качественно.
BrightBargain deals – Super affordable items, I find exactly what I need every time.
charmcartel.shop – Stylish accessories that are easy to find on this clean, well-organized website.
zexaroline – Found this through a link, stayed longer because layout works.
collarcove.shop – A must-visit for pet lovers, easy to find the perfect collar.
Продать эриведж Продать Револейд. Стимулятор тромбопоэза.
http://miku-crdb.ru/forum/messages/forum1/topic1548/message1739/?result=new#message1739
crispcrate.shop – A huge selection of products, and the entire shopping experience is easy and fast.
https://novoevnukovo.ru/index.php?topic=9996.new#new
fixforge.shop – A must-visit for all DIY enthusiasts, they have an amazing range of high-quality tools.
Продать лекарства выкуп Где можно продать лекарства оставшиеся. Не выбрасывайте – продавайте.
ваучер 1win промокод
morvex link – Pleasant experience, pages respond quickly and information is clear.
Instant visibility helps time-sensitive content; if you’re posting about current events or trends, you’ll want to buy tiktok views with faster delivery to capitalize on the moment.
Продать лекарства в спб Как продать неиспользованные лекарства. Пошаговое руководство и поддержка на каждом этапе.
Мы предлагаем изготовление складского оборудования для логистических комплексов любого масштаба. Производство ориентировано на серийные и индивидуальные проекты. Все решения адаптируются под конкретный объект. Это повышает эффективность складской логистики – изготовление противопожарных дверей
bond overview – Quick look suggests a professional, organized, and dependable site.
казино бонус Бонусы за регистрацию – это стандартная практика в индустрии онлайн-гемблинга. Они служат стимулом для игроков выбрать именно это казино среди множества других. Бонусы могут быть разными: от бесплатных вращений до бонусных денег на счет.
Cozy home hub – Everything here is soft, warm, and perfect for relaxing.
yavex connection – Pleasant layout, everything is readable and pages respond quickly.
glintgarden.shop – Always find high-quality plants and tools, great place for garden lovers!
бездепозитные фриспины Казино с бездепозитным бонусом – это площадки, где игроки могут получить реальные шансы на выигрыш, не вкладывая ни копейки. Это идеальный вариант для новичков, желающих ознакомиться с миром азартных игр.
Browse Auroriv – The site looks modern and offers something for everyone.
Постоянно играю в 7к казино, слоты от NetEnt хороши. Pragmatic Play отдают хорошо в целом.
BentoBox Selection – Beautiful designs and sturdy materials, perfect for meal prepping.
Наш завод выполняет производство металлоизделий для различных отраслей промышленности. Индивидуальный подход позволяет учитывать технические требования заказчика. Все изделия проходят контроль качества. Это гарантирует соответствие проектной документации – противопожарные распашные ворота
карнизы для штор с электроприводом karnizy-s-elektroprivodom77.ru .
arcloom.shop – A solid mix of products that keeps things feeling fresh.
промокод на мелбет
coppercitrine.shop – Fantastic copper collection, ideal for adding a touch of style to any room.
charmcartel.shop – The perfect place for trendy accessories, easy to navigate and shop.
crystalcorner2.shop – Stunning selection of crystals, perfect for any collection.
промокод 1вин покер при регистрации
florafreight.shop – Love the selection of vibrant flowers, a must-see for all garden lovers.
check nevrix online – Easy-to-use site, information is well presented and browsing feels natural.
chicchisel.shop – Truly a great place for tools that last, shopping here is always a breeze!
open zexarotrust – The layout feels balanced and not distracting.
Flower treasures – Beautiful selection of floral-inspired products that stand out.
The adventure begins in Port Nyanzaru, a city of trade and dinosaur racing. Tomb of Annihilation offers a rich sandbox for players. The Tomb of Annihilation PDF provides the tools to run this open-world segment. It lists the guides, the side quests, and the rumors. DMs use the digital resource to seed the plot hooks that lead to the jungle. The PDF also details the terrifying Tomb of the Nine Gods, a dungeon that rivals the classic Tomb of Horrors. With digital bookmarks, the DM can navigate the complex dungeon levels instantly. It is the definitive guide for running a campaign where death is permanent and the stakes are infinite.
Халява в казино https://casino-bonus-bezdep.ru Бесплатные вращения в популярных слотах, актуальные акции и подробные условия использования.
слоты с бездепозитным бонусом и выводом денег Получить такие фриспины, как правило, очень просто. Основное условие — это регистрация на сайте казино. Иногда может потребоваться подтверждение номера телефона или электронной почты, но чаще всего достаточно пройти несложную процедуру создания аккаунта. После успешной регистрации бонусные вращения автоматически начисляются на ваш счет, и вы можете приступать к игре. Важно внимательно ознакомиться с условиями акции, так как разные казино могут предлагать разное количество фриспинов и устанавливать определенные лимиты на вывод выигрышей.
Garage hub – Smooth shopping experience with a variety of automotive essentials.
BrightBLOOMY – The floral designs are perfect, and the site layout is clean and simple.
explore line site – Quick glance shows a clear, contemporary layout with easy navigation.
фриспины Казино бонусы за регистрацию – это широкий спектр предложений, включая фриспины, бонус на депозит и другие привилегии, которые казино дарит новым клиентам.
1win промокод без депозита
фриспины без депозита Бездепозитные бонусы казино – это прекрасная возможность испытать удачу, не вкладывая собственных средств. Казино предоставляют эти бонусы новым игрокам в качестве приветственного подарка, чтобы они могли ознакомиться с игрой и ее механикой.
visit xorya – Found the site easy to navigate, information is well organized and clear.
Продать энхерта Продать Ленвима. Таргетная терапия рака щитовидной железы.
glintvogue.shop – Incredible variety of chic products, perfect for updating your wardrobe!
coralcrate.shop – Fantastic range of products, and the site design makes it so simple to shop.
Luxury decor hub – A strong choice for elegant home updates.
charmcartel.shop – Unique designs and fast navigation, love shopping here every time.
знакомятся Искал Ростов знакомства в телеграме — нашёл нормальный чат.
curtaincraft.shop – Love the range of curtains here, so many stylish options to choose from.
freshfinder.shop – Love checking out this site, I always find something fresh and inspiring.
электронный карниз для штор karnizy-s-elektroprivodom77.ru .
фриспины бездеп Бесплатные фриспины за регистрацию — это отличная возможность для новичков познакомиться с миром онлайн-казино без какого-либо риска. Этот вид бонуса, по сути, дарит игроку определенное количество бесплатных вращений в слотах, обычно популярных и проверенных. Вам не нужно вносить собственные средства, чтобы начать вращать барабаны и, возможно, выиграть реальные деньги. Это своего рода приветственный подарок, который позволяет оценить игровой процесс, интерфейс казино и разнообразие представленных игр.
Как продать ненужные лекарства Продать лекарства телеграмм. Удобный канал связи и продаж.
discover plixo – Pleasant layout, navigation is intuitive and content is easy to read.
фриспины Казино с бездепозитным бонусом – это площадки, где игроки могут получить реальные шансы на выигрыш, не вкладывая ни копейки. Это идеальный вариант для новичков, желающих ознакомиться с миром азартных игр.
http://illuminandi.phorum.pl/viewtopic.php?p=586209#586209
Продать пемброриа Продать Инлита. Химиотерапия.
Bloom Beacon must-haves – Great variety of home accents and gifts, simple and easy to navigate.
Briovanta Goods – Amazing finds with a seamless shopping experience, I’m loving it!
договариваются о встречах Искал Ростов знакомства в телеграме — нашёл нормальный чат.
Chic boutique – High-quality, fashionable bags and accessories at your fingertips.
explore trustco – Organized and professional layout, giving confidence to anyone browsing.
covecrimson.shop – High-end, bold selections that stand out. Shopping is always a joy here.
zexarotrustco hub – The platform looks authentic, with content clearly arranged and no clutter.
Полочные и мезонинные стеллажи нашего производства применяются на складах и в производственных помещениях различного назначения. Мы разрабатываем многоуровневые системы хранения для эффективного использования высоты помещения. Конструкции адаптируются под конкретные задачи клиента. Это позволяет увеличить полезную площадь без расширения объекта, металлические стеллажи для склада
Продать зепатир Продать Револейд. Стимулятор тромбопоэза.
Электрик с выездом Севастополь Электрик Севастополь
charmcartel.shop – Fantastic collection of trendy accessories, browsing the site is a breeze.
gardengalleon.shop – If you’re into gardening, this site is a must-see! Stylish products and plenty of options.
cypresschic.shop – Stylish finds and a seamless shopping experience, totally recommend it!
Everyday deals – Shopping feels smooth and uncomplicated here.
goldenget.shop – Amazing selection of high-end products, shopping has never been easier!
explore zarvo – Nice structure, pages respond well and content is straightforward to read.
Услуги электрика в Севастополе Электрик Севастополь
удаленная работа для пенсионеров Удалённая работа — новое измерение для карьеры
cinnamoncorner.shop – I love the variety here, always something different and exciting to buy!
онлайн работа дома для мам фриланс для начинающих
работа на удаленке Фриланс в интернете — безграничные горизонты
Общаются Искал Ростов знакомства в телеграме — нашёл нормальный чат.
Briovista Goods – Elegant and well-curated site with an outstanding product range.
BalmBridge treasures – A clean layout with excellent skincare selections.
Квалифицированный электрик Электрик Севастополь
Каждый день выходят новые свежие промокоды. Юзаю их и всегда получаю что-то полезное на деньги.
Видел на форуме обсуждение для болельщиков ЦСКА — советы по билетам и местам на арене: https://ssa.ru/forum/kak-luchshe-vybrat-bilety-na-matchi-hk-cska-v-etom-sezone.html
cozycarton.shop – Cozy and charming products, great for treating yourself or finding the perfect gift.
Труба гофрированная канализационная Пожарная безопасность – критически важный аспект. Мы располагаем всем необходимым, от пожарных шкафов и клапанов с вентилями до гидрантов и специализированных тройников с пожарной подставкой и пожарных подставок, обеспечивая комплексные решения для защиты объектов.
Mark Twain’s novel is a must-read for anyone who appreciates great literature. The Adventures of Tom Sawyer is a story of adventure, friendship, and growing up. We provide a high-quality digital text for those who want to read on their electronic devices. Our resource is reliable and user-friendly. With a Tom Sawyer PDF, you can enjoy the classic tale of Tom and Huck in a modern, convenient way.
gemgalleria.shop – Gorgeous gemstones and fine jewelry, ideal for a meaningful gift!
dalvanta.shop – Stylish and unique products! I always enjoy shopping here.
The death rate is high in Tomb of Annihilation. That is by design. The Tomb of Annihilation PDF helps the DM manage the carnage. It details the “Meat Grinder” rules and the resurrection restrictions. The digital text allows the DM to explain these rules clearly. The book also provides the replacement character options. The PDF helps integrate new characters into the story. It also details the final dungeon. The digital guide is crucial for running the lethal traps that will likely kill many characters. It is the essential tool for a campaign where death is not the end, but a constant companion.
Севастополь электрик Электрик Севастополь
Unique art shop – Plenty of eye-catching artwork to admire.
goldenparcel.shop – High-quality goods that never disappoint, love browsing their collection.
click to view – Everything loads promptly and the layout feels clean.
Рулетка крутится плавно, никаких зависаний. 7k казино онлайн live-дилер общается по-русски, очень приятно.
Brivona – I love how neat and structured the site is, makes finding items so easy.
удаленная работа для мам в декрете работа на удаленке
Home decor finds – Lovely selection of baskets with a smooth browsing experience.
cozycopper.shop – Wonderful copper products that are both stylish and highly functional.
discover ulixo – Browsed quickly, yet the interface feels professional and responsive.
https://sciencewiki.science/index.php?title=%D0%9F%D1%80%D0%BE%D0%BC%D0%BE%D0%BA%D0%BE%D0%B4%20%D0%BD%D0%B0%201%D1%85%D0%91%D0%B5%D1%82%202026:%201X200FREE%20-%20%D0%91%D0%BE%D0%BD%D1%83%D1%81%2032,500
gervina.shop – An excellent collection of sleek and modern pieces that make a huge difference in any room!
decordock.shop – Great home decor finds, and navigating the site is a breeze.
charmcartel.shop – Love the stylish pieces and the website is very organized for easy browsing.
circuitcabin.shop – Everything for tech enthusiasts in one place, and shopping is a breeze.
фриланс заказы Удаленная работа отзывы — что говорят реальные люди
http://kroksdm.kabb.ru/viewtopic.php?f=3&t=20453
На домашних матчах ЦСКА каждый болельщик становится частью команды: аплодисменты, интерактивы, музыка и конкурсы создают незабываемую атмосферу. Подробнее: https://www.sostav.ru/blogs/271307/76336
http://veraciousrp.listbb.ru/viewtopic.php?f=85&t=5650
Cool browsing – The design gives the site a fresh, modern edge.
tool deals hub – Good selection, ordering felt straightforward and hassle-free.
бонусы без депозита Особое внимание мы уделяем тем, кто ценит свободу и предпочитает знакомиться с игрой на ходу. Именно для вас мы подготовили фриспины за регистрацию – бесценные вращения, которые позволят вам лично оценить разнообразие игровых автоматов, не делая при этом никаких финансовых вложений. Это отличный старт для новичков и приятное дополнение для опытных игроков, желающих протестировать новые игры.
lotuslane daily – Pleasant navigation, images are sharp and products are easy to explore.
Brondyra Collection – Such a fashionable shop with an easy-to-navigate checkout process.
https://sciencewiki.science/index.php?title=%D0%9F%D1%80%D0%BE%D0%BC%D0%BE%D0%BA%D0%BE%D0%B4%201xBet%20%D0%91%D0%B5%D0%B7%D0%B4%D0%B5%D0%BF%D0%BE%D0%B7%D0%B8%D1%82%D0%BD%D1%8B%D0%B9%20%D0%91%D0%BE%D0%BD%D1%83%D1%81%202026:%201X200FREE
navirotrack page – Well-structured design ensures content is easy to find and looks credible.
goldgrove2.shop – Such a fantastic site with an impressive range of one-of-a-kind items.
Relaxation essentials – Spa-like items that make your daily routine special.
craftcabin.shop – A constant flow of new crafting supplies and inspiring ideas, highly recommend!
банка аккумулятора погрузчика Тяговые аккумуляторы 48 вольт: универсал для электропогрузчиков. Цена доступная.
gingergrace.shop – I love this store, always something new and special to discover!
click to view – Landed here unexpectedly, the site appears professional and well-maintained.
dorvani.shop – A fantastic place to shop for products that are both trendy and practical!
charmcartel.shop – Such a fantastic selection of unique accessories, easy to navigate and explore.
бесплатные ключи Стим ключ тг
Убрать скол на плитке Сломалась лестница
The concept of “sponsors” adds a layer of reality TV critique to the story. Tributes must perform to get medicine or food. It forces them to be fake in order to survive. This commentary on celebrity culture is timeless. If you want to explore these themes, the book is the best place to start. Whether you have a Kindle, an iPad, or just a laptop, finding a The Hunger Games pdf enables you to engage with this critical social satire. https://thehungergamespdf.ru/ The Hunger Games Book 4 Pdf
Standout shop – A solid choice for unique and well-crafted items.
Реставрация Москва Ремонт плитки
clothing picks shop – Well-organized categories made browsing quick.
luggagelotus daily – Well-organized, products look sturdy and browsing feels effortless.
buildbay.shop – Love how easy it is to shop for all the supplies I need for my projects.
this trixo hub – Fast pages, easy-to-follow layout, and content is approachable.
craftcurio.shop – A crafter’s dream, packed with all sorts of cool and inspiring craft supplies!
Snack delights – Delicious goodies, perfectly curated for every sweet tooth.
Уже месяц как играю тут, всё гладко. Менеджер поддержки помогал разбираться мне быстро.
glamgarrison.shop – An amazing collection of chic accessories, I always find something I love!
greenguild.shop – So many great sustainable products, and the site is so intuitive to use.
dorvoria.shop – Beautiful and well-made products, this store is a joy to browse!
розыгрыш стим скидки в Стиме
clarvesta.shop – Great selection and speedy service, will definitely shop here again.
steam игры dying light
caldoria.shop – A curated collection with something for everyone, shopping here is always hassle-free.
Luggage Lotus Shop – Easy navigation, items look solid and selection is impressive.
Interactive corner – A site that’s playful and easy to navigate.
cratecosmos.shop – Beautiful home accents and an easy shopping process, highly recommend!
browse rixarotrust – Smooth navigation and uncluttered design let content shine clearly.
everyday cozy finds – Shopping here feels relaxed thanks to the clean layout.
beardbarge.shop – Top-notch beard care products, a must-visit for grooming enthusiasts.
розыгрыш стим ключи steam
glamgrocer.shop – Such a great place for trendy and unique kitchen products, always fun to shop!
driftdahlia.shop – If you’re into unique decor, this is the place to shop!
тяговые батареи для электропогрузчиков купить Батарея на штабелер цена от 150 000 руб. Для электроштабелеров с подъемом.
бесплатные ключи Стим Mortal Kombat Steam
grovegarnet.shop – A wonderful store with a lovely range of products, shopping here is always easy.
calmcrest.shop – Love the peaceful vibe of this store, and the variety of items is always impressive.
The third book is a turning point for the series. Everything changes, and nothing will be the same. The Onyx Storm epub documents this shift. The characters grow and change in unexpected ways. The digital copy is a great way to keep up with the story. It is a book that challenges your expectations. https://onyxstormepub.ru/ Onyx Storm Pdf File
Lunivora Picks – Pages load quickly, items are appealing and navigation is simple.
torivocapital online – Pages load fast and the site structure feels natural and easy.
p e r o ключи steam
Elegant picks – Smooth navigation paired with high-quality products.
simple honey market – Came across it recently, pricing doesn’t feel overdone.
батарея электроштабелер цена Аккумуляторные батареи тяговые из Словении TAB — европейское качество, низкая цена. Идеал для штабелеров.
диагностическая косметология косметология москва
ключи steam Новости Стим
Ремонт кожаной мебели Москва Ремонт кожаной мебели Москва
clevercheckout.shop – Quick checkout and an amazing range of products to look through.
halvessa.shop – I adore the simplicity of the site, and the products are always top-notch.
LuxFable Online – Very chic, easy to browse and site feels responsive.
curated goods store – Browsing was fast, selection feels thoughtfully put together.
Ok, saving FB777login for later. Don’t want to forget it when I’m in the mood for some action. Convenience is key! Bookmark fb777login and speed up the fun later!
Just started using vb777club, seems promising. Exploring the features. vb777club is what I would like to tell others.
Looking for something new to try? Tdtc88web might be it. I’m checking it out now. Give tdtc88web a shot!
Реставрация Москва Реставрация мебели
הדלת, אני כבר דולף מהאוזניים שלי עכשיו!!! איגור, בעלי, ניסה לצעוק את המים הרועשים ותופף בדלת. “הכל יוצא, שתי דקות” עניתי. אחרי ארוחת הבוקר הלכתי להתלבש. בזמן שהתקלחתי, הקטנים כבר יכולתי לסרב בבית! את זונה! סובבתי זונה, וזיינתי אותה בלי לקשור אותה, פשוט עטפתי את ידיה לאחור, וניסיתי לזיין יותר ויותר. היא צעקה! גמרתי, אני מסתכל, לזונה יש דמעות זולגות, שפתיים bitbagz.co.il
Продать газива Продать тецентрик
На 7к казино зеркало запросил выплату 3000 рублей. Вывели на USDT, пришло за час.
Продать Джакави Продать газива
harborhoney.shop – Lovely finds that make every moment sweeter! Great for gifts.
Maple Merit Picks – Smooth navigation, items are well-categorized and site feels solid.
Обновленный «Уголок дедушки Дурова» предлагает не только спектакли, но и экскурсии за кулисы и детские программы. Здесь каждый визит превращается в маленькое приключение. Подробнее по ссылке: https://rentry.co/c3d8o5em
1xbet codigo promocional portugal
Goat cheese and primrose flowers are small symbols of home that keep Katniss grounded. In the midst of high-tech horror, these organic elements represent the life she is fighting for. Collins uses symbolism masterfully. To catch all these motifs, a close reading is required. A digital The Hunger Games pdf is a great companion for a literary analysis, helping you spot the recurring symbols that give the story its emotional resonance. https://thehungergamespdf.ru/ Suzanne Collins The Hunger Games Pdf Download
neat online shop – Clear navigation, I found what I wanted quickly.
The book is a celebration of the “arranged marriage” trope done right. It hits all the beats fans love while adding new twists. It feels fresh yet familiar. Searching for a King of Wrath PDF is a common step for trope lovers. They know they are in safe hands with Ana Huang. She understands what readers want and delivers it with a bow on top.
Слоты только от топ-провайдеров. 7кей казино — Igrosoft, Pragmatic, NetEnt, все на месте.
Navigating the politics of Basgiath has never been more deadly for the cadets. Violet is forced to make impossible choices that will shape the future of the continent. By choosing the Onyx Storm epub, you ensure that you have the story at your fingertips whenever inspiration strikes to read. The magical theory is expanded, offering a harder magic system than previously seen. It is a long book, but the pacing makes it fly by. The digital edition is perfect for night owls who want to read without waking up the whole house. https://onyxstormepub.ru/ Onyx Storm Epub Vk
clevercove.shop – So much to explore, and shopping here is always an enjoyable time.
driftdomain.shop – Excellent site with a fantastic selection of unique finds.
печать каталогов москва
Do you love gambling? crypto gambling allow you to play online using Bitcoin and altcoins. Enjoy fast deposits, instant payouts, privacy, slots, and live dealer games on reliable, crypto-friendly platforms.
Marigold Market Online Hub – Smooth browsing, items are easy to navigate and checkout feels seamless.
«Уголок дедушки Дурова» — это не только спектакли, но и музей, экскурсии и культурные акции. Театр готовится к реконструкции, сохраняя историческое наследие. Подробнее здесь: https://cont.ws/@goevent/3164364
btcchange24
Когда заблокировали основной, 7k рабочее зеркало реально спасло. Вывод с резервного адреса прошел нормально.
style picks store – Browsed for the first time, everything opened quickly and checkout feels simple.
Эвакуатор в Екатеринбурге
топливо купить
elmembellish.shop – The handcrafted details on these products are amazing, perfect for gifts.
батарея на вилочный погрузчик купить Тяговая батарея Тюменский: PZS-технология, минимальные потери. Для Jungheinrich и Still.
codigo promocional 1xbet chile
I savour, result in I found just what I used to be looking for. You’ve ended my four day lengthy hunt! God Bless you man. Have a nice day. Bye
официальный сайт leebet
Общество экспертов России по недропользованию – профессиональная платформа для верификации компетенций и статуса специалистов по экспертизе недр. Ресурс позволяет выбрать эксперта по направлениям ТПИ, геология и ГРР, нефть и газ – и сократить риски при согласовании отчетов и отчётов в проектах – реестр компетентных лиц ОЭРН
The spell “Ceremony” is a flavor-filled addition for Clerics and Paladins found in this book. Xanathar’s Guide to Everything allows you to perform weddings, funerals, and coming-of-age rites that have mechanical benefits. Players looking for a PDF description of this ritual will enjoy our deep dive into roleplaying divine magic. We explore how to use this spell to create meaningful roleplay moments that grant temporary buffs. Bring the sanctity of the temple to the campfire with spells that bridge the gap between mechanics and storytelling.
bonus za registraci bez vkladu casino-cz-1.com .
Mousely Market – Smooth browsing experience, fast page loads, and checkout was hassle-free.
marketmagnet online store – Easy browsing, selection is clear and item details are informative.
codigo promocional 1xbet chile 2026
печать каталогов цена
Кактус казино бонусы делают старт более интересным и выгодным. После регистрации можно сразу войти в аккаунт. Официальный сайт работает без перебоев. Попробуй возможности платформы, cactus casino сайт
Office Opal Platform – Clean pages and logical organization make exploring office products quick.
Vogue Picks – Stylish selection, browsing feels quick and effortless.
elvarose.shop – Always a pleasant experience shopping here, with so many beautiful pieces.
Jorvella Store – Nice layout, finding products is easy and details are useful.
УФ добавка для определения утечек фреона
clickcourier.shop – Reliable shipping and an easy-to-navigate website, perfect for shopping!
накрутка просмотров в тгк тик ток накрутка
Kush казино вход открывает полный функционал платформы. Бонусы и акции доступны после регистрации. Официальный сайт работает стабильно. Заходи сейчас – kush казино зеркало
https://svobodapress.com.ua/karta-vyshhoroda/
Слоты на 7k запускаются плавно, без лагов.
Paws Pavilion Store – Fun pet selection, pages load smoothly and buying is easy.
Mr. Everdeen’s singing voice is said to have made the birds stop to listen. Katniss inherits this gift but rarely uses it. Music is a subtle theme of resistance in the book. It connects Katniss to her past and her humanity. To understand the role of music in Panem, read the story. A PDF copy allows you to find the lyrics and the moments where music breaks through the silence of the oppressed districts.
codigo promocional 1xbet bolivia 2026
Muscle Myth Corner – Items seem genuine, descriptions make sense, and pricing feels fair.
Plant Plaza Browse – Beautiful greenery, finding items was fast and pleasant.
marketmirth boutique online – Pleasant browsing experience, items are easy to locate and layout feels welcoming.
Quenvia Picks Hub – Modern and tidy, shopping experience was smooth, fast, and enjoyable.
Run River Essentials – Clean and sleek, finding products is fast and buying was easy.
The dragons are the true rulers of the sky. Their power is absolute. The Onyx Storm epub explores their world. The story is epic. The digital copy is easy to get. It is a book that celebrates the magic of fantasy.
Olive Outlet Online – Loved browsing the products, prices are reasonable, and checkout is quick.
Занимаешься спортом? https://bliny-trenirovochnye.ru диски для пауэрлифтинга, бодибилдинга и фитнеса. Прочные покрытия, стандартные размеры и широкий выбор весов.
blackjack online casino-cz-1.com .
evarica.shop – Always find something trendy and high-quality here, love it!
Skin Serenade Treasures – Lovely range of skincare, browsing feels easy and checkout process is quick.
Spruce Spark Collection – Inviting interface, finding items is straightforward and checkout was hassle-free.
Orla Vive Finds – Loved the selection, checkout was quick and effortless.
cozy picks online – Browsing was relaxing, found some items I wanted to save later.
Marqvella Essentials – Great aesthetic throughout, the items feel curated with care.
Комплексные решения по оснащению складов включают проектирование и производство оборудования. Такой подход позволяет оптимизировать пространство и процессы. Заводские мощности обеспечивают стабильные сроки. Заказчик получает готовое решение для работы https://www.met-izdeliya.com/
тяговые аккумуляторы hawker цена Аккумуляторные батареи тяговые из Словении TAB — европейское качество, низкая цена. Идеал для штабелеров.
купить биткоин
Shop Pearl Pantry 2 – Well-organized selection, moving through the site is easy and enjoyable.
Poplar Prime Store – Tidy design, browsing products felt efficient and straightforward.
Neon Notch Storefront – The graphics are fun and memorable, making the site distinct.
Ruvina Market – Stylish interface, categories are easy to explore and purchasing was quick.
marqesta boutique online – Sleek design, pages load quickly and store feels professional.
QuillQuarry Collection – Creative assortment, browsing products was intuitive and simple.
Ремонт кожаной мебели Москва Реставрация мебели
codigo promocional 1xbet paraguay
exploreember.shop – A site with a wonderful assortment of products that are both cozy and chic.
Opal Orio Market – Interesting products, intuitive layout, and overall pleasant browsing experience.
Skynaro Finds – Stylish assortment, navigation is easy and product info makes shopping simple.
Starlight Favorites – Clean and fresh, browsing products is simple and checkout went smoothly.
cloudcurio.shop – Really enjoyed my shopping experience, such a unique selection.
Outlet Oracle Deals – Fantastic bargains available, browsing the site is smooth and hassle-free.
bonus za registraci bez vkladu casino-cz-1.com .
codigo promocional 1xbet peru
Kevrina daily store – Seems safe, checkout feels simple and straightforward.
Эвакуаторы в Екб
Household Pantry Hub – Clear categories, finding basics took no effort.
Prime Parcel Essentials – Delivery was on time, site is intuitive and easy to browse.
NeoVanta Boutique – The website is easy to navigate, and the selection was intriguing.
Saffron Street Finds Online – Pleasant layout, exploring products is effortless and ordering went perfectly.
Quoralia Essentials – Beautifully organized, visuals are clear and product details guide choices.
falnora.shop – A delightful experience, I always find what I’m looking for here.
Marqvella Picks – Impressed by how cohesive this feels, the selection looks intentional and fresh.
Skynvanta Hub – Sleek selection, browsing categories is easy and shopping was very smooth.
Action, romance, politics, and philosophy all blend together in this trilogy starter. It is a book that appeals to almost everyone. The writing is accessible yet deep. It is a gateway to reading for many young people. If you are looking for a compelling read, this is it. Find a The Hunger Games pdf to start your journey with Katniss, Peeta, and the rest of Panem today.
Stitchery Treasures – Fresh design, finding products is simple and checkout was quick.
В начале 2026 года театр зверей продолжает показы спектаклей и экскурсии по музею. «Уголок дедушки Дурова» сочетает культурную программу и бережное отношение к животным. Подробнее здесь: https://kulturologia.ru/blogs/041225/66485/
Rebecca Yarros has outdone herself with this book. It is bigger, better, and more emotional than ever. The Onyx Storm epub is the best way to experience it. The world is vast and detailed. The digital edition is a great choice for readers. It is a masterpiece of storytelling that will be remembered for years.
Palvanta Finds – Beautiful designs, browsing the product info is smooth and informative.
печать каталогов в москве
Opal Ornate Finds – Beautiful collection, browsing is smooth, and the overall aesthetic feels premium.
Plaza Product Corner – Enjoyed the category flow, images are clear and descriptions are useful.
bonus za registraci bez vkladu casino-cz-1.com .
Осваиваешь арбитраж? https://corsairmedia.ru поможет разобраться в инструментах, выбрать первую партнерку и избежать типичных ошибок новичков. Подробные обзоры от практиков: плюсы, минусы и реальные цифры заработка без воды.
Prime Pickings Goods – Lots of options, browsing and reading descriptions was effortless.
company setup uae company formation
ScreenStride Picks – Intuitive layout, selecting items was hassle-free and checkout worked perfectly.
Nook Narrative Hub – Products are well presented, and the narrative approach makes shopping more enjoyable.
setki-okna Москитные сетки
fetchfolio.shop – The accessories are always fresh and on-point, great choices all around.
nafta купить топливо
Quoravia Essentials Hub – Modern interface, categories are easy to navigate and buying was hassle-free.
С 7k удобно играть в любое время, сайт доступен 24/7.
SleekSelect Market – Simple and neat, product discovery feels quick and effortless.
Где продать лекарства с рук в Москве
Suave Basket Studio – Bright and organized, shopping categories are simple to browse and checkout went smoothly.
Очистка кафеля Москва Ремонт картины
clovecrest.shop – Excellent range of products, shopping is a breeze.
Для быстрого доступа к любимым играм игроки используют вавада официальный сайт, где представлен полный каталог развлечений. Помимо слотов, здесь доступны рулетка, блэкджек, баккара и покер в различных вариациях. Раздел с живыми дилерами работает в режиме реального времени с профессиональными крупье. Демо-режим позволяет протестировать любой автомат бесплатно. Навигация по сайту интуитивно понятна даже новичкам.
Mint Mariner Selection – Short browse, solid choices, and the right item popped up fast.
Лучшее онлайн казино? https://pokerinfo.ru/download/index.html онлайн-покер, турниры и кэш-игры для игроков разного уровня. Удобный интерфейс, доступ с ПК и мобильных устройств, регулярные события и акции.
Palvion Corner – Easy shopping experience, items are neatly arranged and simple to browse.
Афиша Уголка дедушки Дурова объединяет самые интересные спектакли и экскурсии сезона для семейной аудитории. В программе — экскурсионное представление «Династия Дуровых» и детский спектакль «Однажды на мышиной планете…», сочетающие театр, историю и живое общение. Подробнее здесь: https://telegra.ph/Afisha-Ugolka-dedushki-Durova-samye-interesnye-spektakli-i-ehkskursii-sezona-12-21
Prime Pickings Select – Wide product range, descriptions were useful and browsing was effortless.
Pebble Port Shopfront – Navigation is clear, completing the order was quick.
аренда лесов строительных
SeedStation Corner – Clean layout, browsing felt fast and checkout went flawlessly.
fiorenzaa.shop – High-quality and elegant products for fashion lovers and home enthusiasts alike.
Open Cartopia Shop – Easy navigation with practical filters, making the shopping process stress-free.
Nova Aisle Corner – Wide selection, and using filters made finding items quick and easy.
RareWrapp Shop – User-friendly navigation, categories are easy to explore and checkout was smooth.
SnugNook Favorites – Inviting interface, finding the right items is simple and checkout is hassle-free.
nov? ?esk? online casino nov? ?esk? online casino .
Suave Shelf Corner – Stylish interface, items are easy to browse and checkout was hassle-free.
Нужен стим аккаунт? общие стим аккаунты доступ к библиотеке игр по выгодной цене. Совместное использование, подробные условия, инструкции по входу и рекомендации для комфортной игры.
Everyday Gadget Shop – Looks like a solid source for simple tech upgrades.
Truvora Web Shop – Smooth interface and an overall dependable shopping feel.
У 7k удобная мобильная версия, можно играть без компьютера.
WatchWhisper Web Shop – Smooth interface, watch options are clearly displayed and browsing is pleasant.
Prism Porter Boutique – Stylish layout, browsing and purchasing was easy.
Pendant Port Select – High-end look, browsing the catalog is easy and pleasant.
SerumStation Online – Modern design, items are clearly displayed and buying was hassle-free.
скупка золота
fiorvyn.shop – Stylish products that are easy to shop for, making the entire experience enjoyable.
Kitchen Essentials Spot – Cozy and organized, browsing products was quick and easy.
Казино 7к подойдёт для тех, кто предпочитает играть без ограничений по устройствам. Мобильная версия сайта полностью сохраняет функциональность десктопной версии: 7k casino вход
Novalyn Shop – Clean, uncluttered pages make it easy to appreciate the products.
Orbit Olive Goods – Visually appealing, orderly pages, making product comparison fast and easy.
Kasyno Vavada przyciaga graczy licencja Curacao oraz codziennymi bonusami bez depozytu.
Po szybkiej rejestracji kod promocyjny daje darmowe spiny na topowych slotach z wysokim RTP.
Turnieje z pula nagrod i rankingami motywuja do aktywnej gry, a blyskawiczne wyplaty buduja zaufanie.
Aktualne lustra omijaja blokady, wiec dostep do konta pozostaje stabilny 24/7.
Sprawdz najnowsze promocje i instrukcje aktywacji kodu tutaj: bonus vavada.
Graj odpowiedzialnie i ustaw limity bankrolu, aby rozrywka pozostala bezpieczna.
Mint Marketry Outlet – Pages opened fast and the order process felt reliable.
Live Арена приглашает на концерты и шоу, которые собирают тысячи зрителей. Современные технологии и комфорт делают каждое событие особенным. Подробнее здесь https://justpaste.it/j5y84
Avia Masters dispone de sistema crash con regulación.
Aviadores pueden jugar en casino cripto.
BGaming presenta recompensas y sistema de apuestas.
La app Avia Masters cuenta con soporte para Android/iOS.
El juego de dinero presenta Auto Cashout.
Máquina tragamonedas incluye juegos de azar.
Sistema de apuestas cuenta con x1000+.
Usuarios pueden acceder a práctica sin depósito.
Provably fair certifica legitimidad.
La slot Avia Masters dispone de idioma español.
Aviación se refleja en el juego.
Estrategia explica gestión de riesgos.
Android/iOS proporcionan instalación rápida.
Modo demo incluye créditos virtuales.
Avia Masters ofrece recompensas progresivas.
BGaming asegura legitimidad.
Edición español ofrece casino Unibet.https://aviamasters.onl/
Jugadores juegan en dinero real.
Avia Masters dispone de porcentaje de retorno alto.
Tragamonedas funciona en Perú.
Avia Masters es confiable.
Soap Sonder Essentials – Pleasant design, shopping feels relaxed and adding items to cart is easy.
Sunny Shipment Gems – Clear product info, navigation is effortless and delivery was quick.
Raventia Finds – Sleek design, browsing items was simple and checkout felt smooth.
Tulip Trade Finds Online – Products are displayed clearly, browsing is easy, and checkout feels secure.
como poner un codigo promocional en 1xbet
На 7k часто появляются акции, иногда реально полезные.
WearWhimsy Market – Cute collection, pages load fast and finding clothes is easy.
Tervina Shopping Hub – Browsing flows well, products look polished, and prices aren’t over the top.
Prism Vane Boutique – Elegant range, images are clear and shopping feels effortless.
Shop Serenity Corner – Soothing interface, items are well-organized and checkout was very straightforward.
Peony Port Online – Attractive presentation, product descriptions feel clear.
Онлайн казино Kent продолжает набирать популярность за счёт удобства и стабильности. Пользователи получают доступ к современным азартным развлечениям. Проект развивается последовательно – кент казино промокод
Novalyn Showcase – Simple yet effective design makes the products pop on the page.
Pantry Pebble Picks – Fun layout, finding items and checking out worked perfectly.
Soothesail Finds – Pleasantly designed, items are easy to browse and shopping felt enjoyable.
Sunny Shopline Deals – Bright layout, browsing is simple and checkout worked smoothly.
Casino 7k делает упор на удобство использования и доступность. Навигация по сайту логична и понятна даже для новых пользователей. Игровая зона открывается сразу после входа. Такой формат снижает порог входа, 7к казино
Orbit Opal Collection – Stylish interface, images are vibrant and details are clear.
Raynora Select – Clear design, exploring items is straightforward and checkout worked perfectly.
Mint Maven Shop – Stylish options here, and the pricing feels fair for what you get.
Urban Urn Picks – Minimalist aesthetic with standout items and easy navigation throughout.
WellnessWharf Store – Easy-to-use site, content is trustworthy and presented neatly.
Авторский блог https://blogger-tolstoy.ru о продвижении в Телеграм. Свежие гайды, проверенные стратегии и полезные советы по раскрутке каналов, чатов и ботов. Подробно о том, как увеличить аудиторию, повысить вовлеченность и эффективно монетизировать проекты в мессенджере Telegram.
Shore Stitch Treasures – Lovely presentation, shopping is easy and items look high-quality.
Prism Viva Market – Modern assortment, navigating items is easy and enjoyable.
Tidy Treasure Picks – A well-organized site that’s easy to enjoy.
Pepper Pavilion Finds – Enjoyable selection, browsing the site is smooth and efficient.
NutriNest Goods – Clear product info, sensible options, and overall trustworthy site experience.
шиномонтаж выездной москва
official zylavo trust site – Polished layout with transparent information that inspires confidence.
Онлайн платформа Kent casino сочетает современный дизайн и функциональность. Интерфейс не перегружен лишними элементами, а все основные разделы находятся под рукой. Это упрощает навигацию и делает игру более приятной: кент казино
Swift Shoppery Finds – Easy layout, items are simple to browse and shopping was efficient.
Spark Storefront Studio Picks – Bright and clean, navigation is simple and checkout worked perfectly.
Parcel Hub – Clear delivery info, tidy parcels, browsing and buying was convenient.
Orbit Order Market – Fast checkout process, delivery was precise, items matched descriptions exactly.
Казино 7к продолжает набирать популярность среди онлайн игроков. Разнообразие игр и удобный формат делают платформу востребованной – 7к казино регистрация
полимолочная косметология клиника косметологии
Shop Raynverve – Trendy items, site layout is simple and checkout was seamless.
Wervina Collection – Visually appealing, layout is clear and exploring items is effortless.
Silvaneo Boutique Picks – Fashionable finds, shopping was straightforward and checkout went without problems.
Vanilla Vendor Collection – Presentation is tidy, product info was clear and guided me quickly.
ProteaPex Showcase – Top-quality range, ordering was seamless and product info was helpful.
Pillow Pier Browse – Warm presentation, browsing was smooth and paying was easy.
продвижение сайтов 2026
SEO продвижение в Санкт-Петербурге
Shop Oak Opal – Soft, comforting aesthetic and thoughtful arrangement make shopping enjoyable.
Tidy Treasure Finds Online – The tidy layout really enhances the shopping vibe.
MirStella Store – Navigation is straightforward, the layout is polished, and product views are impressive.
Swift Stall Corner – Quick and simple, browsing products is intuitive and payment completed without issues.
Spark Storefront Finds Online – Neat and organized, navigation is easy and checkout process was smooth.
Party Parcel Treasures Hub – Bright and lively, shopping online was quick and easy.
Deal Hunter – Plenty of offers to check, interface is clean and responsive.
brixel bond guide – Well-structured layout and easy-to-understand content.
Rivulet Gems – Stylish selection, browsing is straightforward and the experience is very pleasant.
Silver Scout Select – Unique selection, site layout is clear and shopping feels stress-free today.
Discover WillowWharf – Calm vibe, product pages are well-organized and easy to navigate.
Pure Pavilion Browse – Modern and tidy, navigating and purchasing items was simple.
Билеты в Live Арена доступны онлайн: выбирайте событие, дату и конкретные места на интерактивной карте зала. Всё быстро, понятно и без очередей. Подробнее здесь https://rentry.co/5ucm8n85
Проект casino 7k ориентирован на пользователей, которые ценят скорость и простоту. Быстрый вход в аккаунт и понятные условия делают сайт доступным даже для новичков: 7k casino сайт регистрация
Pivoria Essentials – Clean and modern look, shopping felt effortless.
На 7k бонусы выглядят честно, условия читаются легко.
Vanta Valley Market – Calm and tidy design, browsing products was easy and enjoyable.
Tea Terminal Online – Calm browsing experience, site is intuitive and checkout completed without issues.
Spa Summit Finds – Serene aesthetic, items are easy to find and buying felt effortless today.
Tool Tower Center – Nicely structured site with tools displayed cleanly.
Pocket Travel Picks – Convenient items for travelers, shopping online was easy.
Orchid Treasures – Smooth and intuitive, the site looks lovely and works well.
Ripple Rug Store – Beautiful selection, product info is detailed and shopping was stress-free.
Mirstoria Market – The experience feels refined and not mass-market.
Резервный адрес держу в закладках. 7k зеркало на случай, если основной вдруг ляжет.
Всем привет!
Наткнулся на любопытную информацию.
Решил поделиться.
Подробности здесь:
блэкспрут ссылка тор
Пользуйтесь на здоровье.
Погрузитесь в мир кино https://zonefilm.media с нашим онлайн-кинотеатром! Здесь каждый найдет фильмы для себя: от захватывающих блокбастеров и трогательных драм до мультфильмов для всей семьи. Удобный интерфейс, возможность смотреть онлайн на любом устройстве и постоянно обновляемая библиотека! Присоединяйтесь и наслаждайтесь!
Нужен сувенир или подарок? блокнот с логотипом цена для компаний и мероприятий. Бизнес-сувениры, подарочные наборы и рекламная продукция с персонализацией и доставкой.
Explore WillowWhisper – Light and airy design, product information is thorough and browsing is enjoyable.
вобла сушеная астраханская купить Вобла в Астрахани на рыбзаводе купить
Агентство недвижимости Веселовка Наши агентства недвижимости в Краснодаре, Темрюке, Веселовке, и даже в Кемерово, готовы применить свой опыт для достижения ваших целей.
line insight site – Navigation is easy, and service details are clearly communicated.
Live Arena открывает сезон масштабных шоу: классика в новом звучании, видеопроекции и живые выступления любимых артистов. Подробнее по ссылке https://worldevents.mystrikingly.com/blog/3f1242f77a1
https://sozdatelisaitov.ru/
ремонт тормозов Доверьте нам ремонт тормозной системы вашего автомобиля, и мы гарантируем вам уверенность и безопасность на каждом километре пути.
Velvet Valley Showcase – Stylishly branded, pages load quickly, and everything feels expertly done.
Онлайн платформа Kent casino сочетает современный дизайн и функциональность. Интерфейс не перегружен лишними элементами, а все основные разделы находятся под рукой. Это упрощает навигацию и делает игру более приятной – kent casino сайт
Visit Trail Treasure – Feels aimed at real outdoor needs, not just filler.
Лучшие подарки и сувениры https://perm-suveniry.ru нанесение логотипа, подарочные наборы, промо-продукция и деловые аксессуары для мероприятий и компаний.
Кент казино зеркало помогает сохранить доступ к сайту при временных блокировках. Альтернативные адреса обеспечивают стабильную работу сервиса. Игроки могут продолжать игру без перерывов: kent casino сайт
WinkWagon Corner – Lively interface, site feels organized and product details are clear.
Modern Marble Collection – The style feels very intentional, with a clear design direction.
Рок, поп и электроника на одной площадке: Лайв Арена открывает сезон масштабных шоу для всех меломанов. Подробнее по ссылке https://anotepad.com/notes/dc8n97w4
Нужна бытовая химия? бытовая химия для дома моющие и чистящие средства, порошки и гели. Удобный заказ онлайн, акции и доставка по городу и регионам.
ремонт тормозов Не менее важна своевременная замена тормозной жидкости и прокачка тормозов, обеспечивающие плавное и надежное срабатывание тормозов.
Электрик Балаклава Ищете электрика на Авито, Юле или “Из рук в руки” в Севастополе?
red redemption steam red redemption steam
Бытовая химия с доставкой магазин бытовой химии и косметики средства для уборки, стирки и ухода за домом. Широкий ассортимент, доступные цены и удобная оплата.
Футбольные ставки Football Predictions with expert tipsters on betting tips, Fixed game and Correct Score Best exacte Forecast Sports Games Matches Bets VIP Free Daily Today Sureshot Odds Accumulator Real 100%
brixel trust company network – Branding is clear, with pages that load consistently and quickly.
https://doskazaymov.kz/ Doskazaymov помогает подобрать кредит онлайн и быстро сравнить предложения.
Travel Trolley Picks – Makes sorting out travel needs feel straightforward.
WinkWorthy Finds – Colorful and clean layout, items are displayed clearly for quick selection.
Каждый день вижу свежие 7к казино промокоды в канале, беру регулярно. Немного, но прибыль это поднимает.
ко ланте отели
UEFA Champions League sampiyonlar-ligi matches, results, and live scores. See the schedule, standings, and draw for Europe’s premier club competition.
Football online soccerstand.com.az live match results and accurate online scores. Tournaments, schedules, and up-to-date team statistics.
Mod Merchant Hub – Well-written descriptions helped me make fast, confident decisions.
Free online games https://1001.com.az/ for your phone and computer. Easy navigation, quick start, and a variety of genres with no downloads required.
line platform guide – The site is clean and easy to navigate, creating a pleasant browsing experience.
WireWharf Central – User-friendly site, items are well categorized and pages respond quickly.
Trend Tally Hub – Clean presentation that makes trendy finds enjoyable.
Mod Mosaic Hub – Loved the contemporary variety, exploring the site was genuinely enjoyable.
Explore WishWarehouse – Simple and clean, finding products is effortless and checkout works perfectly.
Trip Tides Store – Well-organized travel inspiration that looks great and is easy to follow.
v?hern? automaty online v?hern? automaty online .
Уральский характер и громкая поддержка — визитная карточка «Трактора». Каждая игра превращается в настоящее событие. Подробнее здесь https://justpaste.it/c8i7x
Turkish Super League http://super-lig.com.az/ standings, match results, and live online scores. Game schedule and up-to-date team statistics.
modmosaic.shop – A great selection of modern items, exploring the site was really fun.
Казино работает честно, без обмана и подводных условий. 7k онлайн правила прозрачные.
Truvella Showcase – Clean and inviting, every item looks thoughtfully presented.
free spiny bez vkladu casino-cz-18.com .
online casina online casina .
Процесс регистрации самый простой из тех, что видел. Никаких лишних анкет, все по делу.
info
Вывод доступен разными способами. севен кей казино поддерживает USDT, Piastrix и обычные карты.
Доброго времени суток.
Наткнулся на интересную инфу.
Советую глянуть.
Линк:
сайт kraken darknet
Вроде норм.
«Трактор» ищет стабильность после перестановок в штабе и громкой победы 9:0. Команда нацелена на уверенную игру и плей-офф. Подробнее здесь https://cont.ws/@goevent/3164410
Kasyno Vavada przyciaga graczy licencja Curacao oraz codziennymi bonusami bez depozytu.
Po szybkiej rejestracji kod promocyjny daje darmowe spiny na topowych slotach z wysokim RTP.
Turnieje z pula nagrod i rankingami motywuja do aktywnej gry, a blyskawiczne wyplaty buduja zaufanie.
Aktualne lustra omijaja blokady, wiec dostep do konta pozostaje stabilny 24/7.
Sprawdz najnowsze promocje i instrukcje aktywacji kodu tutaj: https://utahmixedmartialartstraining.com/.
Graj odpowiedzialnie i ustaw limity bankrolu, aby rozrywka pozostala bezpieczna.
mobiln? casino casino-cz-18.com .
ruleta online casino-cz-15.com .
Хотите рельеф мышц? Забудьте о скучных стенах спортзала! Ваша стройная талия ждут вас на свежем воздухе. Обработка земли мотоблоком — это не просто рутина, а активный отдых с жиросжиганием.
Как это работает?
Подробнее на странице – https://kursorbymarket.nethouse.ru/articles/garden-fitness-why-working-with-a-tillerblock-is-an-ideal
Мощные мышцы ног и ягодиц:
Управляя мотоблоком, вы постоянно идете по рыхлой земле, совершая усилие для движения вперед. Это равносильно интервальной ходьбе в гору.
Стальной пресс и кор:
Удержание руля и контроль направления заставляют напрягаться ваш корпус. Каждая кочка — это укрепление спины.
Рельефные руки и плечи:
Повороты, подъемы, развороты тяжелой техники — это работа с “железом” под открытым небом в чистом виде.
Нажмите, чтобы увидеть технику в действии: Мы покажем, как превратить работу в эффективную тренировку.
Ваш план похудения на грядках:
Разминка (5 минут): Наклоны к носкам. Кликните на иконку, чтобы увидеть полный комплекс.
Основная “тренировка” (60-90 минут): Вспашка, культивация, окучивание. Чередуйте интенсивность!
Заминка и растяжка (10 минут): Упражнения на гибкость рук. Пролистайте галерею с примерами упражнений.
Мотивационный счетчик: За час активной работы с мотоблоком средней мощности вы можете сжечь от 400 до 600 ккал! Это больше, чем пробежка трусцой.
Итог: Прекрасный урожай осенью. Запустите таймер своей первой “огородной тренировки”. Пашите не только землю, но и лишние калории
севен кей казино зашло тем, что все кнопки на месте.
cz online casina cz online casina .
casino cz casino cz .
цветы ночью
variant3
Simply wish to say your article is as astounding. The clarity in your put up is simply nice and i can assume you’re knowledgeable in this subject. Well together with your permission let me to clutch your RSS feed to stay updated with imminent post. Thanks a million and please carry on the enjoyable work.
byueuropaviagraonline
цветы онлайн с доставкой
casino bonus za registraci casino-cz-18.com .
Хотите рельеф мышц? Забудьте о скучных стенах спортзала! Ваша сильные руки ждут вас на свежем воздухе. Вспашка земли мотоблоком — это не просто рутина, а активный отдых с жиросжиганием.
Как это работает?
Подробнее на странице – https://kursorbymarket.nethouse.ru/articles/garden-fitness-why-working-with-a-tillerblock-is-an-ideal
Мощные мышцы ног и ягодиц:
Управляя мотоблоком, вы постоянно идете по рыхлой земле, совершая усилие для движения вперед. Это равносильно приседаниям с нагрузкой.
Стальной пресс и кор:
Удержание руля и контроль направления заставляют стабилизировать положение тела. Каждая кочка — это укрепление спины.
Рельефные руки и плечи:
Повороты, подъемы, развороты тяжелой техники — это упражнения на бицепс, трицепс и плечи в чистом виде.
Нажмите, чтобы увидеть технику в действии: Мы покажем, как превратить работу в эффективную тренировку.
Ваш план похудения на грядках:
Разминка (5 минут): Круговые движения руками. Кликните на иконку, чтобы увидеть полный комплекс.
Основная “тренировка” (60-90 минут): Вспашка, культивация, окучивание. Чередуйте интенсивность!
Заминка и растяжка (10 минут): Упражнения на гибкость рук. Пролистайте галерею с примерами упражнений.
Мотивационный счетчик: За час активной работы с мотоблоком средней мощности вы можете сжечь от 400 до 600 ккал! Это больше, чем занятие на эллипсоиде.
Итог: Прекрасный урожай осенью. Скачайте чек-лист “Огородный фитнес”. Пашите не только землю, но и лишние калории
leg?ln? online casino leg?ln? online casino .
москва цветы с доставкой
В 2026 году Театр Вахтангова остаётся одним из центров культурной жизни Москвы. Премьеры и культовые спектакли идут с аншлагами. Подробнее здесь https://cont.ws/@goevent/3164402
7 кей коротко и ясно, запомнить легко.
Вахтанговский театр на Арбате сочетает традиции и современность. Здесь оживают великие произведения и рождаются новые постановки. Подробнее здесь: https://kulturologia.ru/blogs/171225/66674/
Открыть дверь проще при захлопывании, но сложнее при сломанной личинке.
Бонусы щедрые, 7k казино рабочее зеркало помогает с доступом, но для бонус-хантеров условия все же жестче, чем у некоторых конкурентов.
Авто портал https://avto-limo.zt.ua с новостями автопрома, обзорами новых моделей, тест-драйвами и аналитикой рынка. Актуальная информация о ценах, комплектациях и технологиях для водителей и автолюбителей.
Автомобильный портал https://addinfo.com.ua свежие новости, сравнения моделей, характеристики, рейтинги и экспертные обзоры. Все о легковых авто, кроссоверах и электромобилях в одном месте.
Новости авто https://billiard-sport.com.ua тест-драйвы, обзоры и подробные характеристики автомобилей. Авто портал с аналитикой рынка, изменениями цен и новинками мировых брендов.
Современный авто https://comparecarinsurancerfgj.org портал: статьи о выборе автомобиля, сравнительные обзоры, советы по обслуживанию и ремонту. Информация для покупателей и владельцев авто.
Все об авто https://xiwet.com в одном портале: новости, тест-драйвы, рейтинги, комплектации и цены. Полезные статьи о выборе, обслуживании и современных технологиях.
Авто портал https://shpik.info с обзорами, сравнением брендов, характеристиками и аналитикой цен. Актуальные материалы для покупателей и автолюбителей.
Современный авто https://comparecarinsurancerfgj.org портал: статьи о выборе автомобиля, сравнительные обзоры, советы по обслуживанию и ремонту. Информация для покупателей и владельцев авто.
Автомобильный портал https://ecotech-energy.com с каталогом моделей, отзывами владельцев и тестами на дороге. Узнайте о новых технологиях, расходе топлива и особенностях комплектаций.
Театр Вахтангова приглашает пережить классические и современные постановки через психологическую глубину и актерскую точность. Купить билеты и узнать афишу можно здесь: https://teletype.in/@concert/teatr-im-vahtangova
אותה כל כך חזק שהנשימה עצרה. אנה לחשה, לא מסוגלת להתרחק ממבטו. סיריל לא ענה. הוא הביט בשפתיה. והיא הבינה: הוא מחכה. מחכה שהיא תעשה את הצעד הראשון. “אם אני לא דוחף אותו עכשיוהכל החום, ואני נאנקתי, לא יכולתי להתאפק, כשהם המשיכו לדחוף אותו עמוק יותר, עוזרים אחד לשני: “בוא עוד קצת, היא לוקחת, תראה כמה טוב!» כשהיא נכנסה לחצי, הרגשתי את המעיים שלי מתכווצים תחת liatstar
Автомобильный портал https://clothes-outletstore.com о новинках из Европы, Китая, Японии и Кореи. Тест-драйвы, изменения цен, аналитика рынка и подробные характеристики моделей.
Все об автомобилях https://fundacionlogros.org новости автопрома, обзоры новинок, аналитика рынка и советы по покупке. Удобная навигация и полезные материалы для автолюбителей.
Авто портал https://gormost.info о легковых авто, внедорожниках и электромобилях. Тест-драйвы, сравнения комплектаций, изменения цен и главные события отрасли.
Новости автомобильного https://impactspreadsms.com мира, обзоры моделей, краш-тесты и рейтинги надежности. Портал для тех, кто выбирает авто или следит за трендами рынка.
Автомобильный портал https://microbus.net.ua с экспертными статьями, сравнением авто и подробными характеристиками. Помогаем выбрать машину и разобраться в комплектациях.
Авто портал https://quebradadelospozos.com свежие новости, аналитика продаж, тест-драйвы и мнения экспертов. Обзоры бензиновых, гибридных и электрических моделей.
Портал про автомобили https://rusigra.org новинки автосалонов, обзоры, цены, сравнение моделей и полезные советы по эксплуатации и обслуживанию.
Женский портал https://ruforums.net о красоте, здоровье, отношениях и саморазвитии. Актуальные тренды, советы экспертов, психология и стиль жизни современной женщины.
Стабильность хорошая, сбоев не видел, но всегда держу резервный адрес.
Привет привет дом Привет привет дом
Женский сайт https://saralelakarat.com с материалами о моде, уходе за собой, фитнесе и внутреннем балансе. Полезные статьи, обзоры и вдохновение каждый день.
Сайт для женщин https://chernogolovka.net о карьере, финансах и личностном росте. Практичные рекомендации, мотивация и поддержка для достижения целей.
Женский портал https://fancywoman.kyiv.ua о психологии отношений и гармонии в паре. Разбор жизненных ситуаций, советы по коммуникации и уверенности в себе.
Женский сайт https://female.kyiv.ua о модных тенденциях, создании образа и индивидуальном стиле. Подборки, рекомендации и актуальные решения сезона.
Сайт для женщин https://femalebeauty.kyiv.ua о здоровье, самочувствии и активном образе жизни. Советы по поддержанию энергии и баланса в повседневной рутине.
Женский портал https://gracefulwoman.kyiv.ua о саморазвитии и мотивации. Практики для повышения уверенности, управления стрессом и раскрытия потенциала.
Женский сайт https://happylady.kyiv.ua с экспертными статьями о красоте, косметике и уходе. Разбор средств, трендов и профессиональных рекомендаций.
Сайт для женщин https://lidia.kr.ua о современных трендах лайфстайла, психологии и стиле жизни. Вдохновение и полезные материалы без лишней информации.
Женский портал https://madrasa.com.ua для активных и целеустремленных женщин. Мода, отношения, карьера и развитие в одном информационном пространстве.
Женский сайт https://maleportal.kyiv.ua о гармонии тела и разума. Фитнес, уход, психология и советы для уверенного образа жизни.
Сайт для женщин https://mirwoman.kyiv.ua о личной эффективности и балансе между работой и отдыхом. Практичные советы и вдохновляющие истории.
Женский портал https://miymalyuk.com.ua о красоте, уверенности и современных трендах. Полезные статьи для ежедневного вдохновения и роста.
Здарова народ!
Нашел годную тему.
Советую глянуть.
Линк:
Mega даркнет
Вроде норм.
mostbetga qanday kirish mostbetga qanday kirish
Новая глава в истории Михайловского театра: обновления пространства и возвращение знаковых спектаклей. Узнайте, что ждёт сцену дальше — подробнее здесь: https://teletype.in/@concert/bilety-v-mikhajlovskij-teatr
mostbet depozit qabul qilinmadi https://www.mostbet69573.help
1win минимали хуруҷ http://1win71839.help
На сайте бывают выигрышные серии, однако не стоит ожидать «легких» заносов без дисциплины.
Михайловский театр — место, где классика оживает в музыке, танце и драме. «Щелкунчик», «Пиковая дама», «Корсар» дарят зрителям сильные эмоции и атмосферу настоящего праздника искусства. Подробнее здесь: https://telegra.ph/Mihajlovskij-teatr-mesto-gde-klassika-ozhivaet-12-07
Установил 7к казино скачать приложение: удобно для мобильной игры, но браузерная версия быстрее обновляется.
Женский сайт https://oa.rv.ua о стиле, самооценке и эмоциональном благополучии. Поддержка и актуальные материалы для каждой женщины.
Женский портал https://onlystyle.com.ua о красоте, психологии и личных границах. Советы экспертов, актуальные тренды и поддержка для женщин, которые выбирают уверенность и развитие.
Kasyno Vavada regularnie aktualizuje kody bonusowe, oferujac darmowe spiny oraz premie bez depozytu.
Proces rejestracji jest szybki, a turnieje slotowe z wysoka pula nagrod przyciagaja graczy kazdego dnia.
Dzieki aktualnym lustrom mozna ominac blokady i cieszyc sie plynna gra 24/7.
Nowe promocje oraz instrukcje wyplat znajdziesz tutaj: szymool kod vavada.
Korzystaj z cashbacku i ustaw limity bankrolu, by gra pozostala przyjemnoscia.
Женский сайт https://prettiness.kyiv.ua о самоценности, стиле и внутреннем балансе. Практичные рекомендации по уходу, отношениям и личностному росту.
Сайт для женщин https://prins.kiev.ua о современной жизни, карьере и гармонии. Актуальные материалы о мотивации, уверенности и достижении целей.
mostbet регистрация на русском mostbet46809.help
וצפיתי בו מוריד את חולצתו. גופו היה טוב יותר ממה שציפיתי: שרירים מורמים, שיזוף קל, קעקוע על הכתףעורב שחור. “פשק את הרגליים,” אמר, והטון שלו לא היה מבקש, אלא פקודה. צייתתי בשמלה. הוא השלישי פגשתי גבר אחד בחדר האוכל איתו התחלנו לעשן בחוץ. זה נעשה קצת יותר כיף איתו, אבל תשומת הלב הנשית עדיין חסרה. היו גם נשים במחלקה שלנו, חלקן משכו תשומת לב; הם תמיד התכנסו בקבוצות https://ish-hagan.co.il/
Перед ставками посмотрел 7к казино игровые автоматы в демо: выбор широкий, но не все провайдеры есть в live-разделе.
mostbet ссылка зеркало mostbet ссылка зеркало
Женский портал https://reyesmusicandevents.com о моде, уходе и эмоциональном интеллекте. Экспертные статьи, тренды и вдохновение для ежедневного роста.
Женский сайт https://trendy.in.ua о трендах, вдохновении и личном выборе. Поддержка в вопросах карьеры, отношений и самореализации.
Женский сайт https://womanfashion.com.ua о здоровье, фитнесе и внутренней энергии. Полезные советы, психология и лайфстайл для активной жизни.
мостбет служба поддержки http://mostbet46809.help/
mostbet mobil ilova kirish http://mostbet69573.help
Сравнивал несколько площадок, и 7k casino оставило лучшее впечатление: быстрые выплаты и понятные ограничения по бонусам, но не лучший выбор тем, кто охотится только за фриспинами.
Сезон выходит на важную стадию, и ХК «Трактор» продолжает борьбу за высокие позиции. Не пропустите ключевые игры — подробнее здесь: https://telegra.ph/Predstoyashchie-igry-HK-Traktor-klyuchevye-vstrechi-sezona-i-interes-dlya-bolelshchikov-12-07
1win бонуси сеюм депозит https://1win71839.help/
Мы публикуем обзоры модных коллекций, советы по уходу за кожей и рекомендации по укреплению здоровья. Раздел о детях наполнен практичными материалами для родителей. Переходите по ссылке и читайте больше https://universewomen.ru/
kite safari package Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
Сайт для женщин https://womanonline.kyiv.ua о развитии личности, финансах и независимости. Поддержка и реальные инструменты для уверенного будущего.
Женский портал https://ww2planes.com.ua о стиле жизни, красоте и самореализации. Контент для тех, кто хочет быть в гармонии с собой и миром.
Женский сайт https://expertlaw.com.ua о современных отношениях, психологии и личном пространстве. Практичные материалы для осознанных решений.
Сайт для женщин https://lady.kyiv.ua о красоте, развитии и осознанности. Современный взгляд на жизнь, стиль и внутренний баланс.
обучение кайтингу Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
Kasyno Vavada regularnie aktualizuje kody bonusowe, oferujac darmowe spiny oraz premie bez depozytu.
Proces rejestracji jest szybki, a turnieje slotowe z wysoka pula nagrod przyciagaja graczy kazdego dnia.
Dzieki aktualnym lustrom mozna ominac blokady i cieszyc sie plynna gra 24/7.
Nowe promocje oraz instrukcje wyplat znajdziesz tutaj: 300fs bez depozytu vavada kod promocyjny.
Korzystaj z cashbacku i ustaw limity bankrolu, by gra pozostala przyjemnoscia.
mostbet служба поддержки mostbet46809.help
шумоизоляция арок авто
1вин воридшавӣ Тоҷикистон 1вин воридшавӣ Тоҷикистон
Онлайн журнал https://mcms-bags.com для женщин: тренды моды, уход за собой, любовь, материнство, рецепты, саморазвитие и женская психология. Читайте актуальные статьи и находите вдохновение каждый день.
Портал о недвижимости https://all2realt.com.ua рынок жилья, новостройки, аренда, ипотека и инвестиции. Обзоры цен, аналитика, проверка застройщиков, юридические нюансы и практичные советы для покупателей и продавцов.
Сайт для родителей https://babyrost.com.ua и детей о развитии, обучении, играх и семейных ценностях. Полезные советы, разбор сложных ситуаций, подготовка к школе и вдохновение для гармоничного воспитания.
Развивающий портал https://cgz.sumy.ua для детей и родителей — обучение через игру, развитие мышления, речи и творчества. Полезные задания, советы специалистов, материалы для дошкольников и школьников.
Джекпот был около 2 миллионов, но такие суммы редки, рассчитывать на них постоянно не стоит.
Слотов много, 7k казино игровые автоматы подходят для длинных сессий, но не всем понравится разбивка по категориям.
мостбет проверенный официальный сайт мостбет проверенный официальный сайт
инструктор по кайтсерфингу Хургада Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
Мы помогаем вам быть в курсе модных новинок и одновременно заботиться о здоровье всей семьи. Наши материалы о детях и воспитании основаны на практическом опыте. Переходите по ссылке https://universewomen.ru/
морское сафари кайт Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
Клуб Молодих Мам https://mam.ck.ua пространство общения, поддержки и полезной информации. Беременность, роды, развитие ребенка, здоровье мамы и семейная жизнь — всё в одном месте.
Современный портал https://spkokna.com.ua для родителей и детей: воспитание, развитие, образование, досуг и безопасность. Актуальные статьи, советы специалистов и полезные материалы для всей семьи.
Лечение диабета https://diabet911.com современные методы контроля уровня сахара, питание, медикаментозная терапия, инсулин и профилактика осложнений. Полезная информация для пациентов и их близких.
Медицинский портал https://novamed.com.ua о здоровье: симптомы и диагностика заболеваний, методы лечения, профилактика и рекомендации врачей. Достоверная информация для пациентов и их близких.
кайтсерф магазин Хургада Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
mostbet rus tili https://www.mostbet69573.help
1win рулетка онлайн https://www.1win71839.help
kite safari package Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
Медицинский сайт https://pravovakrayina.org.ua о здоровье человека: диагностика, лечение, профилактика, лекарства и образ жизни. Проверенные статьи и актуальные рекомендации специалистов.
Портал о медицине https://una-unso.cv.ua и здоровье — симптомы, причины заболеваний, рекомендации по лечению и поддержанию организма. Простая и понятная информация для пациентов.
Строительный портал https://kompanion.com.ua всё о строительстве и ремонте: проекты домов, материалы, технологии, сметы и советы специалистов. Практичные решения для частного и коммерческого строительства.
Строительный сайт https://mtbo.org.ua о проектах домов, фундаментах, кровле, утеплении и отделке. Советы мастеров, расчеты, инструкции и актуальные решения для качественного строительства.
инструктор по кайтсерфингу Хургада Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
Charming Online Selections – I’m having a positive experience with both the products and the site itself.
Bundle Boutique Marketplace – Lots of product choices and browsing the store was effortless.
Visit Chrome Central Online – Sleek visuals and easy navigation made exploring the site pleasant.
Shop Curated Battery Bay – Found my items efficiently and completing the order was seamless.
Dashboard Dock Central Hub – Clean interface made exploring content enjoyable and efficient.
Dumbbell Outlet – Excellent variety and the site made purchasing quick and easy.
Compute Cradle Gear – Easy navigation and concise info made exploring the store enjoyable.
Exchange Express Hub – Fast navigation and smooth browsing made shopping a breeze today.
GA4Gear Depot Hub – Clear layout and intuitive navigation make browsing fast and easy.
labelworks.shop – User-friendly layout and simple instructions made generating shipping labels easy.
brightvault.shop – Smooth navigation and helpful info make finding lighting options simple.
Haven of Hosting – User-friendly interface and navigation made browsing stress-free.
Explore Cable Craft – Quick discovery of items and navigating the site was smooth.
Find Your Cipher Cart Favorites – Fast checkout and easy-to-read product info enhanced the experience.
Data Clean Central – Helpful tools and the website navigation feels smooth and intuitive.
Dye & Wash Network – Great products and browsing categories was fast and smooth.
Faceless Factory Essentials – Organized layout and easy-to-read descriptions make browsing seamless.
У виробництві https://kitchen.lviv.ua виготовляють кухні під замовлення у Львові
Мы создаём материалы, которые поддерживают вас на каждом этапе жизни. От советов для мам до рекомендаций по стилю и правильному питанию, наш журнал охватывает самые важные темы. Переходите по ссылке https://universewomen.ru/
У прикладах https://dahfasad.top показаний декоративний фасад будинку
У матеріалах https://www.remontlviv.top описаний монтаж підвісної тумби з умивальником із цінами
loomcreations.shop – Simple navigation and creative options make browsing a smooth experience.
Купить сантехнику онлайн https://danavanna.ru широкий ассортимент оборудования для дома и ремонта. Современный дизайн, выгодные цены, акции и профессиональная консультация.
Content Circuit Learning – Helpful organization and smooth navigation make using the site very pleasant.
GamingGarage Depot – Clean layout with detailed product info made finding items easy.
Online Work Whim Store – Loved the distinctive items and the purchase process was straightforward.
loomcentral.shop – Smooth browsing and organized selections make shopping fun and fast.
Функции доступны полностью, но иногда обновления требуют повторного входа.
Промокоды часто дают фриспины, но по выплатам выгоднее кешбэк, если играешь регулярно.
Мы пишем о детях, отношениях, стиле и внутренней гармонии, потому что знаем, насколько многогранной может быть жизнь женщины. Наш журнал объединяет практические рекомендации и вдохновляющие истории. Мы рядом, чтобы делиться опытом и полезными находками. Переходите и открывайте новые материалы https://universewomen.ru/
1win трансляция https://1win71839.help/
Electrolyte Hub – Informative product details and smooth browsing made the experience enjoyable.
Data Dock Depot – Simple interface and structured content made exploring smooth.
FanFriendly World Online – User-friendly design and smooth interface made shopping hassle-free.
Discover Click Craft – Loved the variety here, all items feel thoughtfully chosen.
labelandloom.shop – Intuitive layout and broad selection make shopping hassle-free today.
Canada Cabin Specials – Warm, cozy layout and effortless site browsing today.
lockcorner.shop – Intuitive interface and smooth navigation make finding items fast.
Top Anchor Atlas Finds – The information provided is excellent and browsing feels effortless.
GhostGear Central Hub – Smooth browsing and helpful product info made finding items simple.
Conversion Cove Online – Smooth navigation and helpful content make finding information easy.
Inbox Hub Academy – Smooth layout and clear guides made learning quick and simple.
how-to-play-american-roulette
Look into my page :: pokies (Tricia)
Нужен кондиционер? какой кондиционер купить “ТопКлиматДВ” – это интернет-магазин климатического оборудования и сопутствующих услуг с поставкой в любой регион России. В нашем магазине вы найдёте продуманный отборный ассортимент современного климатического оборудования, высокое качество предоставляемых услуг, низкие цены, возможность срочной поставки и монтажа оборудования. На все позиции мы даём длинную гарантию. Наше кредо – основательность и надёжность!
interior design needed? https://aktis.design custom projects, 3D visualization, material selection, and construction supervision. We create stylish and functional spaces for comfortable living.
Buy or sell real estate? https://aktis.estate luxury and country real estate in prime locations. Detailed descriptions, photos, prices, and secure transaction assistance. We’ll find the perfect home for living or investing.
Do you want to relax? https://holidaygreece.eu rent a house or villa by the sea – comfortable accommodations, beautiful locations, and the unforgettable atmosphere of Greek resorts.
Shop Stylish Xevoria Items – Sleek layout paired with a very straightforward ordering flow.
casino-canada-virtual
Here is my blog … best
Трезвый выбор http://www.xn--100-8cdkei4fpmv.xn--p1ai/vyvod-iz-zapoya-v-volgograde// .
Бонус за депозит щедрый, вейджер x30 адекватен, но новичкам лучше начать с небольших сумм.
bangbang-casino-no-deposit-bonus-codes-for-free-spins-2026
Review my website: play
Email Tools – Navigation is straightforward and the layout feels very clean.
laptopvault.shop – Smooth interface and helpful product info make shopping quick and easy.
Data Fort Online – Easy interface and clearly presented content made exploring straightforward.
FiberFoods Pro – Quick navigation and informative listings make shopping effortless today.
Find Your Coffee Crush Favorites – The variety was impressive and details were easy to follow.
logovault.shop – Well-organized pages and useful tips make ordering logos simple.
I recommend sports betting chile for anyone who values privacy and security, as they use high-level encryption for all financial transactions. It feels like a safe environment for both casual and high-stakes players.
Visit Anime Avenue Online – Unique aesthetic and browsing feels smooth and intuitive.
Browse Card Craft Deals – Interesting selection with clear, easy-to-read product information.
Global Gear Select – User-friendly design and clear descriptions made browsing enjoyable.
Core Web Vitals Learning Hub – Smooth interface and rapid page loads make the site very user-friendly.
laptopessentials.shop – Clean design and helpful product details made exploring products easy and fast.
Stitch Emporium – High-quality selection with information presented clearly and effectively.
Design Drift Vault – Beautifully displayed products and easy browsing made shopping fun.
FilterFactory Pro – Navigation feels easy and product details are clear and helpful.
trezviy-vibor http://www.mediscenter.ru/narkolog-na-dom-v-rostove-anonimno/ .
Discover Macro Merchant – Finding quality items is effortless thanks to organized listings and clear information.
Browse Comic Cradle Deals – Smooth interface and fun variety made finding items easy.
Indexing Finder – Very intuitive site with clear content that makes searching smooth and quick.
Explore Mindful Yoga Items – Positive vibes everywhere and every product seems carefully considered.
Приложение весит 50 МБ, ставится быстро, но браузерная версия быстрее обновляется.
Качество слотов высокое, выбор огромный, но сортировка могла бы быть удобнее.
Browse Anime Avenue Deals – The design is eye-catching and navigating between pages is easy.
Шоурумы Москвы предлагают возможность записаться на индивидуальную примерку, что позволяет избежать спешки и суеты. Консультанты уделяют максимум внимания каждому клиенту и помогают подобрать оптимальные решения. Подробности по ссылке https://teletype.in/@cgxywtqskm/NMpanr0Hao3
GPU Gear Pro – Clean design and straightforward checkout made the experience seamless.
Shop Cart Craft Online – Simple checkout process and the layout makes browsing quick.
египет Хургада кайт Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
Crawl Clarity Select – Well-organized information and smooth browsing made exploring simple.
layoutpoint.shop – Simple and clean interface made navigating the site fast and enjoyable.
Engine Emporium – Easy-to-navigate layout and detailed descriptions make browsing effortless.
Подключил 7к казино бонус: отыгрыш реалистичный, но при коротких сессиях может тянуться дольше.
Казино работает честно, правила прозрачные, но тем, кто ищет очень высокие лимиты, стоит сравнить условия.
кайт серфинг обучение Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
Diesel Dock World – Easy-to-navigate site with clear product info made the experience enjoyable.
FixItFactory Online – Easy-to-navigate pages with helpful descriptions make browsing fast and simple.
Shop Maker Merchant Online – Unique finds and simple menus turn every visit into a smooth experience.
Discover Audit Avenue Resources – Information is easy to read and follow, very well structured.
Bazaar Bright Treasures – Delightful little items and scrolling through the site was actually quite fun.
Growth Gear Essentials – Well-laid-out site and intuitive interface make browsing simple.
pin-up hesab təsdiqi pinup21680.help
mostbet обновление android http://mostbet20394.help
trezviy vibor http://www.facewoman.ru/vyvod-iz-zapoya-v-donecke.html/ .
Monitor Merchant tech shop – Informative listings and solid discounts simplified the purchase process.
Современные шоурумы в Москве предлагают атмосферу закрытого клуба, где каждая деталь продумана для удобства клиента. Просторные примерочные, внимательные стилисты и возможность записаться на индивидуальную консультацию делают процесс выбора одежды спокойным и осознанным. Это идеальный формат для тех, кто хочет избежать суеты крупных магазинов. Узнать больше можно по ссылке http://demo.4admins.ru/viewtopic.php?f=10&t=4948
leadgallery.shop – Informative resources and smooth interface make exploring tools effortless.
Cash Compass Specials – Instructional guides and smooth interface made the experience hassle-free.
ZenaLune Handpicked Items – I can tell the selection is curated and the descriptions are detailed.
Creatine Crate Store – Smooth navigation and hassle-free ordering made the experience simple.
Медицинский сайт https://nogostop.ru об анатомии, патологиях и способах лечения. Симптомы, профилактика, современные препараты и рекомендации врачей в доступной форме.
Ergo World Shop – Very user-friendly design with smooth browsing across categories.
Свежие новости https://plometei.ru России и мира — оперативные публикации, экспертные обзоры и важные события. Будьте в курсе главных изменений в стране и за рубежом.
Digestive Aid Shop Online – Helpful details and straightforward interface made shopping enjoyable.
FontFoundry Pro – Well-organized sections and appealing samples make browsing fonts easy.
Информационный портал https://diok.ru о событиях в мире, экономике, науке, автомобильной индустрии и обществе. Аналитика, обзоры и ключевые тенденции.
Social Analytics Tools – Organized design and valuable data make exploring very easy.
Malta Escape Destination Shop – Simple menus and practical insights make trip planning pleasant.
aussiealley.shop – Nice collection available and everything feels thoughtfully curated right now.
kite cruise Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
Find Your Bench Boutique Favorites – Great variety and the arrangement of products is neat and intentional.
Gym Gear Store – Wide product variety and easy navigation make the experience enjoyable.
fresh prep groceries outlet – Stock up on quality ingredients that keep meals exciting and affordable.
кайт сафари в египте 2026 Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
leatherlaneboutique.shop – Well-crafted selection and intuitive interface make exploring products effortless.
Euro Elevate Central – Professional setup and clear product descriptions help make browsing simple.
Трезвый выбор davlenienorm.com/raznoe/vyvod-iz-zapoya-v-krasnodare.html .
Custom Cheque Central – Smooth navigation and clear product info made ordering convenient.
mostbet скачать в Кыргызстане https://mostbet20394.help
Exclusive Charger Chest Items – Lots of choices and placing an order was simple.
DLinkDen Corner – Clean visuals and intuitive menus made navigation very efficient.
FormulaFoundry Boutique – User-friendly design with clear details makes exploring products enjoyable.
Malware Mart Service Page – Everything is arranged clearly, allowing you to browse tools without delay.
кайт в хургаде Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
Top Picks at ZephVane – The assortment is appealing and moving around the site was straightforward.
authorityanvil.shop – Appreciate the professionalism and consistent quality throughout site so far.
Curated Big Cheque Boutique Essentials – Fairly priced products and the details make shopping easy.
thelegendlocker.shop – User-friendly design and detailed product info make exploring items fast and smooth.
Harbor Hardware Marketplace – Easy-to-follow design and clear sections make browsing hardware simple.
men’s style destination – Sharp looks and a user-friendly layout make shopping here a breeze.
kite school Hurghada Кайт кайтинг кайтсёрфинг школа обучение сафари Дети ветра DETIVETRA
куба пицца рязань официальный сайт рязань “Пицца Куба Рязань заказать с доставкой на дом” – мы делаем вашу жизнь вкуснее.
Inventory Paradise – The interface is simple and intuitive, making inventory management effortless.
DomainWard Market – Intuitive menus and clear design made finding tools fast and painless.
mostbet правила пополнения mostbet правила пополнения
FreightFriendly World Online – Easy-to-follow navigation and clear pages make checking products effortless.
Mariner Merchant Essentials – Well-structured categories and simple navigation ensure stress-free browsing.
Cut & Sew Online – Nice presentation and browsing the catalog felt very simple.
Exclusive Checkout Champ Items – Quick and intuitive browsing with checkout that worked perfectly.
Шоурумы в Москве становятся площадкой для экспериментов и новых идей в моде. Молодые дизайнеры предлагают нестандартные решения, которые находят отклик у ценителей индивидуального стиля. Это формирует особую атмосферу креатива. Узнать больше можно по ссылке http://abroad.ekafe.ru/viewtopic.php?f=5&t=7479
Трезвый выбор [url=www.kuban-mama.ru/wp-prochee/vyvod-iz-zapoya-v-rostove-na-donu.html/]www.kuban-mama.ru/wp-prochee/vyvod-iz-zapoya-v-rostove-na-donu.html/[/url] .
mostbet игровые автоматы mostbet игровые автоматы
Джекпот был около 2 миллионов, но такие суммы редки, рассчитывать на них не стоит.
pin up pin-up pin up pin-up
Curated Award Atelier Essentials – Clear design and practical layout provide a smooth browsing experience.
пицца малоярославец Рецепт идеальной пиццы – это искусство, требующее внимания к деталям. Правильное тесто, свежие ингредиенты и идеально подобранные соусы – вот залог настоящего кулинарного успеха. Каждый этап приготовления, от замешивания теста до финального запекания, важен для достижения превосходного результата.
lairofstrength.shop – Helpful product details and smooth interface make exploring items simple.
Шоурумы Москвы подходят тем, кто ценит камерность и отсутствие толп. Приватная атмосфера позволяет сосредоточиться на выборе одежды. Узнать больше можно по ссылке http://jagplay.ekafe.ru/viewtopic.php?f=35&t=29703
Billing Bay Marketplace – Layout is straightforward, making browsing and information retrieval simple.
Hormone Help Depot Online – Intuitive design and informative content make exploring items effortless.
quality meta resources online – Solid assortment and prompt checkout create a positive visit.
пиццерия куба рязань официальный сайт меню и цены “Куб пицца Рязань” – необычно, вкусно, незабываемо.
pin-up necə giriş etmək http://pinup21680.help
pin-up böyük uduş http://www.pinup21680.help
Explore Tech Accessories Here – Useful breakdown of information presented in a very accessible way.
pin-up Azərpoçt ilə çıxarış http://pinup21680.help/
Поставил 7к казино скачать приложение: удобно на телефоне, хотя браузерная версия обновляется быстрее.
DrBoost Store – User-friendly interface with clear details made shopping smooth today.
Maverick Maker Product Portal – Creative items paired with intuitive design make exploring easy.
FunnelFoundry Marketplace – Smooth layout and informative product pages make exploring fast.
пицца доставка рязань Доставка пиццы Рязань – скорость и качество вашего удовольствия.
Cyber Cabin Hub – Fun aesthetic and browsing the site was really straightforward.
Chocolate Room Collection – Great assortment and well-presented items make shopping delightful.
пицца куба первомайский просп 11 отзывы “Зоны доставки пиццы” – мы привезем пиццу туда, где вы.
Visit Backlink Bazaar Online – Helpful platform for enhancing link-building strategies efficiently.
התקרב בהדרגה לסיומו, הגעתי להרצאה נוספת של אנצ ‘ קה. כשהרצאה עברה, ועיניה נפלו עלי, שמתי לב שלחייה הופכות לאדומות, ברור שאניוטה הייתה ביישנית וניסתה להסתיר את הביישנות שלה מולי, לחשתי בשקט מילים עדינות, עצמתי את עיניי וכמעט שקעתי בתנומה. אבל אז ג ‘ ולקה התרחקה. הזין המנופח החליק החוצה בקלות ונפל על הרגל שלי, וג ‘ ולקה קמה והלכה. “כנראה לשירותים,” חשבתי befamous
пицца куба первомайский просп 11 отзывы “Блин да Пицца” – оригинальное сочетание традиций и новаторства в мире кулинарии.
Browse Boat Life Bazaar Deals – Theme is niche and the curation of products is excellent.
Pakistan Pulse exclusive posts – Consistently interesting updates make reading here enjoyable.
Рулетка идет плавно, без зависаний, но лимиты не для всех любителей high-stakes.
куба пицца рязань официальный сайт “Пицца Рязань” – город, где пицца ценится и любима.
Pixel Parade handpicked items – Creative and artistic options with a seamless shopping flow.
Spooky Horror Hub – Fun theme and browsing through categories was very smooth today.
smart metric solutions shop – Excellent workmanship and consistently fair prices make it a standout choice.
ремонт фасадов зданий rekonstrukcziya-zdanij-2.ru .
куба пиццерия рязань “Пиццерия Куба Рязань официальный” – традиции вкуса в современном исполнении.
billingbay.shop – The checkout was seamless and the information about the products is well explained.
codigo promocional registro 1xbet
Stylish Picks Online – The selection is quite diverse and the prices look sensible.
Dark Tales Boutique – Interesting items and moving through pages feels intuitive.
Curated Christmas Craft Essentials – Organized displays and festive items make finding what you need easy.
Barbell Bay Marketplace – Very useful product information paired with a strong selection of equipment.
Сайт о фермерстве https://webferma.com и садоводстве: посадка, удобрения, защита растений, теплицы и разведение животных. Полезные инструкции и современные агротехнологии.
Справочный IT-портал https://help-wifi.ru программирование, администрирование, кибербезопасность, сети и облачные технологии. Инструкции, гайды, решения типовых ошибок и ответы на вопросы специалистов.
1win майнс игра https://www.1win70163.help
Pak Plates curated collection – Nice variety and smooth purchasing, I’ll definitely return soon.
Brand Beacon Resources – Well-structured content with a professional look throughout the site.
каналы про одежду Как подобрать одежду – это искусство, доступное каждому, кто хочет выглядеть стильно и чувствовать себя уверенно. Всё начинается с понимания основ: пропорций, цветовой гармонии и вашего личного стиля.
Poster Palace daily finds – Posters are high-quality and the fast delivery really impressed me.
limited microbrand marketplace – Exclusive collections and reasonable costs make it highly appealing.
Шоурумы Москвы подходят тем, кто ценит камерность и отсутствие толп. Приватная атмосфера позволяет сосредоточиться на выборе одежды. Узнать больше можно по ссылке https://www.liveinternet.ru/users/unikvseru/post514408963/
промокод 1xbet при регистрации
Новости и обзоры https://mechfac.ru о мире технологий, экономики, крипторынка, культуры и шоу-бизнеса. Всё, что важно знать о современном обществе.
Все об автозаконах https://autotonkosti.ru и штрафах — правила дорожного движения, работа ГИБДД, страхование ОСАГО, постановка на учет и оформление сделки купли-продажи авто.
Vavada regularnie udostepnia nowe kody bonusowe, ktore zapewniaja darmowe spiny i premie bez depozytu.
Proces rejestracji jest szybki, a aktualne lustra gwarantuja stabilne polaczenie z serwerem.
Turnieje slotowe z wysoka pula nagrod przyciagaja zarowno nowych, jak i doswiadczonych graczy.
Zanim aktywujesz bonus, sprawdz wymagania obrotu i terminy waznosci promocji.
Biezace oferty znajdziesz tutaj: vavada kasyno kod promocyjny.
Pamietaj, aby grac odpowiedzialnie i ustalic limity depozytow.
модернизация здания модернизация здания .
речная прогулка по москве-реке Планируете особое событие? Аренда теплохода для корпоратива или свадьбы станет оригинальным решением. Детские программы, аудиогиды, экскурсии для туристов — все это делает речные прогулки идеальным выбором для любого повода. Спешите купить билеты на теплоход онлайн, ведь акции и специальные предложения делают мечту о незабываемом путешествии еще ближе. Выберите дату, забронируйте место и наслаждайтесь красотой Москвы с воды.
купить цветы в москве с доставкой недорого на дом
Подберем цветы по символике и значению
кресло кровать Sofa — король гостиной, символ комфорта.
1xbet peru codigo promocional
Paranormal Parlor picks – Fun eerie vibe paired with collectibles you won’t find anywhere else.
Find Your Breakfast Bay Favorites – Fresh vibe and the layout makes finding items simple.
Power Marine Parts picks – Parts are high-quality, clearly explained, and priced fairly.
mostbet зарегистрироваться http://www.mostbet20394.help
цветы по ценам
Красивое оформление каждого букета флористами
Новостной портал https://webof-sar.ru свежие события России и мира, политика, экономика, общество, технологии и культура. Оперативные публикации и аналитика каждый день.
Онлайн новостной портал https://parnas42.ru с актуальными новостями, экспертными комментариями и главными событиями дня. Быстро, объективно и по существу.
importsbay.shop – Easy-to-use layout and plenty of product options make shopping enjoyable.
Browse Air Fryer Deals – It was a quick visit, but everything looked promising.
lifestyle essentials store – Well-selected products and a cheerful atmosphere make it memorable.
codigo promocional 1xbet nicaragua
Шоурумы в Москве становятся площадкой для экспериментов и новых идей в моде. Молодые дизайнеры предлагают нестандартные решения, которые находят отклик у ценителей индивидуального стиля. Это формирует особую атмосферу креатива. Узнать больше можно по ссылке http://visacart.80lvl.ru/viewtopic.php?f=1&t=4799
Exchange Express Central – Quick-loading pages and clear categories made finding items simple today.
фиброармированные полимеры rekonstrukcziya-zdanij-2.ru .
Parcel Pilot curated services – Streamlined shipping process that takes the worry out of sending parcels.
RemoteRoom products – Well-structured website delivering a swift, seamless experience.
дешевый букет цветов
Желтые цветы для радости и солнца
Discover Build A Brigade Finds – Concept is engaging and browsing through the pages was intuitive.
SaleAndStyle trends – Modern styles caught my attention, and checkout was fast.
creative mosaic marketplace – Diverse options and easy-to-use pages make visiting worthwhile.
Allergy Care Essentials – Living with allergies makes me value stores that feel this trustworthy.
Faceless Factory Depot Online – Clear product categories and well-structured pages make shopping pleasant.
1win демо mines 1win демо mines
Party Parlor daily finds – Loved the variety and prompt delivery made party planning stress-free.
marketimports.shop – Wide range of items and browsing is smooth and effortless.
Advanced GPU servers online – Fast provisioning paired with consistent system stability.
Browse Bulking Basket Collections – Excellent range of products and moving between categories is effortless.
полный дизайн интерьера дизайн интерьера
Momentum Mall store – Items are easy to locate and the layout feels intuitive and clean.
Official Sample Atelier site – Unique style and refined presentation gave a professional feel.
1win пополнение через Demir https://1win70163.help
1вин android 1вин android
Музыкальный проект «LAB» создаёт эффект присутствия внутри творческой лаборатории, где рождаются неожиданные версии хитов. Подробнее здесь: https://kulturologia.ru/blogs/230126/67132/
1win удалить аккаунт 1win70163.help
FanFriendly Central – Neat design and user-friendly setup made browsing items fast.
Patch Portal Hub – Easy to find the items I wanted and the process was smooth.
Мировые новости https://m-stroganov.ru о технологиях и криптовалютах, здоровье и происшествиях, путешествиях и туризме. Свежие публикации и экспертные обзоры каждый день.
Все подробности: https://parfum-mir.ru/internet-magazin/folder/versace/
ReportRoost resources – The insights shared helped refine my workflow significantly.
промокод 1xbet как использовать
codigo promocional 1xbet el salvador
SaverStreet online store – Mobile experience is easy and the deals feel reliable.
Monarch Motive auto gear – Standout items and attentive service make shopping a breeze.
Цветы бесплатная доставка
Работаем без выходных с 7:00 до 23:00 для вас
Интригующий спектакль «8 разгневанных женщин» соединяет детектив и драму, где каждая реплика приближает к разгадке и усиливает напряжение. Подробнее здесь: https://telegra.ph/8-razgnevannyh-zhenshchin-spektakl-kotoryj-derzhit-v-napryazhenii-do-finala-12-07
Шоурумы Москвы становятся площадкой для презентаций новых коллекций и встреч с дизайнерами. Это создаёт особую атмосферу и позволяет быть в курсе последних модных событий http://homeschool.mybb3.ru/viewtopic.php?p=7737#7737
Choosing the right game provider is crucial for success. Onlyplay stands out with its crypto-native flexibility and a diverse portfolio featuring titles like Chicken Plinko and Cricket Crash: onlyplay
FiberFoods Boutique – Well-laid-out pages and clear product info make exploring simple.
Хочешь продать недвижимость? продать квартиру в столице Москве экспертная оценка, подготовка к продаже, юридическая проверка и сопровождение на всех этапах сделки.
Все самое интересное сайт сми с лентой последних событий, аналитикой и комментариями экспертов. Оперативные публикации и аналитика каждый день.
PC Parts Pal handpicked products – Affordable and reliable tech options, definitely coming back.
urbantraderskhi.shop – Smooth layout and clear product details made finding items very straightforward.
1xbet promo code india today
mostbet depunere minima https://mostbet42873.help/
как правильно подбирать одежду Как подобрать цвета в одежде? Важно ориентироваться на свой цветотип, а также учитывать, какие оттенки лучше всего сочетаются друг с другом. Цветовая гармония – залог элегантности.
1win промокод на фриспины 1win промокод на фриспины
how to use promo code in 1xbet south africa
гей порно
Rest and Repair center – Easy guidance here improved my efficiency throughout the week.
Шоурумы Москвы становятся частью городской культурной среды, объединяя моду и стиль жизни. Пространства оформлены с учетом эстетики бренда, что создает особую атмосферу. Это делает процесс выбора одежды вдохновляющим. Подробности по ссылке: http://rossbiz.ru/home/414581
канал про моду Телеграм каналы про стиль – от базовых знаний до продвинутых техник создания имиджа.
codigo promocional 1xbet paraguay
проститутки ярославль
https://www.nfgroup.it/forum/benvenuto/213801-1xbet-promo-code-free-bet-1xbig2026-bonus-130
Keep on writing, great job!
byueuropaviagraonline
SchemaAtelier digital hub – Clear frameworks and helpful tools improved task execution.
codigo promocional 1xbet peru
FilterFactory Direct – Quick navigation and clear product explanations make exploring simple.
PhishProof daily updates – Practical features that make staying safe online far less stressful.
Доставка цветов москва оплата
Внимательность к деталям вашего заказа цветов
кровать Sofa — король гостиной, символ комфорта.
Hi, I wish for to subscribe for this web site to obtain hottest updates, so where can i do it please help out.
официальный сайт lee bet casino
Нужен новый телефон? магазин айфонов в санкт петербурге по выгодной цене. Интернет?магазин i4you предлагает оригинальные устройства Apple с официальной гарантией производителя — от года и более. Интернет?магазин i4you: оригинальные устройства Apple с гарантией от года. Выбирайте лучшее!
Новый Смартфон Apple iPhone 17 уже в продаже в Санкт?Петербурге! В интернет?магазине i4you вас ждёт широкий выбор оригинальных устройств Apple по выгодным ценам. На каждый смартфон действует официальная гарантия от производителя сроком от года — вы можете быть уверены в качестве и долговечности покупки.
Retail Rocket – The marketing features delivered stronger conversion gains than I anticipated.
Концертный зал Барвиха Luxury Village — место камерных концертов, театра и музыкальных программ. Элегантная атмосфера и профессиональное оснащение создают формат культурного вечера без суеты. Подробнее здесь https://teletype.in/@concert/afisha-kz-barviha-luxury-village
Good day! This is kind of off topic but I need some guidance from an established blog. Is it tough to set up your own blog? I’m not very techincal but I can figure things out pretty quick. I’m thinking about creating my own but I’m not sure where to start. Do you have any tips or suggestions? Thanks
banda casino зеркало
https://goodtech.com.ua/
https://lidiastyle.com.ua/
джетттон t me jetton casino reg
aviator 1win 1win79230.help
FixItFactory Central Shop – Easy-to-use layout and helpful product info make shopping smooth.
Сервисный центр Miele обеспечивает качественное восстановление техники после перепадов напряжения. Проверяются электронные модули и блоки питания. Это позволяет вернуть оборудованию стабильность. Подробности доступны онлайн: https://mieleservis.ru/
ScreenPrintShop digital – Printing quality is excellent, and placing orders online was hassle-free.
Phone Repair Pro essentials – Quick turnaround with excellent guidance through every step.
jetton casino регистрация
Hello mates, how is the whole thing, and what you desire to say on the topic of this post, in my view its actually amazing designed for me.
сайт казино РиоБет
Сервисный центр Miele в Москве работает оперативно и принимает заявки ежедневно. При срочных неисправностях мастер выезжает в кратчайшие сроки. Тщательная проверка после ремонта гарантирует стабильную и безопасную работу техники. Узнать подробнее можете по ссылке – миле ремонт мск
Интересует бьюти индустрия? вакансии парикмахера вакансии косметолога, массажиста, мастера маникюра, шугаринга, ресниц, бровиста, колориста и администратора салона красоты. Курсы для бьюти мастеров, онлайн обучение и сертификаты.
https://labirint-kids.com.ua/
https://lidiastyle.com.ua/
Сервисный центр Miele предлагает удобные способы связи и оформления заявки. Консультанты помогают подобрать подходящее время визита мастера. Оперативность и качество обслуживания остаются приоритетом. Информация доступна на официальном ресурсе – миле сервис
Планируешь ремонт? ремонт и отделка квартир от косметического обновления до капитальной перепланировки. Индивидуальный подход, современные технологии и официальное оформление договора.
RetargetRoom ad platform – Smart targeting settings supported steady campaign success.
jetton казик
праздник на теплоходе с программой — от 999 руб Вечер развлечений на теплоходе — купить билет онлайн: ваш идеальный досуг в один клик.
хомуты силовые одноболтовые Коврик резиновый ячеистый: эффективное удаление грязи
FontFoundry Market – Beautifully displayed fonts and easy navigation make finding designs fun.
1win вход Киргизия 1win вход Киргизия
как доплыть от москва-сити до зарядья — маршрут Речной трамвайчик от Патриаршего моста до Зарядья: легкое и приятное путешествие.
SeamStory boutique – Loved the artisanal touch and well-written product details throughout.
1win app для ios http://www.1win79230.help
Изготовление тентов с рекламой https://oklejka-transporta.ru
mostbet oglinda azi https://mostbet42873.help/
https://speros.lt/scripts/inc/melbet_promokod_pri_registracii___bonus_kod_na_segodnya.html
https://adidas-store.ru/
Revenue Harbor – The practical resources here shaped my plan for consistent online earnings.
secure server platform – The interface and functionality are both incredibly smooth.
social strategy shop – The clean presentation makes exploring the site enjoyable.
remote health resources store – I’ll return soon to see what new tools are available.
mostbet cum retrag bani mostbet42873.help
cum ma loghez pe mostbet http://mostbet42873.help
промокоды для jetton games рабочие
https://adidas-store.ru/
panel setup hub – Navigation is straightforward and everything is easy to see.
mostbet bonus bun venit 2026 http://mostbet42873.help/
онлайн психолог сексолог Панические атаки лечение психотерапевта: доверьтесь опытному специалисту.
jetton ставка
FormulaFoundry Pro – Clear layout and intuitive navigation make browsing straightforward today.
Wellness Ward Finds – Smooth browsing and clear organization make shopping straightforward.
Go to Print Parlor – The layout is tidy and finding products is hassle-free.
лечение панических атак у человека Онлайн психолог Telegram: удобная связь с вашим специалистом.
концерты на воде: теплоходы с живой музыкой Концерт на теплоходе Москва 2026: лучшие артисты и незабываемые выступления.
Official Wish Wharf – Pleasant layout and intuitive structure make exploring this site easy.
Miele сервисный центр оказывает услуги как в гарантийный, так и в постгарантийный период. Все этапы ремонта согласовываются заранее. Клиент получает прозрачную стоимость и четкие сроки выполнения работ. Подробнее об услугах читайте на сайте, ремонт техники miele
дискотека на воде москва билеты Электронная музыка на теплоходе: современный саунд для модного отдыха.
Miele сервисный центр оказывает услуги как в гарантийный, так и в постгарантийный период. Все этапы ремонта согласовываются заранее. Клиент получает прозрачную стоимость и четкие сроки выполнения работ. Подробнее об услугах читайте на сайте, ремонт техники миле
SearchSignal platform – The data and insights helped sharpen my SEO direction.
Digital Buying Experience Website – Well-presented and enjoyable to use, perfect for exploring new thoughts.
Calveria Shop Now – I discovered this store and the user experience is really smooth and pleasant.
https://labirint-kids.com.ua/
теплоход с шоу-программой москва Концерты на воде: теплоходы с живой музыкой: насладитесь выступлениями в уникальной локации.
https://labirint-kids.com.ua/
RotiAndRice delivery – Great food and a seamless ordering process made everything enjoyable.
теплоход с анимацией для взрослых Рейв на теплоходе Москва: эпицентр электронной музыки в сердце столицы.
https://goodtech.com.ua/
онлайн семейный психолог Записаться к психологу онлайн: сделайте первый шаг к изменениям.
social performance hub – Browsing here is smooth with no clutter or distractions.
праздник на теплоходе с программой — от 999 руб Интерактивное шоу на теплоходе: станьте частью представления.
timekeeper outlet – Navigation was simple and the overall experience was fun.
personalized merch store – Navigation feels simple and everything is neatly displayed.
лечение панических атак у человека Помощь психолога онлайн: обретите поддержку и понимание, не выходя из дома.
Discover Sparks Tow – Cute design and I managed to locate my desired products quickly.
Официальный сервисный центр Miele обеспечивает безопасный ремонт техники с учетом всех технических требований. Особое внимание уделяется проверке электробезопасности. После обслуживания проводится контрольное тестирование. Больше сведений можно найти на сайте: https://mieleservis.ru/
FreightFriendly Online – Well-organized sections and smooth browsing make checking products effortless.
https://kotok.com.ua/
Shop Work Whim Online – Well-organized pages make exploring items fast and easy.
WiFi Wizard Online Store – I quickly found the items I wanted thanks to a clean layout.
must-see product page – My late-night scroll uncovered some pretty cool selections.
Velvet Vendor 2 Corner – Located in search, the site seems trustworthy with carefully arranged items.
https://goodfinance.com.ua/
Explore SeaSprayShop – Coastal-themed products with an intuitive shopping flow made it enjoyable.
Концертный вечер на ВТБ Арене — это комфорт, масштаб и возможности отдыха, собранные в одном месте города. Подробнее здесь: https://kulturologia.ru/blogs/110226/67379/
https://vodazone.ru/image/pgs/index.php?melbet-promokod___bonus-pri-registracii.html
RyzenRealm hardware hub – The tools and parts here improved overall performance efficiently.
https://mama-choli.com.ua/
https://mama-choli.com.ua/
https://kotok.com.ua/
tool corner shop – Easy to browse and discovered several handy products.
Vendor Velvet Store – Intuitive layout, items catch the eye, and descriptions are clear and reliable.
Voltvessel Shop Now – Smooth browsing and a clear structure make shopping enjoyable.
https://b-mobile.com.ua/
FunnelFoundry Hub Online – Clean interface and smooth navigation make exploring items quick.
custom gift hub – I really enjoy how organized and easy to use the site is.
fast streaming supplies – I didn’t have to waste time searching for the right items.
Visit Xevoria – Clean design with a contemporary feel makes navigating the site smooth.
https://underatexassky.com/pages/2betwinner_promo_code_offer.html
Wireless Ward Essentials – Everything is organized efficiently and item details are easy to read.
пайка медных труб Аварийный сантехник – 24/7. Сантехник в Санкт-Петербурге.
Потерял ключи от машины В бурном ритме современной жизни, где каждая минута на счету, внезапная потеря ключей или неисправность замка могут стать настоящей проблемой. Именно тогда на помощь приходят специалисты, предлагающие услуги аварийного вскрытия замков и дверей. Будь то “вскрытие авто” в спешке или “вскрытие дверей ставрополь” после долгого рабочего дня, их профессионализм и оперативное реагирование спасают от стресса и дискомфорта. Особое место занимают услуги, связанные с автомобилями: “вскрытие замков автомобиля”, “открыть машину”, “вскрыть автомобиль” — все это требует деликатного подхода и специальных навыков.
помощь студентам и школьникам помощь студентам и школьникам .
להמשיך.” לאחר שקיבל אישור, אנדריי ניקולאביץ ‘ האיץ את הקצב, נכנס עמוק יותר ויותר. בידו השנייה הוא ליטף מעת לעת את איבר מינו. ליסה החלה להרגיש את הגלים הראשונים של אורגזמה. היא פקחה נשימתו הכבדה. ידה הושיטה יד לעברי, היא לחצה את כף ידי, וזה היה כל כך אינטימי, כל כך בדרך שלנו, למרות כל מה שקורה. המשכתי לעבוד עם הלשון שלי, תוך התמקדות בדגדגן שלה על ידי הכנסת שתי https://ktavsofer.co.il/
Camp Courier Collections – Really like the concept here, and I could navigate everything effortlessly.
Мы верим, что каждая женщина заслуживает качественной информации и вдохновения. Поэтому в нашем журнале вы найдёте статьи о красоте, здоровье, детях и семейных отношениях. Переходите по ссылке и оставайтесь с нами https://universewomen.ru/
https://poehali.com.ua/
https://karolinka.com.ua/
https://digital-world.com.ua/
https://popsport.com.ua/
https://karolinka.com.ua/
https://kotok.com.ua/
SecureStack online hub – Detailed resources were clear and made security implementation effortless.
1вин промокод Киргизия https://1win79230.help/
Shop Venverra – Variety is appealing, design is clean and navigation feels intuitive.
fitness shaker warehouse – I’m impressed by how clean and user-friendly it appears.
https://it-on.ru/bitrix/pgs/1win-promokod_na_bonus.html
Official Safe Savings site – Clear offers and trustworthy details ensured a smooth shopping experience.
Vivid Vendor Shopping – Bright colors and dynamic images make the browsing experience exciting.
1win вывод на карту https://1win04381.help
logistics tracker store – Very intuitive and easy to browse throughout.
https://kotok.com.ua/
Спектакли Евгения Гришковца — камерные истории о человеке, времени и чувствах, рассказанные с искренностью и мягким юмором. Такой театр остаётся внутри надолго. Подробнее: https://kulturologia.ru/blogs/300126/67246/
https://itcent.com.ua/
Yoga Yonder Central – The design is serene and navigation feels very straightforward.
fast stream tools – I had no trouble finding exactly what I was after.
https://itcent.com.ua/
Venvira Boutique – Nice first impression, clean design and smooth user experience.
Workflow Supply Store – Navigation was smooth and placing my order took just a few easy steps.
промокод на регистрацию 1xbet
Купить цветы в интернет магазине
Букеты в крафтовой упаковке модные
Tech Thimble Store – Fun selection of gadgets that actually fit into daily life.
SerpLinkRise hub – Useful ranking tips made optimizing my content straightforward.
Охраны труда для бизнеса охрана труда дистанционно аудит системы безопасности, обучение персонала, разработка локальных актов и внедрение стандартов. Помогаем минимизировать риски и избежать штрафов.
Проблемы с зубами? стоматологический центр профилактика, лечение, протезирование и эстетическая стоматология. Забота о здоровье зубов с применением передовых методик.
Explore Wagon Wildflower – The site feels delightful and browsing items is very enjoyable.
A professional house renovation company Moraira can transform an outdated property into a modern luxury villa. As a leading renovation company Moraira, we bring expert craftsmanship to modernize your kitchen or living areas, significantly increasing your home’s market value.
написание курсовой на заказ цена написание курсовой на заказ цена .
Ультразвуковое исследование селезенки УЗИ поджелудочной железы является важным методом в диагностике панкреатитов, кист и опухолей.
traffic optimization shop – Everything loads fast and moving between sections is simple.
Доставка недорого
Красота и гармония цветочных композиций всегда
Explore ZenaLune – Easy-to-use interface with fast loading pages makes browsing effortless.
stylish shaker selection – The simple design makes the whole experience pleasant.
ghostly gear shop – Great variety and the buying process was quick and simple.
обновление железнодорожного пути Укладка стрелочных переводов и штрифовка рельсов – это составные части комплексных работ по ремонту и обслуживанию железнодорожных путей.
духи Cedre — это ингредиент, который часто присутствует в парфюмерных композициях, придавая им благородные древесные ноты. Аромат кедра ассоциируется с силой, стабильностью и утонченностью. Он может стать основой для мужских ароматов, добавив им мужественности, или же обогатить женские композиции, придав им глубину и загадочность.
Одна из самых величественных площадок Москвы — Зал Церковных Соборов — принимает хоровые фестивали, симфонические программы и праздничные музыкальные проекты. Подробнее: https://cont.ws/@sirgreensz/3165415
https://poehali.com.ua/
https://b-mobile.com.ua/
Cardamom Cove Shop Now – Attractive visuals and thoughtful layout made a strong impression on me.
Explore World Shipper – Pages are quick to load and all descriptions are easy to follow.
A reliable construction company Costa Blanca — from site selection to delivery of the finished home. Experience, modern materials, and quality control. We manage every detail of turnkey construction, from initial architectural drawings to final interior finishes.
Охраны труда для бизнеса охрана труда дистанционно аудит системы безопасности, обучение персонала, разработка локальных актов и внедрение стандартов. Помогаем минимизировать риски и избежать штрафов.
https://doskazaymov.kz/ досказаймов в Астана: потребительский кредит с расчетом аннуитетного платежа и таблицей выплат.
Нужен фулфилмент? https://mp-full.ru — хранение, сборка заказов, возвраты и учет остатков. Работаем по стандартам площадок и соблюдаем сроки поставок.
https://mama-choli.com.ua/
оформить гражданство румынии
https://digital-world.com.ua/
Discover VeroVista – Fast-loading pages and helpful product information create a pleasant experience.
https://mama-choli.com.ua/
1xbet промокод на сегодня
Shop Tervina Now – Navigation is simple, the designs look modern, and prices don’t feel inflated.
Оформления медицинских справок https://med-official2.info справки для трудоустройства, водительские, в бассейн и учебные заведения. Купить справку онлайн быстро
Запчасти для сельхозтехники https://selkhozdom.ru и спецтехники МТЗ, МАЗ, Амкодор — оригинальные и аналоговые детали в наличии. Двигатели, трансмиссия, гидравлика, ходовая часть с быстрой доставкой и гарантией качества.
Медицинская справка https://086y-spr.info 086у в Москве по доступной цене — официальное оформление для поступления в вуз или колледж.
Цветочный сайт
Инструкции для продления свежести цветов дома
trophy collection store – Presentation feels clean and navigation is smooth.
https://architector.com.ua/
Simply want to say your article is as astonishing. The clarity to your put up is just great and that i could think you’re knowledgeable on this subject. Fine along with your permission allow me to snatch your feed to stay updated with coming near near post. Thank you a million and please carry on the enjoyable work.
garipovbulat
zephvane.shop – The layout is simple and easy to follow, making browsing stress-free.
https://360coachacademy.com/pag/1xbet_promo_code_bonus.html
https://karolinka.com.ua/
https://alhudapk.com/dua/pages/?1xbet_promo_code_bangladesh_10.html
1win зарегистрироваться 1win зарегистрироваться
Медицинские справки https://norma-spravok2.info по доступной цене — официальное оформление. Быстрая запись, прозрачная стоимость и выдача документа установленного образца.
Оформление медицинских https://spr-goroda2.info справок в Москве недорого консультации специалистов и выдача официальных документов. Соблюдение стандартов и минимальные сроки получения.
gym accessory marketplace – Everything is clear and visually well structured.
Слоты от топ-провайдеров в 7k casino официальный сайт.
Медицинские справки https://medit-norma1.info в Москве с прозрачной ценой — анализы и выдача официального документа без лишних ожиданий. Удобная запись, прозрачные цены и быстрое получение документа установленного образца.
Медицинская справка https://sp-dom1.ru с доставкой — официальное оформление. Удобная запись, прозрачные цены и получение документа курьером.
https://modny.com.ua/
Получение медицинской https://gira-spravki2.ru справки с доставкой после официального оформления. Комфортная запись, минимальные сроки и законная выдача документа.
YouTube Yard Hub – The clean design makes it simple to find what I need quickly.
convenient online outlet – From cart to confirmation, it all went effortlessly.
Справка 29н https://forma-029.ru в Москве с доставкой — без прохождение обязательного медосмотра в клинике. Отправка готового документа по указанному адресу.
Медицинские справки https://meduno.info и анализы в Москве — официально и удобно. Сеть из 10 клиник, оперативный прием специалистов и оформление документов по действующим стандартам.
Attractive section of content. I just stumbled upon your weblog and in accession capital to assert that I acquire in fact enjoyed account your blog posts. Anyway I’ll be subscribing to your augment and even I achievement you access consistently quickly.
garipovbulat
Velvet Vendor 2 Central – Saving this page, they carry a selection that’s unique and interesting.
1win документы для верификации 1win04381.help
казино Водка открыть промокод https://www.penzionupacosu.cz/2026/02/11/progressivnye-dzhekpoty-pochemu-bolshoy-bank-ne-delaet-vyigrysh-blizhe/
https://mylikari.com.ua/
https://goldmaster.com.ua/
https://casino-brain.com/
truecrimecrate.shop – Love the concept and overall vibe of this place.
https://auto.ae/catalog/
Tidy Treasure Showcase – A clean presentation that’s pleasant to explore.
Vetrivine Online Store – Clean design and structured layout make finding items simple today.
https://ostrovturista.com.ua/
Нужно продвигать как канал так и посты. mercedes v class аренда с водителем
Cart Catalyst Official – Everything is orderly and navigating the store feels effortless.
standing desk solutions – Pages load fast and navigation is fluid on all devices.
Do you have a spam problem on this site; I also am a blogger, and I was curious about your situation; we have created some nice procedures and we are looking to swap techniques with others, why not shoot me an email if interested.
byueuropaviagraonline
1win восстановление аккаунта 1win восстановление аккаунта
1win зеркало Киргизия 1win зеркало Киргизия
Express Exchange Online – Clean interface and well-structured content made exploring products fast.
official shop link – The site feels streamlined and browsing products is easy.
Monitor Merchant electronics – Detailed product pages and competitive offers made shopping seamless.
Jade Jetty – I found some unique items and completing my order was quick and easy.
explore the collection – Discovered quality travel bags and moving through the site was seamless.
1win crash 1win crash
Купить квартиру недорого https://spb-novostroyki-gid.ru актуальные предложения на первичном и вторичном рынке. Подбор вариантов по бюджету, помощь в ипотеке и полное юридическое сопровождение сделки.
Орби казино orby-casino онлайн-платформа с широким выбором слотов, настольных игр и бонусных предложений. Узнайте об акциях, турнирах и возможностях для комфортного игрового досуга.
Онлайн казино Орби https://orby-casino.net/ большой выбор слотов, бонусы для новых и постоянных игроков, регулярные турниры с призами.
https://ostrovturista.com.ua/
https://modny.com.ua/
https://pohod.com.ua/
1win бакай банк пополнение http://www.1win08754.help
https://ostrovturista.com.ua/
https://goldmaster.com.ua/
https://casino-brain.com/
Здарова, народ.
Сливаю вам свежий адрес на маркетплейс.
Работает без ВПН и тормозов.
Актуальная ссылка:
Кладмен красава, в касание.
sparkdex SparkDex is redefining decentralized trading with speed, security, and real earning potential. On spark dex, you keep full control of your assets while enjoying fast swaps and low fees. Powered by sparkdex ai, the platform delivers smarter insights and optimized performance for confident decision-making. Trade, earn from liquidity, and grow your crypto portfolio with sparkdex — the future of DeFi starts here.
bright deals boutique – The look and feel are charming with a refreshingly simple design.
https://architector.com.ua/
token trading store – Very simple checkout experience with no complications.
https://modny.com.ua/
check it out here – Everything seems fresh and product details are very informative.
https://abaah.com/wp-content/pages/how_to_use_1xbet_friday_bonus.html
Vivid Value Deals – Everything is clearly organized and the site is very easy to use.
premium notebook store – I came across the perfect match while exploring tonight.
http://www.project-aliante.org/content/pags/melbet_promo_code__bonus_up_to____130_.html
https://mylikari.com.ua/
sewing essentials shop – Everything comes with helpful notes that make picking easy.
sparkdex ai SparkDex is redefining decentralized trading with speed, security, and real earning potential. On spark dex, you keep full control of your assets while enjoying fast swaps and low fees. Powered by sparkdex ai, the platform delivers smarter insights and optimized performance for confident decision-making. Trade, earn from liquidity, and grow your crypto portfolio with sparkdex — the future of DeFi starts here.
Explore Tidy Treasure – Nice, uncluttered design that feels welcoming.
https://760display.com/wp-includes/pages/vybiraem_elektrobritvu_dlya_chuvstvitelynoy_koghi.html
weekly meal prep specials – Check out rotating offers that help you save while eating well.
https://citaflamenca.org/news/sekrety_obreteniya_spokoystviya_poleznaya_informaciya_i_rekomendacii.html
browse products here – Found excellent luggage and moving through the site was very easy and intuitive.
МХТ Чехова сезона 2025–2026 предлагает зрителям афишу, где классические и современные спектакли гармонично переплетаются, раскрывая новые смыслы и эмоции. Подробнее: http://jobhop.co.uk/blog/452053/———20252026
exclusive trading portal – Came across deals that are uncommon and quite distinctive.
1win фрибет 1win08754.help
https://spisok-kreditov.ru/ В Кентау рефинансирование кредитов на 4 000 000 тенге можно рассчитать в doskazaymov.kz: платеж, переплата, таблица выплат.
direct access portal – It’s refreshing to browse a site that’s so clearly arranged.
1вин официальный сайт регистрация 1вин официальный сайт регистрация
https://spisok-kreditov.ru/ Если нужен рефинансирование кредитов в Атырау, используйте doskazaymov.kz: расчет платежа, переплата, срок.
video network shop – Definitely a place I’d tell others about.
https://pulikalinkuralradio.com/wp-content/pages/1xbet_promo_code_bonus1.html
Go to Casa Cable – Easy-to-understand layout and clear presentation make exploring simple.
online coupon hub – I appreciate how easy it is to find and use discounts.
машины в аренду минивэн мерседес 20 чел Мы уверены, что аренда Mercedes-Benz V-Class с водителем станет вашим надежным спутником в любых поездках, а наш сервис превзойдет ваши самые смелые ожидания.
https://vy-doctor.com.ua/
home efficiency store – The site is clean, simple, and really easy to navigate.
https://pohod.com.ua/
FanFriendly Depot Online – Clear layout and intuitive navigation made finding products fast.
https://pohod.com.ua/
online signal store – The performance is snappy and mobile browsing is effortless.
click to browse – Pages respond instantly and the selection is impressive overall.
men’s outfit inspiration store – Creative styles and seamless browsing make it a favorite.
https://g-smile.com.ua/
https://agrotis.com.ua/
premium storefront – Eye-catching designs and seamless site movement made buying quick.
https://goldmaster.com.ua/
Быстрый доступ к билетам на концерты, театр и спорт позволяет легко выбрать событие и получить электронный входной документ без очередей. Подробнее здесь: https://justpaste.it/lhq4o
caramelcorner.shop – The candy selection is delightful and the site is easy to navigate.
Kasyno Vavada oferuje szeroki wybor slotow i atrakcyjne promocje dla nowych graczy.
Darmowe spiny oraz kody bez depozytu pozwalaja przetestowac gry bez ryzyka utraty srodkow.
Aktualne lustra zapewniaja nieprzerwany dostep do strony nawet przy blokadach operatorow.
Sprawdz biezace promocje i warunki obrotu przed aktywacja bonusu, aby uniknac niespodzianek przy wyplacie.
Szczegoly i najnowsze kody znajdziesz tutaj: promo code vavada no deposit.
Graj odpowiedzialnie – ustaw limity i sledz historie transakcji w panelu uzytkownika.
https://casino-brain.com/
заказать курсовую заказать курсовую .
архитектурная экскурсия на теплоходе москва Билеты на экскурсионный теплоход Москва
streetwear shop online – Smooth browsing experience and tidy interface overall.
Проверил сам — автоматы 7к все работает.
https://g-smile.com.ua/
spark dex SparkDex is redefining decentralized trading with speed, security, and real earning potential. On spark dex, you keep full control of your assets while enjoying fast swaps and low fees. Powered by sparkdex ai, the platform delivers smarter insights and optimized performance for confident decision-making. Trade, earn from liquidity, and grow your crypto portfolio with sparkdex — the future of DeFi starts here.
https://ostrovturista.com.ua/
Приехал в Ростов искал проституток в телеграме — нашёл нормальный чат. Лучшие проститутки индивидуалки, знакомятся, договариваются о встречах. Вот ссылка: https://t.me/Rostov_Znakomst
check this site – The assistance I received was quick and completely hassle-free.
stream selection hub – I’ll be back shortly to explore more.
visit this store – The site gives a trustworthy vibe and ordering went smoothly.
https://auto.ae/showrooms/all/
Чудові бонуси в казино — депозитні бонуси, бездепозитні бонуси та Турнір з призами. Обзори пропозицій і правила участі.
Найпопулярніша платформа нові казино – популярні слоти, бонуси та турніри з призами. Огляди гри та правила участі в акціях.
Грайте в ігри слоти — популярні ігрові автомати, джекпоти та спеціальні пропозиції. Огляди гри та можливості для комфортного харчування.
mercedes v class аренда с водителем аренда микроатобуса в москве с водителем
meta marketing tools store – Detailed overviews and fast checkout make it efficient.
Trail Treasure Network – The overall vibe feels outdoorsy, useful, and genuine.
https://vy-doctor.com.ua/
аренда микроавтобуса мерседес с водителем mercedes vito аренда с водителем
В зимнем сезоне столица предлагает глубокие спектакли и новогодние шоу: от «Солнца Ландау» до «Уральских пельменей». Планируйте культурный досуг заранее и выбирайте билеты онлайн. Подробнее: https://teletype.in/@concert/bilety-na-meropriyatiya-v-moskve
click to browse – The costs are attractive and measure up well against alternatives.
check it out here – The site has excellent breakfast selections and clever recipe ideas.
quick fix supplies – I liked how informative each listing was before purchasing.
exclusive product portal – Smooth site navigation with bright visuals makes browsing enjoyable.
Discover Cedar Celeste – The interface feels modern and navigating the site is simple.
Квартиры в новостройках https://domik-vspb.ru от застройщика — студии, однокомнатные и семейные варианты. Сопровождение сделки и прозрачные условия покупки.
Найкращі казино ігри – безліч ігрових автоматів, правил, бонусів покерів і. Огляди, новинки спеціальні
Установил 7к казино онлайн приложение: удобно для мобильной игры.
https://vy-doctor.com.ua/
https://nailsforyou.com.ua/
1win https://www.1win93047.help
порно азиатки
https://nailsforyou.com.ua/
statement patch designs – Found this by accident and the whole aesthetic is awesome.
Магазин цветов москва с доставкой – Специальная упаковка букетов от холода
explore the collection – It was simple to complete my purchase and I felt the transaction was safe.
https://medart.in.ua/
online shopping hub – The information provided and updates helped me navigate purchases quickly.
https://911mobi.com.ua/
Nutmeg Neon Central – I could browse smoothly with clear descriptions guiding every choice.
где можно заказать курсовую где можно заказать курсовую .
metric hardware marketplace – Strong materials and fair market prices deliver real satisfaction.
pravdahub.com.ua/yasnyskyy-kar-ier-hlybyna-nayhlybshyy-karier-ukrainy-ta-yoho-kharakterystyky/
Un’accogliente pasticceria https://www.pasticceriabonati.it con fragranti prodotti da forno, classici dolci italiani e torte natalizie personalizzate. Ingredienti naturali e attenzione a ogni dettaglio.
Travel Trolley Finds – Feels organized enough to make planning enjoyable.
Петербургская афиша зимы объединяет спорт и искусство: напряженные прокаты фигуристов и балет «Красная Жизель» на главных сценах. Подробнее: https://teletype.in/@concert/afisha-sankt-peterburga
Цветочный магазин москва с доставкой – Цветы в шляпной коробке стильные
visit this store – Great product range and the checkout process was straightforward.
аренда микроатобуса в москве с водителем аренда мерседес v class с водителем
digital shopfront – The site has a playful energy and exploring content was smooth.
аренда мерседеса с водителем в Шереметьево Выбирая аренду Mercedes-Benz V-Class с водителем в Москве, вы получаете не только роскошный автомобиль, но и профессионального шофёра, отлично знающего городские маршруты и готового обеспечить пунктуальность и спокойствие в пути. Особое внимание уделяется трансферам в аэропорты Шереметьево, Домодедово, Внуково и Жуковский, где точность и своевременность играют ключевую роль.
https://pravdahub.com.ua/dovzhyna-ak74-tekhnichni-kharakterystyky-ta-osoblyvosti-lehendarnoi-karabiny/
1win промокод http://1win08754.help/
shop billing bloom – Really enjoying the clear breakdown and the professional presentation.
https://pravdahub.com.ua/karta-zhytomyra/
pravdahub.com.ua/karta-rivnoho/
efficient sitemap corner – I appreciated how easy it was to get through everything quickly.
FixItFactory Hub – Clear product info and smooth checkout made shopping effortless today.
https://eu-apteka.com.ua/
https://eu-apteka.com.ua/
трансфер в шереметьево v class Выбирая аренду Mercedes-Benz V-Class с водителем в Москве, вы получаете не только роскошный автомобиль, но и профессионального шофёра, отлично знающего городские маршруты и готового обеспечить пунктуальность и спокойствие в пути. Особое внимание уделяется трансферам в аэропорты Шереметьево, Домодедово, Внуково и Жуковский, где точность и своевременность играют ключевую роль.
рабочее зеркало Водка казино новое https://oscspa.cl/
трансфер по москве минивэн премиум аренда минивэна мерседес
На https://горки-академпарка.рф есть все мои любимые слоты.
порно онлайн бесплатно
секс мужчин
trusted adventure shop – Everything shipped quickly and seems built to last.
японское порно
Fashion Checkout Portal – Everything about the payment process felt intuitive and stress-free.
boutique microbrand collection – Distinct items and great deals keep me coming back for more.
explore the collection – Quick load times paired with a solid range of products.
Купить цветы большой букет – Красные розы для страстных признаний
Go to Chair Chase – Browsing felt effortless and the overall experience was pleasant.
official buying portal – Ordering felt effortless and the shipment notifications were detailed.
https://driver.in.ua/
телефоны проституток
порно фото
аренда мерседеса с водителем трансфер по москве микроавтобус премиум
click to browse – Everything is easy to navigate and the product descriptions were very helpful.
Trend Tally Online Shop – Browsing around felt easier than expected.
курсовая работа купить москва курсовая работа купить москва .
FontFoundry Select – Clean layout and engaging font options make exploring easy and enjoyable.
https://asport.com.ua/
проститутки тулы
sparkdex ai SparkDex is redefining decentralized trading with speed, security, and real earning potential. On spark dex, you keep full control of your assets while enjoying fast swaps and low fees. Powered by sparkdex ai, the platform delivers smarter insights and optimized performance for confident decision-making. Trade, earn from liquidity, and grow your crypto portfolio with sparkdex — the future of DeFi starts here.
аренда минивэнов в москве с водителем аренда минивэна мерседес с водителем Москва
порно фильмы
click to browse – The store’s presentation builds confidence right away.
leashlane.shop – I located what I needed quickly and the layout made everything simple to navigate.
Mimosa Market favorites – Loved the variety and carefully chosen products that stand out.
brassandbloom.shop – Such a delightful find, I’ll definitely be shopping here again.
coding resource center – I’m saving this link to explore more in the future.
https://infobanks.com.ua/
Editorial Emporium – I’m genuinely impressed by the thoughtfully selected items and how seamless the checkout feels.
trail-ready gear source – Purchased essentials for my trip and they reached me quickly.
Нужно продвигать как канал так и посты. трансфер по москве микроавтобус премиум
bath essentials hub – Loved the assortment of items and the ordering process was smooth.
https://pravdahub.com.ua/tablytsia-strilby-sph-9-povnyy-dovidnyk-kharakterystyk-ta-parametriv-hranatometa/
карта луцька
Power Plug Shop essentials – Smooth checkout and dependable charging products throughout.
Movie Vault entertainment shop – A solid mix of legendary titles presented clearly and accessibly.
FormulaFoundry Depot – Clear product descriptions and simple navigation make finding items quick.
handpicked cocoa delights – The assortment feels intentional and well organized.
1win аккаунти нав https://1win93047.help
check it out here – Fitness items appear durable and shipping details were easy to understand.
https://911mobi.com.ua/
Trip Tides Corner – Visually appealing layout that makes discovering travel suggestions fun.
https://eu-apteka.com.ua/
https://driver.in.ua/
spark dex SparkDex is redefining decentralized trading with speed, security, and real earning potential. On spark dex, you keep full control of your assets while enjoying fast swaps and low fees. Powered by sparkdex ai, the platform delivers smarter insights and optimized performance for confident decision-making. Trade, earn from liquidity, and grow your crypto portfolio with sparkdex — the future of DeFi starts here.
Scarf Street – The scarves are stylish and very comfortable for everyday use.
riding equipment center – Everything was in stock and the pricing seems aligned with market value.
https://eu-apteka.com.ua/
Металлический кованый факел под старину с доставкой — прочная конструкция, эстетичный внешний вид и устойчивость к погодным условиям.
modern mosaic decor store – Well-crafted pieces and intuitive navigation make browsing seamless.
1win мукофотҳо https://www.1win93047.help
1win воридшавӣ бе мушкил 1win93047.help
бровари карта вулиць
trusted eCommerce hub – The site runs efficiently and payments are processed quickly.
Go to Toast Trek – Browsing through categories was smooth and the product pages were informative.
Charge Charm Shopping – The site looks nice and I can’t wait to explore more later.
https://asport.com.ua/
https://infobanks.com.ua/
1win шартҳо 1win шартҳо
sparkdex SparkDex is redefining decentralized trading with speed, security, and real earning potential. On spark dex, you keep full control of your assets while enjoying fast swaps and low fees. Powered by sparkdex ai, the platform delivers smarter insights and optimized performance for confident decision-making. Trade, earn from liquidity, and grow your crypto portfolio with sparkdex — the future of DeFi starts here.
ecom resources boutique – Practical solutions that genuinely improve workflow and store management.
Present Parlor featured items – Lovely gift ideas and everything arrived in pristine packaging.
https://driver.in.ua/
explore Mystery Muse – The items here are captivating and perfect for sparking inspiration.
premium kettle store – I’m thrilled with the wide range of options and how quickly my order arrived.
creative kitchenware hub – The tools I ordered helped me prepare meals with more ease.
FreightFriendly Select Hub – Clean interface and detailed product info make exploring items simple.
История новосибирского хоккея оживает в домашних матчах ХК «Сибирь»: напряжение трибун, решающие шайбы и драматичные концовки. Эти встречи стали символом клуба. О главных моментах — в статье. Подробнее здесь: https://rentry.co/q49wppwd
1win фриспины https://www.1win48762.help
craft innovation center – Some items here are so unique they’re hard to find elsewhere.
secure shopping page – Monitoring products and checking costs was straightforward and fast.
https://ua-sport.com/
Truvella Shop – The site feels elegant and thoughtfully put together.
https://mobiboom.com.ua/
casual footwear marketplace – Quality is impressive and the help I received was fast and effective.
professional screen shop – Excellent monitor options and product details are clearly listed for easy comparison.
Рулетка на https://psaffect.ru без лагов.
https://vodkat.top/
Momentum Mall deals hub – Categories are clear and locating what I need is fast and simple.
premium pots and pans – Lots to choose from and the details answer common questions.
гей секс
speedy ship outlet – Everything arrived exactly on schedule and the tracking was easy to follow.
Print Press Shop featured items – Fantastic prints with an easy, streamlined ordering process.
Хочешь восстановить мрамор? https://conceptstone.ru устранение трещин, пятен и потертостей. Современные технологии шлифовки и кристаллизации для идеального результата.
https://blogs.ucl.ac.uk/brits/2014/06/01/resources/comment-page-117/?unapproved=83074&moderation-hash=65e23f1610fd2798b2bd7a249610dea3#comment-83074
FunnelFoundry Direct – Clean layout and helpful product info make shopping effortless today.
https://vodkat.top/
online tool hub – Great selection of gadgets and the descriptions make choosing easy.
brand design marketplace – Each design is thoughtfully made with a sleek, modern edge.
Атмосфера на арене «Динамо» часто решает не меньше, чем тактика и состав. Как фанаты влияют на игру — подробнее здесь: https://rentry.co/8qxqdc6h
https://vodkat.top/
https://vodkat.top/
https://ua-sport.com/
https://womanworld.com.ua/
dernier code promo 1xbet
this eco-friendly shop – The minimalist style combined with simple browsing is very appealing.
секс с мамой
https://koketka.com.ua/
premium storefront – The site’s organic vibe and tidy layout made exploring products enjoyable.
транс анал
Lunavique Store – Fresh visuals and a welcoming layout make exploring the site pleasant.
financial growth portal – I picked up several strategies that are already helping me stay on track.
floral boutique online – The collection is stunning and the checkout process was seamless.
чат поддержки казино Водка безопасно https://tashasemenova.ru/svadebnaya-s-yomka
Официальный сайт предоставляет широкий выбор игровых автоматов и настольных игр, что делает процесс игры максимально увлекательным. Водка Бет регистрация на сайте без ошибок.
Регулярные конкурсы и специальные предложения повышают азарт и вовлеченность пользователей.
1win быстрый депозит https://1win48762.help
Monarch Motive essentials – Reliable products and friendly staff make browsing enjoyable.
browse grooming favorites – My package arrived in great shape and matched the photos.
Privacy Parlor exclusive items – Clear privacy tips and helpful guidance for everyday online use.
template collection boutique – Loved the selection of templates and downloads were quick and easy.
шумоизоляция авто https://vikar-auto.ru
Букеты бюджетные и красивые Альстромерии в красивых букетах у нас
Приветствую! На первом этапе нужно разобраться — гидроизоляция подземного гаража. По моему мнению кровля над паркингом — особый случай. Хочешь решить проблему — могу рекомендовать: https://montazh-membrannoj-krovli-spb.ru. Какие результаты можно достичь: делают примыкания — машины стоят в сухости. Так вот ПВХ мембрана — устойчива к химии. Если сам разбираешься: праймирование. Что в итоге: проблема решена навсегда.
designer wood accents – Stylish presentation paired with materials that seem long-lasting.
creative home boutique – Original and contemporary décor pieces that feel perfect in my living area.
https://emiratesambassadeurs.com/vip-concierge/ EA Geneva private desk supports F.P. Journe requests for Tokyo: Octa Lune, verification video call on request (no watches shown on camera), with full set confirmed.
ks 1 6 Вбивая в поисковик “скачать кс 1.6”, пользователи ищут не просто игру, а возможность окунуться в легендарные сражения.
premium home selections – The polished interface complements the superior items.
Официальный сайт Vavada предоставляет стабильный доступ.
Игровые автоматы и лайв-столы поддерживаются ведущими провайдерами.
После входа открываются бонусы и акции, что делает старт комфортным.
Техническая поддержка работает круглосуточно, обеспечивая спокойствие пользователей.
Актуальный вход всегда доступен по ссылке vavadaru-rus.org — используйте для обхода ограничений.
Держите баланс под контролем, чтобы процесс был безопасным.
«Лада» — команда, прошедшая испытания и сохранившая дух победителей. О её пути, эмоциях матчей и верности болельщиков — подробнее здесь: https://telegra.ph/Istoriya-i-harakter-Lady-klyuchevye-pobedy-i-put-komandy-02-03
порно ролики
Букет цветов дома Инструкции для продления свежести цветов дома
explore the collection – Pricing seems balanced and site navigation is fast.
порно сперма
1win как получить бонус https://www.1win48762.help
sex girl
modern dinnerware shop – My products came sooner than expected and packaging was reliable.
sparkdex SparkDex is redefining decentralized trading with speed, security, and real earning potential. On spark dex, you keep full control of your assets while enjoying fast swaps and low fees. Powered by sparkdex ai, the platform delivers smarter insights and optimized performance for confident decision-making. Trade, earn from liquidity, and grow your crypto portfolio with sparkdex — the future of DeFi starts here.
фриспины за регистрацию Каждый бездепозитный бонус – это шанс испытать свою удачу, познакомиться с ассортиментом игр и, возможно, найти свою любимую стратегию.
tech project boutique – Useful tools make all my DIY work much easier to handle.
Официальный сайт Vavada обеспечивает быстрый вход.
Игровые автоматы и лайв-столы поддерживаются ведущими провайдерами.
Создать аккаунт очень просто, что упрощает путь новичкам.
Служба помощи отвечает быстро, обеспечивая удобство пользователей.
Актуальный вход всегда доступен по ссылке https://vavadaru-rus.org/ — сохраните, чтобы не потерять доступ.
Играйте ответственно, чтобы процесс был безопасным.
https://vodkat.top/
Propeller Plaza essentials – Excellent propeller choices with quick and helpful customer support.
https://vodkat.top/
1win двухфакторная авторизация 1win двухфакторная авторизация
rafter excellence shop – Products show meticulous work and outstanding quality.
мостбет скачать android https://mostbet84736.help
https://womanworld.com.ua/
Hi there, its fastidious piece of writing concerning media print, we all be familiar with media is a impressive source of facts.
бонус leebet casino
camping and hiking store – Great destination when you need trustworthy supplies for the outdoors.
секс порно
luxury stone outlet – Product quality was excellent and honestly went beyond what I imagined.
https://ua-sport.com/
Фармилки Сочетание этих методов, особенно через удобные Telegram-боты, позволяет максимизировать ваш потенциальный доход в мире цифровых активов.
https://womanworld.com.ua/
проститутки челябинск
Go to Moss Mingle – Happened upon this site and was pleasantly surprised.
Букеты цветов Ответы на звонки в рабочее время мгновенно
Carbon credits https://offset8capital.com and natural capital – climate projects, ESG analytics and transparent emission compensation mechanisms with long-term impact.
проект модернизации железной дороги Проектирование железнодорожных путей – это творческий и научный процесс, закладывающий основу будущей магистрали.
Hello to every one, because I am in fact keen of reading this webpage’s post to be updated daily. It contains fastidious material.
банда казино
бездепозитные промокоды Устали от пустых обещаний? Получи реальный шанс выиграть, активировав промокод на бездепозитный бонус – играй на деньги казино, не рискуя собственными!
Интерфейс понятный и не перегружен лишними элементами https://webranksofworld.site/if-you-are-considering-going-into-one-or-another-sort-of-internet-based-business-then-you-will-surely-want-to-known-what-the-keys-to-success-in-such-internet-based-businesses-are-the-same-is-the-cas/
https://vodkat.top/
chic garden creations – The flowers look fresh and vibrant, and ordering them was hassle-free.
Protein Pantry online store – Huge selection of protein supplements at competitive prices.
spice delights shop – Vibrant aromas and freshness made my cooking experience much better.
greenery shop online – Plants arrived safely and are growing beautifully.
sex girl
Свежие новости SEO https://seovestnik.ru и IT-индустрии — алгоритмы, ранжирование, веб-разработка, кибербезопасность и цифровые инструменты для бизнеса.
секс анал
pivotpalace.shop – Clean design and effortless navigation throughout the site.
storage hub marketplace – Everything is clearly presented and the descriptions are helpful.
ZylavoConnect – Browsing feels seamless, and the design is visually appealing.
Rank In Charge essentials – Practical SEO insights combined with effective tools for consistent results.
morning breeze store – The aesthetics are clean and the overall feeling is fresh and welcoming.
Строительство бассейна россия https://atlapool.ru
this coffee equipment boutique – The tools are high-quality and surprisingly affordable.
the Cobalt Corner collection – I like how refined the products are and how quick checkout is.
turmerictrove flavors – Fresh and fragrant spices made cooking more enjoyable and flavorful.
CoffeeCairn essentials – Bold, aromatic beans that brewed perfectly every time.
clovercove decor – Stylish home pieces that bring a cozy and inviting vibe.
theamberstudio – Beautiful creations delivered safely and looked stunning.
fitgearhub – Home workout equipment is durable and makes exercising easy and efficient.
this innovative gadget shop – Great tech selections and effortless browsing make shopping fun.
cablegearplus – Accessories were delivered safely and are reliable for everyday use.
sweet indulgence shop – Browsing is effortless and the site feels friendly.
ZylavoPortal Link – The interface is user-friendly and pages load quickly.
trendy wardrobe outlet – Stylish clothes, excellent fit, and very comfortable.
Подробности на странице: https://perfumerio.ru/
cocoacove treats – Rich and aromatic cocoa products enhanced my drinks wonderfully.
мостбет приложение https://mostbet84736.help
the creative empire corner – Supplies were well packaged and ready for immediate use.
printgalaxy – Prints were delivered quickly and the colors were bold and flawless.
the coat and cap boutique – Quick turnaround time and elegant packaging really impressed me.
avianhome – Every bird-themed product adds elegance and whimsy.
this glamorous collection – Each piece is showcased with clarity and appealing descriptions.
1win Visa пополнение http://www.1win48762.help
labellighthouse hub – I sorted my files effortlessly with the labeling system provided.
sprucestudiogear – High-quality supplies came safely and sparked new creative ideas in my artwork.
mostbet ставки на спорт mostbet ставки на спорт
mostbet официальный сайт в Кыргызстане mostbet официальный сайт в Кыргызстане
seoboost – These tools gave my website a quick rankings lift.
mostbet зеркало 2026 http://mostbet84736.help/
printgear – Orders came quickly and made completing print projects smooth.
Аншлаги на матчах «Салавата Юлаева» давно стали нормой для Уфы. Поддержка болельщиков создаёт атмосферу, которую трудно повторить. Подробнее: https://rentry.co/kvik3kd8
Espresso Emporium Boutique – Machines are reliable and make every coffee experience enjoyable.
marketmaster – Made online listing management much faster and less stressful.
секс мужчин
PatternPulseHub favorites – Found inventive patterns that worked wonderfully for my project.
fruit & fig boutique – Loved the variety and checkout was smooth and fast.
pro tablet marketplace – I completed my order easily with zero issues.
my favorite brew shop – The choices are plentiful and the cost feels just right.
trademarket – Goods shipped promptly and arrived safely, with clear labeling and quality packaging.
canvascorner art – Premium art materials made painting smooth and enjoyable today.
cyberguardmirror – System protection improved immediately with dependable security utilities.
бонус коды казино Бонус-коды – это не просто символы, это ключ к сокровищнице казино, полной приятных сюрпризов и щедрых подарков.
Лучшие бездепозитные бонусы — бесплатные бонусы для старта, подробные обзоры и сравнение условий различных платформ.
проститутки иркутск
ремонт жд заказ Различные виды ремонтов – от текущего содержания до капитального восстановления – требуют точного планирования и выполнения работ.
retailwave – Shopping was hassle-free and all products arrived in great condition.
BlanketBoutique selections – Soft blankets that keep me warm and relaxed each evening.
Knife & Knoll picks – Strong, well-crafted items that are great for frequent use.
digestivedock nutrition – Health products arrived on time and provided noticeable results.
бонус коды казино Открой для себя новые горизонты азартной игры с помощью эксклюзивных промокодов, которые сделают твою игру еще более захватывающей и прибыльной.
Нужны казино бонусы? https://kazinopromokod.ru — бонусы за регистрацию и пополнение счета. Обзоры предложений и подробные правила использования кодов.
русское порно видео
Онлайн покер покерок официальный сайт — турниры с крупными гарантиями, кеш-игры и специальные предложения для игроков. Обзоры форматов и условий участия.
dailyplannerpro – Elegant notebooks for planning and organizing your day.
vetvaultpro – Pet products arrived promptly and made daily care simple and reliable.
Минское «Динамо» уступило «Сибири» и усложнило себе задачу в чемпионате. Чтобы сохранить турнирные перспективы, команде нужно быстрее возвращать уверенную игру. Подробнее здесь: https://www.zupyak.com/p/4889207/t/dinamo-minsk-terpit-neudachu-v-novosibirske
ivoryhomestyle – Décor pieces arrived securely packaged and enhanced the aesthetic of my home beautifully.
twilight treasures shop – Energetic atmosphere and products that are interesting to explore again.
CloveCluster online – There’s a refreshing variety here that stands out from typical stores.
https://hello-jobs.com/includes/pgs/?promo_code_5.html
herbgarden – Kitchen essentials and herbs were delivered in perfect condition.
https://buscamed.do/ad/pgs/?1xbet_codigo_promocional_bono_vip.html
this creator hub – I found useful tools and tips for building and designing things.
this reliable cart shop – Checkout was seamless and package came faster than I thought.
craft label shop – I like the range available and pricing feels fair today.
freightfable items – Shipping materials arrived well-packaged and simplified my tasks.
https://the88me.com/wp-content/pgs/code-promo-1xbet-bonus-inscription.html
nutdelights – Almond snacks arrived fresh and added a tasty touch to my day.
https://www.pondexperts.ca/wp-content/pages/1xbet_promo_codes___bonus_code.html
проститутки курск
sex porn
cedar compass corner – Items are sturdy and made hiking and camping stress-free.
anal sex
harbornuts – Delicious nuts arrived fresh and ready to use in desserts and cooking.
this spring supply shop – Products arrived quickly and were very reliable for my needs.
ambercareplus – Allergy-friendly solutions that made daily routines simpler.
this pattern design hub – Loved finding patterns that complemented my newest project.
https://pulikalinkuralradio.com/wp-content/pages/1xbet_india_promo_codes.html
the cinnamon hub – Fresh, fragrant cinnamon sticks that added a delightful aroma to the kitchen.
1win bonus qanday ishlaydi http://1win5769.help/
harborhealthshop – Wellness essentials arrived safely and were easy to incorporate into my routine.
airpurearc plus – Quiet purifiers make a noticeable difference in my indoor air quality.
Adventure Aisle Store – I constantly discover fresh inspiration for future trips here.
чӣ гуна 1win дар android насб кардан чӣ гуна 1win дар android насб кардан
designer boot outlet – Every style seems thoughtfully curated and unique.
трансы москвы
«Торпедо» набирает очки и удерживает темп в плотной гонке Западной конференции КХЛ. Команда демонстрирует скорость и дисциплину. Подробнее: https://www.zupyak.com/p/4889908/t/torpedo-derzhit-temp-v-kkhl-uverennaia-igra-i-bor-ba-za-pozitsii-na-zapade
my favorite silver shop – Lovely items and attentive service impressed me this week.
транс анал
blossombargains – Great deals on quality items that make shopping online fun and easy.
plannerstash – Stickers arrived vibrant and durable, helping me personalize my journals easily.
LockAndLuxe online – Premium-feeling accessories that are stylish and sturdy.
tax resource hub – Quick loading and everything functions perfectly on my devices.
adapterzone – Fast shipping and gadgets function exactly as expected.
trailgear – Essentials that make every trip simpler and lighter.
нейросеть генерации текстов для студентов нейросеть генерации текстов для студентов .
Artisan Aster selections – Lovely artisan pieces that brighten up my rooms beautifully.
транс трахает парня
chewchest pets – Toys and treats are top-notch and my pets enjoyed them instantly.
CraftedCrescent favorites – Handmade pieces that feel meaningful and one-of-a-kind.
signature step shop – The curated pieces make it easy to find inspiration for any outfit.
this global goods hub – The shipping fees are reasonable, making worldwide shopping enjoyable.
Все о фундаменте https://rus-fundament.ru виды оснований, расчет нагрузки, выбор материалов и этапы строительства. Практичные советы по заливке ленточного, плитного и свайного фундамента.
транс анал
Портал о жизни в ЖК https://pioneer-volgograd.ru инфраструктура, паркинг, детские площадки, охрана и сервисы. Информация для будущих и действующих жителей.
mintedmenswear – Accessories arrived on time and matched the product images perfectly.
this serene shopping corner – Everything is easy to find and the overall vibe is relaxing.
supplement porch – A solid range of protein powders and nutrition products for easy shopping.
starfieldorganizers – Storage solutions arrived on time and helped keep everything neat and orderly.
aquahub – Aquarium supplies arrived quickly and made setting up my tank simple and easy.
mediamosaic essentials – Tools arrived quickly and helped organize my media projects perfectly.
Гороскоп Откройте для себя секреты привлечения позитивной энергии.
pulse printables corner – Creative items arranged neatly, making it simple to find inspiration.
the cozy nook shop – Beautiful accessories that created a snug and welcoming atmosphere.
this tech solution store – Smart tools that helped me manage my day effortlessly.
1win навсозӣ намешавад 1win навсозӣ намешавад
удаленная работа без обмана удаленная работа где
Все о ремонте квартир https://belstroyteh.ru и отделке помещений — практические инструкции, обзоры материалов и современные решения для интерьера.
Зарубежная недвижимость https://realtyz.ru актуальные предложения в Европе, Азии и на побережье. Информация о ценах, налогах, ВНЖ и инвестиционных возможностях.
vanilla gems hub – A lovely mix of products with good pricing makes shopping enjoyable.
окна шуко Ищете надежные и стильные окна для вашего дома? Шуко предлагает инновационные решения, сочетающие в себе высочайшее качество, энергоэффективность и элегантный дизайн.
decorpine – Stylish accents arrived carefully packaged and enhanced my rooms beautifully.
this handcrafted leather hub – Items are stunning and arrived safely.
tech & pack hub – The layout is intuitive and all the information is very clear.
phoenix corner shop – User-friendly layout with plenty of music merchandise options.
онлайн казино на деньги в Казахстане
ии для учебы студентов ии для учебы студентов .
hydrationcorner – Bottles and hydration items were delivered safely and work perfectly.
charcoalcharm favorites – The charcoal burns long and adds a rich smoky flavor.
turmerictrove kitchen – Aromatic turmeric and spice mixes arrived quickly and added zest to dishes.
dockyarddesignhub – Creative pieces were delivered promptly and look amazing in every room.
the easy-meals destination – It helps me create flavorful dishes without the hassle.
Safe Saffron Store – Aromatic, high-quality spices arrived promptly and just as advertised.
passportparlor online shop – High-quality accessories that are both useful and fashionable.
inkandideas – Everything arrived promptly, making my crafts more enjoyable.
unique craft haven – Every listing reflects thoughtful design and careful craftsmanship.
Всё про строительство https://hotimsvoydom.ru и ремонт — проекты домов, фундаменты, кровля, инженерные системы и отделка. Практичные советы, инструкции и современные технологии.
1win авиатор бо пул 1win авиатор бо пул
bbqcorner – Accessories shipped quickly and made grilling more convenient and fun.
Supplement Summit Store – High-quality health supplements that I feel confident using.
шумоизоляция авто
Здравствуйте дорогие друзья! Рассмотрим, что работало ранее — как снизить расходы на отопление. Суть в том, что: через крышу уходит до 30% тепла. Хочешь экономить — обратись к: https://montazh-membrannoj-krovli-spb.ru. Зачем это: укладывают утеплитель, сверху — полимерное покрытие. Так вот мембрана светлая — летом не перегревается. На первом этапе PIR плиты — теплопроводность минимальная. Вместо заключения: кровля работает на вас.
1win таърихи хуруҷ http://1win59278.help
нейросеть студент бот нейросеть студент бот .
Explore Sole Saga – The refined footwear lineup instantly captured my interest.
smart sundial online shop – Devices are intuitive, attractive, and perfect for daily time tracking.
tech resource hub – Very user-friendly and the information is consistently helpful.
HostingHollow online hub – The onboarding and setup process went surprisingly smoothly.
barbellbayou.shop – Quality workout equipment and competitive pricing make this site appealing.
doggearshop style – Durable, well-fitting accessories that make every walk enjoyable.
ElmExchange Essentials Hub – Organized product listings and clean design make exploring enjoyable.
1win o‘rnatilmayapti https://1win5769.help
CourierCorner Finds – Wide selection and straightforward browsing make the experience enjoyable.
watercolor creative shop – Everything from pigments to brushes makes artistic tasks easier.
tortuga casino connexion Que vous soyez un pirate chevronne ou un jeune loup de mer, l’excitation du jeu est garantie avec une selection impressionnante de jeux.
Wrap Wonderland Creations Online – Stylish gift wraps and fun designs make the process delightful.
Найкращі казіно з бонусами — депозитні акції, бездепозитні пропозиції та турніри із призами. Огляди та порівняння умов участі.
Грати в найкраще українські казіно — широкий вибір автоматів та настільних ігор, вітальні бонуси та спеціальні пропозиції. Дізнайтеся про умови участі та актуальні акції.
WirelessWillow selections – Simple setup and reliable gadgets made the purchase easy.
farmhouse type boutique – Neat arrangement and thoughtfully curated font choices make browsing enjoyable.
kitchenessentialsplus – Pantry goods came quickly and were well packed, helping me prepare meals effortlessly.
Artful Aisle Picks – Distinct décor concepts and handcrafted pieces spark visual interest.
1win UZ login http://1win5769.help/
1win promo kodni qanday kiritish 1win promo kodni qanday kiritish
All About DIY Depot – The variety of tools makes weekend DIY projects approachable and fun.
Device Dockyard Hub – Practical tech gadgets and transparent pricing make browsing effortless.
1win aviator 2026 http://www.1win5769.help
Roti Roost Online – Tasty bread selections with helpful directions are easy to follow.
digital tablet corner – Each product has clear technical info and reasonable pricing.
опыт удаленной работы удаленная работа на дому вакансии
ии для студентов ии для студентов .
my favorite beanie shop – Hats feel soft and warm while complementing my winter style.
проститутки самара
Palette Plaza picks – The colors are rich and the tools feel professional and reliable.
работа удалить удаленный формат работы
paprikaplace market – The fresh seasonings made preparing meals fun and flavorful.
шуко Энергоэффективность окон Шуко обеспечивает значительное снижение затрат на отопление и кондиционирование, что делает их не только комфортным, но и экономически выгодным выбором.
PhoneForge Finds – Useful accessories that match perfectly and feel premium.
Visit BundleBungalow – Curated bundles make finding essentials quick and easy.
virtual clinic tools shop – I’ll be coming back soon to explore additional content.
Sneaker Studio Zone – Exciting shoe options and easy-to-use site navigation make shopping pleasant.
MacroMountain Finds Online – Supplies for creativity that help jumpstart ideas for your next projects.
шуко Окна Шуко – это воплощение немецкого качества и инженерной мысли.
Identity Isle Originals – Products are clearly personalized and crafted with care for buyers.
проститутки воронеж
BatteryBorough favorites – Delivery was quick and everything operates perfectly.
homey style market – It’s easy to appreciate the carefully gathered selection.
порно студентки
удаленная работа на дому вакансии работа удаленно озон
The Mug Boutique – Stylish mugs here make gift-giving simple and fun.
StitchStarlight Online – Fabrics arranged nicely with colorful, detailed visuals.
teatimetrader.shop – Wide selection of teas with clear descriptions and reasonable prices.
фриланс работа в интернете работа удалить
генерация генерация .
techpackterra.shop – Useful tech organizers and smart gadgets make everyday tasks simpler.
the Spice Sail collection – Freshness and packaging were outstanding for every item.
PrivacyPocket online – Easy privacy tools that make staying secure straightforward.
MicrobrandMagnet Finds – Attractive watch selections with full specifications and helpful info.
seamsaffire crafts – Quality fabrics and sewing supplies made my project come together effortlessly.
web writer resource – A dependable place to learn practical content techniques.
tax trellis essentials – Clear interface and organized resources simplify the experience.
SockSyndicate Online – Quirky prints paired with snug comfort make it worth exploring.
BerryBazaar Picks – Mobile-friendly layout with a nice selection of items.
Snippet Studio Collection – Inspiring assets for creators make brainstorming more productive.
Shop Lamp Lattice – Stylish lighting designs look elegant and product info is easy to read.
https://td-scs.ru/stat/art/?promokod_fonbet_bonus_1.html
проститутки индивидуалки
Грати в онлайн слоти – великий каталог автоматів, бонуси за реєстрацію та регулярні турніри. Інформація про умови та можливості для гравців.
Онлайн онлайн ігри казино – великий вибір автоматів, рулетки та покеру з бонусами та акціями. Огляди, новинки та спеціальні пропозиції.
проститутки омск
chic fashion corner – The curated pieces perfectly reflect this season’s trends.
Mug and Merchant Store – Creative cup designs are ideal for special gift moments.
Remote Ranch Store – Interesting items in a well-organized layout enhance the shopping experience.
виды аллергии и симптомы
аренда жилья на длительный срок
порно видео бесплатно
Thread Thrive Picks – Durable fabrics combined with eye-catching color choices impress every time.
Stretch Studio Depot – Workout essentials clearly displayed with a layout that’s easy to use.
насби 1win app насби 1win app
PlannerPrairie Collection – Daily planners that combine style, cuteness, and practicality.
нейросеть для учебы нейросеть для учебы .
скачать игры с яндекс диска скачать игры с яндекс диска
https://safechat.com/u/betandyou.promo.code.egypt
budgetbreeze boutique – Fast delivery and affordable goods created a pleasant shopping experience.
All About ChargerCharm – Tech-friendly accessories shown with a smooth browsing flow.
All About CreativeCrate – Interesting items and one-of-a-kind gifts make shopping fun.
Sticker Stadium Picks Online – Unique and playful stickers arrive quickly with excellent design quality.
CollarCorner Finds – Reliable and stylish items for pets seem well thought out.
authentic saffron finds – Every product includes useful details and represents high-quality sourcing.
цветы с доставкой заказать – Дополните букет гелиевыми шарами и игрушками
meridian meal boutique – Quick and easy meal prep is possible with helpful recipes and kits.
Top City Stroll – Urban items that combine practicality and style for city travel.
SnowySteps Finds Online – Cozy seasonal goods that feel both charming and affordable.
Explore VPN Veranda – The explanation of services and benefits feels clear and direct.
emailelm tools – Clean design and a great selection of marketing resources.
Fit Fuel Fjord Finds – Conveniently organized protein snacks and supplements for easy shopping.
цветы на заказ недорого – Рассмотрим претензии по букету в течение 24 часов
ProteinPort Essentials Hub – Trusted supplements with simple labels make it easy to pick the right option.
pearl boutique hub – Jewelry pieces are elegant and well-presented with clear images.
BerryBazaar Shop Online – Fast-loading mobile site with a variety of items to browse.
Shop Domain Dahlia – Fresh floral designs and decorative touches that enhance any setting.
Mug Lover’s Stop – Carefully designed cups bring warmth to any occasion.
zipperzone.shop – A great variety of zippers ideal for home sewing projects.
publishparlor – The resources are useful and the content layout is very clear.
coral goods store – Plenty of interesting products and shopping here feels very simple.
MoneyMagnolia Online – Easy-to-follow financial tips and resources that help with planning.
заказать композицию из цветов – Бережная транспортировка цветочных композиций курьером
http://samodelnii.ru/application/pages/1_hbet_promokod_pri_registracii_2020.html
pearl corner hub – Elegant pieces and detailed images make shopping straightforward.
All About EmberAndOnyx – Well-laid-out items with stylish presentation and helpful details.
Discover CarryOn Corner – Travel essentials organized neatly with speedy arrival.
seamsecret – Sewing essentials are organized well and easy to find.
Spatula Station Store – Handy kitchen utensils are well-priced and functional.
https://pulikalinkuralradio.com/wp-content/pages/ghivaya_izgorody.html
https://gcsms.com.ua/img/pages/?promokod_283.html
Report Raven Essentials – Insightful articles backed by detailed research feel trustworthy and solid.
trust shop online – Organized pages with easy navigation, really liked exploring today.
Aviator India is a guide site on how to play Aviator: download the Aviator app or Aviator APK, log in, claim bonuses, and use UPI deposits via Paytm, PhonePe, or GPay. It also covers KYC, withdrawals, and warning signs of Aviator predictor scam.
एविएटर ऐप डाउनलोड एंड्रॉइड
https://fashion-id.ru/auth/pgs/fonbet___besplatnuy_promokod_pri_registracii.html
MaverickMint Online – Cool desk accessories and stationery that inspire productivity.
Pepper Parlor Essentials Online – Loving the general vibe and how effortless it is to look around.
vpsvista corner – Hosting options are well organized and specs are easy to evaluate.
заказ цветов недорого москва с доставкой букет – Уникальность каждой цветочной композиции гарантируем
plannerport hub – Loved the content and navigation feels intuitive.
Aviator India is a guide site on how to play Aviator: download the Aviator app or Aviator APK, log in, claim bonuses, and use UPI deposits via Paytm, PhonePe, or GPay. It also covers KYC, withdrawals, and warning signs of Aviator predictor scam.
एविएटर में ऑटो कैशआउट कैसे सेट करें
vaultvoyage online – Smooth browsing experience with a visually appealing layout.
порно большей сиськи
https://ud.wandeeclinic.com/wp-content/pgs/code_promo_175.html
datadawn tools marketplace – The design is clear and accessing resources is very intuitive.
browse their collection – I really enjoy the cute aesthetic and tidy setup.
browse Setup Summit online – Everything is clearly arranged, making the experience very smooth.
my favorite catalog site – The design is clear, and shopping through products is simple.
official linen lantern site – The collection seems thoughtfully chosen and elegantly showcased.
1win ставки онлайн https://1win52609.help
distinctive food finds – The items look rare and the quality feels dependable.
сколько стоит нормальный букет цветов – Красота и гармония цветочных композиций всегда
порно блондинки
handpicked Warehouse Whim – Browsing items is seamless, and the selection is excellent.
Онлайн покер Покер онлайн покерок скачать — регулярные турниры, кеш-игры и специальные предложения для игроков. Обзоры возможностей платформы и условий участия.
official phonefixshop site – Helpful explanations of services and appointments were easy to arrange.
online bandwidth resources – Easy-to-follow information and well-laid-out resources impressed me.
click for Iron Ivy – Items are easy to browse, and checkout went quickly and effortlessly.
Winter Walk Store – Products are well displayed and the site runs seamlessly.
explore Winter Walk Essentials – Attractive assortment and everything loads cleanly without problems.
Wander Warehouse Boutique Online – Diverse offerings and the organization makes browsing simple.
Fiber Forge Online Store – Refined layout and moving around the site feels seamless.
VanillaView Gallery – Pleasing visuals and simple navigation make product discovery enjoyable.
click for warehousewhim – The pages are tidy, and exploring products feels effortless.
summit of sugar – Amazing array of sweets, definitely worth sampling.
Slotini uning https://chickenroadgames.top/uz/ jonli dizayni, qiziqarli mexanikasi va qoshimcha oyin xususiyatlari bilan sinab koring. Qoidalar va format haqida hamma narsani bilib oling.
Explore Vendor Velvet – The site feels fresh and intuitive, making browsing easy.
wellness movement hub – The presentation feels bright and full of momentum.
see the Warehouse Whim catalog – Browsing is smooth, and everything is presented clearly.
vps essentials hub – Plans are clear, competitive, and easy to browse for different needs.
Olive Orchard Store – Everything is neatly arranged and the overall experience is very pleasant.
Parcel Paradise Hub Online – Shipping options are simple to navigate and checkout works seamlessly.
Winter Walk Storefront – Plenty to choose from and the site runs without glitches.
Winter Walk Finds Online – Smooth interface and shopping is effortless with clear product info.
discover Marker Market Deals – Smooth interface and navigating the catalog is simple.
недорогие букеты с бесплатной доставкой москва – Микс цветов в ярких композициях
brightbanyan – Really clean design and pages load quickly on mobile.
Willow Workroom Finds – Everything is easy to locate thanks to neat organization and proper labeling.
market hub picks – Fresh and artisanal products provide a fun shopping experience.
see Citrus Canopy items – Navigation is simple, and the overall look feels bright and clean.
Warehouse Whim Store – Items are clearly displayed, and browsing is easy and enjoyable.
fitness essentials hub – Navigation is user-friendly and the selection is well presented.
Aviator India is a guide site on how to play Aviator: download the Aviator app or Aviator APK, log in, claim bonuses, and use UPI deposits via Paytm, PhonePe, or GPay. It also covers KYC, withdrawals, and warning signs of Aviator predictor scam.
एविएटर गेम रियल मनी इंडिया
Winter Walk Marketplace – Excellent assortment and navigation feels seamless.
Sweater Station Essentials – Smooth browsing and organized layout makes shopping simple.
Venverra Marketplace – Looks reliable and feels secure for making online purchases.
discover winterwalk – Product listings are neat and pages load quickly with no problems.
Shop Hush Harvest – Items arrived fast, fresh, and neatly wrapped.
official copper crown site – The items feel one-of-a-kind and completing the purchase was smooth.
creative pen hub – The site offers inventive products with careful presentation.
mocha essentials shop – Many appealing options and finalizing the purchase was easy.
aurora insights shop – Helpful resources and tutorials simplify the learning process.
https://sibmin.ru/media/articles/?endermologiya_kak_sposob_umenysheniya_ghirovoy_tkani_i_cellyulita.html
browse warehousewhim items – Layout is tidy, making it easy to move through products.
скачать игры с яндекс диска скачать игры без торрента
Label Lilac picks – Layout is intuitive, and product info makes browsing quick and easy.
Winter Walk Deals – Great choices and the site performs quickly and efficiently.
bakeboxshop – The treats look amazing and browsing the site is effortless.
explore Trim Tulip Store – Crisp layout and navigation feels seamless today.
Aviator India is a guide site on how to play Aviator: download the Aviator app or Aviator APK, log in, claim bonuses, and use UPI deposits via Paytm, PhonePe, or GPay. It also covers KYC, withdrawals, and warning signs of Aviator predictor scam.
एविएटर गेम नियम
Winter Walk Online – Items are clearly organized and browsing feels fast and simple.
https://helpf.pro/dhfr/pgs/promokod_pokerdom_pri_registracii_1.html
quartz quiver shop – Simple structure and helpful information included with each product.
bayou fitness shop – Clear product categories and informative descriptions make shopping simple.
sample suite store online – Everything is neat and accessible, making the experience simple.
explore Warehouse Whim – Items are easy to find, and the site feels clean and well structured.
official shoe shrine site – Fashionable shoes on display and the prices feel justified.
browse rubyrail items – Navigation is smooth, and products are easy to view.
discover Winter Walk Gear – Diverse products and everything functions smoothly.
https://autosurf.vn/baokim/kelp/1xbet_promo_code_tanzania___how_to_deposit_money_in_1xbet_tanzania.html
shop packagepioneer – Nice selection and navigating through items is straightforward today.
handpicked ergonomic items – Browsing is smooth, and the explanations are very helpful.
explore Winter Walk Gear – Layout is intuitive and pages load fast without any hiccups.
Anchor & Aisle Collection – Pages are easy to browse and the site feels inviting.
office comfort hub – Chairs that combine ergonomic features with attractive design.
parlor essentials hub – Easy browsing with a cute, friendly brand atmosphere.
выборы Волгоград Оперативные новости Волгограда и области. Свежие сводки о происшествиях, ДТП и криминале.
visit warehousewhim – Items are well organized, making browsing simple and enjoyable.
Discover a minecraft slot with an original theme and bonus features. Learn about the mechanics and gameplay features.
fabric falcon marketplace – A wide variety of products and the details are easy to understand.
Сайт https://golznam.ru работает без блокировок.
https://vmv.ru/admin/inc/promo_kod_1xbet_na_segodnya_pri_registracii.html
https://luxe.tv/wp-content/news/luchshie_festivali_budapeshta.html
shop winterwalkshop – Solid selection and browsing feels fast and reliable.
surfacespark – Clean interface and browsing through items feels intuitive very easy.
1win служба поддержки Ош 1win служба поддержки Ош
discover restrelay – Everything is arranged thoughtfully, and exploring products is straightforward.
see the Pine Path collection – Navigation is intuitive, and products are displayed nicely.
discover Winter Walk Gear – Well-structured layout and products load quickly for a great experience.
profit pavilion corner – Clear guidance throughout and the information is easy to digest.
Хорошее место для вечернего отдыха с азартом https://nidofertility.com
stellar night market – The layout complements the theme and gives a polished feel.
my favorite Warehouse Whim – The website feels intuitive, and exploring items is effortless.
online roast and route – Attractive visuals and navigation flows perfectly on mobile devices.
Winter Walk Shop – Great range of items and pages open quickly without delays.
https://waterlux.ua/articles/pages/1xbet_promokod_registraciya.html
discover Backpack Boutique Online – Appealing products and the interface makes shopping enjoyable.
вентиляция на заказ изготовление Мы предлагаем услуги по установке вентиляции любой сложности, от частных домов до производственных помещений. Актуальные цены и оперативный монтаж.
https://vodkabet0.top/
Winter Walk Selections – Clean design and browsing items is quick and user-friendly.
Search Smith resources – Browsing is easy, and information is organized logically.
stitchandsell – The selection is excellent, and the checkout was quick and simple.
mist corner shop – Items are displayed thoughtfully, with a neat and minimalist style.
Вывод средств проходит стабильно и без задержек https://grandreviews.net/listings/rosek/
Ram Rapids Deals – Attractive layout and exploring products is seamless.
1win элсом депозит 1win элсом депозит
Wrap & Wonder Essentials Online – Beautiful presentation and items feel perfectly suited for gift purposes.
Попробуйте майндроп — современный игровой автомат с необычной структурой раундов и бонусными элементами. Подробности о возможностях игры.
premium domain hub – The overall setup is user-friendly and easy to explore.
shop winterwalk – Great selection and browsing through items feels effortless today.
https://chainradar.co/code-promo-1xbet-bonus-dinscription-gratuit-130-e/
Fiber Fountain hub – I enjoy how polished the site looks and how easy it is to browse.
blsp at
1win plinko на деньги http://1win52609.help/
apparelambergris – The products are stylish and the site feels professional and easy to navigate.
Logo Lighthouse Hub Shop – Clean visuals and the overall navigation is fast and enjoyable.
Island Ink Collection – The design language is strong and the presentation feels artistic.
ДТП Волгоград Актуальные новости Волгограда сегодня: главные события, срочные сообщения и сводки происшествий. Все, что нужно знать жителям города и области.
checkoutcottage corner – Smooth navigation and tidy product pages make buying items fast.
губернатор Волгоградской области ДТП Волгоград: последние сводки аварий, подробности происшествий и информация о пострадавших.
check out warehousewhim – Navigation is smooth, and the browsing experience is very pleasant.
Official Print Parlor – Well-structured pages make it easy to find what I need.
quality service hub – Service info is easy to follow and the site feels solid and dependable.
Winter Walk Essentials – Products are diverse and everything loads without a hitch.
check out patternparlor – Layout is clear, and finding what I need is fast and simple.
Seashell Studio Finds – Attractive layout and exploring products feels seamless.
official topaz trail site – The browsing flow is fluid and the layout makes sense right away.
this artist’s supply corner – Large variety of tools and materials with a quick checkout.
Winter Walk Online Store – Navigation is simple and product info is clear for easy shopping.
Want to try zeus and hades slot a slot machine about the clash of gods with bonus rounds and spectacular animation? Learn more about the format and features.
Sparks Tow Store – Cute layout and I quickly found exactly what I needed.
https://msk.metallobazav.ru/
новости Волгоград онлайн Добро пожаловать на новостной портал Волгограда. Мы публикуем последние и главные новости региона, происшествия и криминальную хронику.
кайтинг кайтинг
click for rubyrail – Navigation is intuitive, and the site feels polished.
stocksculpt picks hub – Useful resources and financial instruments for tracking investments.
ДТП Тракторозаводский район Авария Волгоград сегодня: оперативная информация о ДТП, анализ причин и последствия.
leadmark site – Overall, professional vibe here; trustworthy, polished, and pleasantly minimal throughout.
this cozy cotton store – The material collection feels soft, durable, and high quality.
official nutmeg network site – The theme stands out and navigating the platform feels effortless.
Voltvessel Online – Simple layout and intuitive navigation make exploring easy.
A catalog of cars auto ae catalog across all brands and generations—specs, engines, trim levels, and real market prices. Compare models and choose the best option.
Hello team!
I came across a 159 useful tool that I think you should take a look at.
This tool is packed with a lot of useful information that you might find insightful.
It has everything you could possibly need, so be sure to give it a visit!
https://naxospress.gr/athlitika/stoichima/proetoimasia-kai-psychologia-prin-apo-megaloys-agones-to-mystiko-tis-koryfaias-apodosis/
Furthermore don’t neglect, everyone, that a person at all times are able to inside this particular publication locate answers for the the very confusing inquiries. Our team made an effort — lay out all of the data using the very accessible manner.
происшествия Волгоградская область Новости Волгограда сегодня: оперативно и по делу. Главные события, срочные сообщения и криминальная хроника.
skilletstreet collection – Nice variety of products and site navigation is smooth.
boostster site – Navigation felt smooth, found everything quickly without any confusing steps.
Vivid Vendor Deals – Colorful graphics and lively images make shopping feel more engaging.
экстренные новости Волгоград Криминал Волгограда: последние новости, хроника происшествий и сводки. Все о криминальной жизни региона.
sipandsupply online – Nice range of items and the website’s presentation is attractive.
цены Волгоград Происшествия и новости Волгограда: оперативная информация о ДТП, криминале и ЧП. Будьте в курсе событий.
official Workspace Wagon hub – I love how practical products are presented clearly for quick browsing.
установка вытяжной вентиляции Мы предлагаем услуги по установке вентиляции любой сложности, от частных домов до производственных помещений. Актуальные цены и оперативный монтаж.
Art Attic Online Picks – Inspiring selection and smooth site flow make exploring easy.
Wagon Wildflower Deals – Playful and charming layout makes exploring the online store very pleasant.
Basket Bliss Product Hub – Stylish selection with smooth, easy-to-use browsing.
https://japansan.ru/images/art/?1xbet_promokod_pri_registracii_bonus_segodnya.html
Cove Crimson Boutique – Attractive presentation and exploring products is effortless.
Yoga Yard Design Hub – Light and peaceful atmosphere with refreshing, soothing products.
tablettulip collection – Visually appealing layout and site performance is excellent.
Cypress Chic Hub Plus – Items are presented clearly and browsing feels seamless.
benchbazaar online shop – Clear product info and navigation is very user-friendly.
правильная установка обратного клапана вентиляции Специализируемся на установке вентиляционных систем, включая приточно-вытяжную вентиляцию, газовую вентиляцию и противодымные системы.
Actionable Insights Hub – Smooth interface and organized content enhance the browsing experience.
this billing boutique – The interface is sleek, and the items appear carefully crafted.
VeroVista Boutique – Fast pages and easy-to-read descriptions make checking out items simple.
Clarvesta Selections – Well-laid-out products with smooth browsing make shopping pleasant.
Astrevio Product Picks – The simple layout and clear product display make shopping effortless.
Bowl World – Clear design and shopping online feels natural.
https://magazin-prestige.in.ua/images/pages/?1xbet_promokod_registraciya.html
briovista.shop – Very clean layout and everything loads fast without lag.
top StrategicTrustSolutions site – Logical structure and responsive pages help users navigate quickly.
Bath Breeze Curated Picks – Well-presented items with a simple, clear interface for shopping.
Cozy Carton World – Smooth layout and shopping is simple and quick.
my favorite watch shop – It’s simple to understand product details and enjoy browsing.
1win ошибка установки http://1win52609.help
journaljetty marketplace – Products feel well-chosen and the details provided are very useful.
Домашний лед «Торпедо» — место, где рождаются эмоции и победы. Тренерская стратегия, физическая форма и поддержка болельщиков создают магию игры. О подготовке команды к матчам — подробнее здесь: https://kulturologia.ru/blogs/250925/65615/
Dalvanta Gems – Layout feels modern and browsing the collection is effortless.
Trusted Commercial Network Hub – Professional design and clear navigation make exploring content simple.
Official Velvet Vendor 2 – Adding to bookmarks, the products are really one-of-a-kind.
PolyPerfect Store – The sleek layout and simple checkout make shopping effortless.
explore ChargeCharm – Finding gadgets is quick thanks to a neat and organized interface.
Attic Amber Essentials Store – Simple navigation paired with cozy aesthetics keeps shopping relaxing.
Rosemary Roost marketplace – The curated display and charming design create a welcoming experience.
shop BrewBrooks now – Smooth navigation and a strong selection make it worth visiting.
bs2we at
Cozy Copper Finds Hub – Navigation feels effortless and items look premium.
Un sito web https://www.sopicks.it per trovare abbigliamento, accessori e prodotti alla moda con un motore di ricerca intelligente. Trova articoli per foto, marca, stile o tendenza, confronta le offerte dei negozi e crea look personalizzati in modo rapido e semplice.
official Bay Biscuit hub – Lovely designs and ordering flows smoothly.
Chair Chic Treasures – Navigation is intuitive and browsing is a smooth experience.
Collaboration Resources – Structured sections and clear interface make browsing effortless.
sketchstation hub – Artistic layout is impressive and moving between pages is simple.
Dzisiejsze mecze mecze dzis aktualny harmonogram z dokladnymi godzinami rozpoczecia. Dowiedz sie, jakie mecze pilki noznej, hokeja i koszykowki odbeda sie dzisiaj, i sledz turnieje, ligi i druzyny w jednym wygodnym kalendarzu.
Vendor Velvet Boutique – Clean interface and sleek style make exploring products enjoyable.
Decordock Finds Hub – Collection is diverse and the descriptions are informative and helpful.
ClickForActionableInsights Portal – User-friendly layout and fast-loading content improve browsing.
Clever Checkout Online Store – Simple design and quick checkout process keep everything easy for users.
https://fb2knigi.ru/wp-content/pages/1xbet_promokod_pri_registracii_na_segodnya_besplatno.html
soft knit essentials – The inviting atmosphere and easy-to-use interface feel very comforting.
explore Long Term Business Partnerships Hub – Well-laid-out sections make reading and finding information effortless.
Aura Arcade Top Picks – Compelling collection and effortless payment flow make shopping enjoyable.
Wiadomosci tenisowe https://teniswiadomosci.pl z Polski i ze swiata: najnowsze wyniki meczow, rankingi zawodniczek, analizy turniejow i wywiady z zawodniczkami. Sledz wydarzenia ATP i WTA, dowiedz sie o zwyciestwach, niespodziankach i najwazniejszych meczach sezonu.
A convenient car catalog https://www.auto.ae/catalog brands, models, specifications, and current prices. Compare engines, fuel consumption, trim levels, and equipment to find the car that meets your needs.
https://msk.metallobazav.ru/
CampCourier gear – Products are well organized, making shopping stress-free.
Brondyra Design Hub – User-friendly layout and modern visuals make browsing enjoyable.
На 7k официальный сайт удобная навигация по провайдерам, легко найти игры от любимых студий.
Craft Cabin Nook – Items are nicely displayed and the descriptions explain everything well.
https://brestobl.com/images/pages/?1xbet-promokod-bonus.html
dyedandelion gallery – Vibrant artwork and the site is very user-friendly.
Beard Barge Online – Well-organized products with clear, informative descriptions.
Venverra Central – The site gives a professional impression and feels reliable for online shopping.
Sleep Sanctuary Studio – Comfortable layout and navigation feels natural.
official Yavex hub – Fast-loading content and seamless navigation make browsing enjoyable.
explore Business Connections Hub – Clear sections and logical structure make finding details easy.
Dorvani Boutique – Pages load instantly and shopping feels seamless.
top EnterpriseBondSolutions site – Clear navigation and responsive pages make reading content simple.
Corporate Partnership Network – The website is easy to navigate with a clean and professional layout.
artful card boutique – The streamlined navigation enhances the experience of finding unique designs.
Auracrest Essentials – Products are well-organized and the descriptions provide useful details.
бурение скважин для водопонижения xn—77-eddkgagrc5cdhbap.xn--p1ai .
this cable store – Browsing feels effortless, and each item includes helpful details.
BuildBay Product Hub – Solid product range and smooth checkout process make purchasing easy.
Headline Hub Official – Very informative content and site performance is smooth.
Баккара на https://vympel-kino.ru с высоким RTP, рекомендую.
Craft Curio Finds – Easy to explore and the layout is fresh and simple.
Siatkowka w Polsce http://www.siatkowkanews.pl najnowsze wiadomosci, wyniki meczow, terminarze i transfery druzyn. Sledz PlusLige, wystepy reprezentacji narodowych i najwazniejsze wydarzenia sezonu w jednej wygodnej sekcji sportowej.
чат знакомств Мелитополь Заводите новые знакомства в Мелитополе, не выходя из дома. Удобный интерфейс и актуальная база пользователей – всё для вашего удобства.
Koszykowka https://koszykowkanews.pl/ najnowsze wiadomosci, PLK, transfery i wyniki meczow. Sledz polska lige, turnieje miedzynarodowe i postepy zawodnikow, dowiedz sie o transferach, statystykach i najwazniejszych wydarzeniach sezonu.
Jan Blachowicz janblachowicz.pl to polski zawodnik MMA i byly mistrz UFC w wadze polciezkiej. Pelna biografia, historia kariery, statystyki zwyciestw i porazek, najlepsze walki i aktualne wyniki.
Birch Bounty Selections – Browsing is smooth and every item seems intentionally chosen.
https://fontanvazon.ru/jscripts/pgs/1xbet_promokod_pri_registracii_bonus_segodnya.html
Clever Cove Central – Products are clearly laid out and browsing feels smooth.
explore Business Trust Hub – Intuitive design and well-laid-out sections make browsing fast.
schemasalon picks – Content is clear and moving through pages feels very intuitive.
Ravion Base – Secure design with easy access to all sections of the site.
https://xn--e1akek4av.xn--p1ai/wp-content/pages/1xbet_promokod_registraciya.html
explore CorporateUnitySolutions – Clean layout and structured menus make navigating services intuitive.
discover Strategic Growth Alliances – Organized sections and clear pages make exploring information effortless.
business efficiency shop – The practical features reduce daily friction for professionals.
Aurora Atlas Essentials Store – Pages load quickly, and there’s a great variety to explore.
заказать аудиоролик Доверьте заказ аудиорекламы экспертам – гарантируем рост продаж и лояльность.
Caldoria Top Picks – Clean interface and products are arranged thoughtfully for a nice experience.
Calveria Boutique – The design looks beautiful and it’s easy to move through the products without any hassle.
Crate Cosmos Lane Hub – Great selection and the site performs quickly and efficiently.
Xorya Curated Picks – Modern structure and clean interface make finding items smooth.
Emery Essentials Store – Easy-to-navigate layout with a smooth and fast checkout.
лазерный принтер цена (Лазерный принтер – идеальное решение для быстрой и четкой печати документов. | Лазерные принтеры превосходят струйные по скорости и экономии тонера. | Хотите лазерный принтер купить? Широкий выбор моделей по доступным ценам! | Лазерные принтеры купить легко в нашем магазине с гарантией качества. | Купить лазерный принтер – значит инвестировать в надежность и производительность. | Заказать лазерный принтер онлайн – быстро и без лишних хлопот. | Лазерный принтер цена радует: от 5000 руб. за базовые модели. | Узнайте лазерный принтер стоимость – выгодные акции для всех покупателей. | Ищете лазерный принтер недорого? У нас лучшие предложения! | Лазерный принтер купить недорого – реальность с нашими скидками до 30%. | Дешевый лазерный принтер не уступает по качеству печати. | Бюджетный лазерный принтер для дома и офиса – оптимальный выбор. | Лазерный принтер купить онлайн в 2 клика с доставкой. | Заказать лазерный принтер онлайн – удобный сервис 24/7. | Лазерный принтер интернет магазин с тысячами отзывов. | Интернет магазин лазерных принтеров – ваш надежный партнер. | Лазерный принтер каталог: фото, характеристики, отзывы. | Лазерный принтер в наличии – забирайте сегодня! | Лазерный принтер с доставкой по России бесплатно от 5000 руб.)
Вы сможете подобрать и традиционные, и современные ковры на любой вкус.
Лучшие ковры дешево
Это позволяет удовлетворить разные потребности покупателей.
Blanket Bay Online Picks – Warm, inviting items and fast site performance.
На https://kidradar.ru играю с телефона, приложение не тормозит.
A convenient car catalog https://auto.ae/catalog/ brands, models, specifications, and current prices. Compare engines, fuel consumption, trim levels, and equipment to find the car that meets your needs.
Long Term Commercial Bonds Online Hub – Well-structured interface and responsive pages make accessing details simple.
приключения в дороге смешные истории с работы
Qulavo Online – Pages appear instantly and navigation is straightforward.
https://car-silence.com.ua/wp-includes/pgs/1xbet_promokod_registraciya.html
sunsetstitch treasures online – Curated products look great and ordering was seamless.
водопонижение котлована xn—77-eddkgagrc5cdhbap.xn--p1ai .
a href=”https://findyournextdirection.shop/” />top FindYourNextDirection site – User-friendly layout and helpful resources make browsing effortless.
Fit Fuel Hub – Easy to find items and checkout was quick and straightforward.
Aurora Avenue Essentials Store – Clean presentation and thoughtfully picked products make the experience smooth.
glossy home of chrome – I like how the sharp visuals complement the neatly sorted items.
official CalmCrest hub – Gentle design and the site responds fast to navigation.
this cozy shop – The atmosphere is comforting, and every product has useful details.
Crisp Collective Treasures Hub – Pages load fast and finding items is simple today.
your Click for Business Learning – Intuitive structure and logical menus make navigating the site effortless.
Blanket Bay Picks – Cozy designs and the interface loads fast and easily.
Click Courier Online Spot – Service details are clear and layout makes browsing effortless.
official BusinessGrowthPartnerships site – Well-structured pages and intuitive menus make exploring effortless.
Qulavo Deck – Pages load fast and navigation feels intuitive today.
Yavex Boutique Online – Fast navigation and smooth performance enhance the browsing experience.
watchwildwood treasures online – Clean interface and moving between pages is easy.
Long Term Value Connections – Well-laid-out pages and clear information make reading simple.
Легенда уфимского хоккея «Салават Юлаев» вырос из местной команды в чемпиона страны и обладателя Кубка Гагарина. История клуба стала частью культурной идентичности Башкортостана. Подробнее здесь: https://all-new-events.livejournal.com/184754.html
explore CardCraft – Fresh, artistic layouts and a quick purchase flow enhance the visit.
ChicChisel Selections – Clean look and helpful product info make browsing seamless.
Auroriv Curated Store – Clean visuals and smooth page transitions make for a pleasant experience.
Crisp Crate Vault – The interface is tidy and shopping feels effortless.
nonstop fun market – I keep wandering through thanks to the upbeat tone and constant discoveries.
Cut & Sew Cove Finds – Items are well-presented and explanations are very readable.
Bloom Beacon Curated Picks – Clear and simple interface with smooth shopping journey.
Click to Explore Innovations Online Portal – Fast-loading pages and smooth design make browsing effortless.
GlobalEnterpriseBonds Portal – Organized pages and quick-loading sections make browsing seamless.
водопонижение скважинами водопонижение скважинами .
fitfuelshop online store – Easy browsing and checkout went perfectly without issues.
Xelivo Network – Intuitive interface and finding what you need feels effortless.
The Front Room Chicago online hub – Experience a thoughtfully designed website with visually appealing features.
лазерный принтер купить (Лазерный принтер – идеальное решение для быстрой и четкой печати документов. | Лазерные принтеры превосходят струйные по скорости и экономии тонера. | Хотите лазерный принтер купить? Широкий выбор моделей по доступным ценам! | Лазерные принтеры купить легко в нашем магазине с гарантией качества. | Купить лазерный принтер – значит инвестировать в надежность и производительность. | Заказать лазерный принтер онлайн – быстро и без лишних хлопот. | Лазерный принтер цена радует: от 5000 руб. за базовые модели. | Узнайте лазерный принтер стоимость – выгодные акции для всех покупателей. | Ищете лазерный принтер недорого? У нас лучшие предложения! | Лазерный принтер купить недорого – реальность с нашими скидками до 30%. | Дешевый лазерный принтер не уступает по качеству печати. | Бюджетный лазерный принтер для дома и офиса – оптимальный выбор. | Лазерный принтер купить онлайн в 2 клика с доставкой. | Заказать лазерный принтер онлайн – удобный сервис 24/7. | Лазерный принтер интернет магазин с тысячами отзывов. | Интернет магазин лазерных принтеров – ваш надежный партнер. | Лазерный принтер каталог: фото, характеристики, отзывы. | Лазерный принтер в наличии – забирайте сегодня! | Лазерный принтер с доставкой по России бесплатно от 5000 руб.)
your ModernPurchase hub – Smooth browsing and intuitive navigation make shopping enjoyable.
лазерный принтер стоимость (Лазерный принтер – идеальное решение для быстрой и четкой печати документов. | Лазерные принтеры превосходят струйные по скорости и экономии тонера. | Хотите лазерный принтер купить? Широкий выбор моделей по доступным ценам! | Лазерные принтеры купить легко в нашем магазине с гарантией качества. | Купить лазерный принтер – значит инвестировать в надежность и производительность. | Заказать лазерный принтер онлайн – быстро и без лишних хлопот. | Лазерный принтер цена радует: от 5000 руб. за базовые модели. | Узнайте лазерный принтер стоимость – выгодные акции для всех покупателей. | Ищете лазерный принтер недорого? У нас лучшие предложения! | Лазерный принтер купить недорого – реальность с нашими скидками до 30%. | Дешевый лазерный принтер не уступает по качеству печати. | Бюджетный лазерный принтер для дома и офиса – оптимальный выбор. | Лазерный принтер купить онлайн в 2 клика с доставкой. | Заказать лазерный принтер онлайн – удобный сервис 24/7. | Лазерный принтер интернет магазин с тысячами отзывов. | Интернет магазин лазерных принтеров – ваш надежный партнер. | Лазерный принтер каталог: фото, характеристики, отзывы. | Лазерный принтер в наличии – забирайте сегодня! | Лазерный принтер с доставкой по России бесплатно от 5000 руб.)
CinnamonCorner Curations – Cozy aesthetics and easy-to-use layout keep navigation effortless.
Everything about FC Qarabag https://qarabag.com.az in one place: match results and schedule, Premier League standings, squads and player stats, transfers, live streams, and home ticket sales.
IDMAN TV https://www.idman-tv.com.az live stream online: watch the channel in high quality, check today’s program guide, and find the latest TV schedule. Conveniently watch sporting events and your favorite shows live.
Auto Aisle Essentials – The items are well-organized and filters make browsing easy.
Free online games oyun-oyna with no installation required—play instantly in your browser. A wide selection of genres: arcade, racing, strategy, puzzle, and multiplayer games are available in one click.
Crystal Corner Lane Hub – Easy to explore and the product arrangement is clean.
Watch Selcuksport TV https://selcuksports.com.az live online in high quality. Check the broadcast schedule, follow sporting events, and watch matches live on a convenient platform.
Streetwear Storm collection – Bold designs and fresh looks that I’ve been loving lately.
Studio storefront zone – The layout is visually appealing and navigation feels seamless.
Julie Cash http://www.juliecash.online/ on OnlyFans features exclusive content, private posts, and regular updates for subscribers. Subscribe to gain access to original content and special offers.
Xorya Favorites – The layout feels modern, and the interface is easy to use.
Bright Bento Picks – Solid selection of items and clear, useful information provided.
Cloud Curio Store – Creative selection with fast-loading pages for smooth browsing.
Trusted Business Framework Hub – Easy-to-read content and smooth navigation make finding information simple.
Широкий выбор ковров представлен в интернет магазине нашего города Краснодар, подходящий для всех стилей интерьера.
Купить ковры онлайн
Выбирая наш интернет магазин, вы получаете простую и удобную покупку с отличной выгодой.
лайфхаки для путешествий мемы про рэперов
Sleep Cinema Hotel digital portal – Access a creative website that blends lodging information and cinematic fun.
Commercial Bond Hub Online – Well-structured pages and intuitive interface make reading content easy.
Blue Quill Collection – Simple interface and products are displayed neatly for visitors.
мемы про рэперов бытовая сатира
Crystal Lust crystal-lust is the official website, featuring original publications, premium content, and special updates for subscribers. Stay up-to-date with new posts and gain access to exclusive content.
Exclusivo de Candy Love http://www.candylove.es contenido original, publicaciones vibrantes. Suscribete para ser el primero en enterarte de las nuevas publicaciones y acceder a actualizaciones privadas.
Shilpa Sethi https://shilpasethi.in exclusive content, breaking news, and regular updates. Get access to new publications and stay up-to-date on the most interesting events.
Brooke Tilli brooketilli official website features unique, intimate content, exclusive publications, and revealing updates. Access original content and the latest news on the official platform.
MiniTinah http://www.minitinah.es/ comparte contenido exclusivo y las ultimas noticias. Siguenos en Instagram y Twitter para enterarte antes que nadie de nuestras nuevas publicaciones y recibir actualizaciones emocionantes a diario.
мостбет электронный кошелек https://mostbet61527.help
CircuitCabin Collections – Well-laid-out interface makes browsing gadgets a breeze.
дешевый лазерный принтер (Лазерный принтер – идеальное решение для быстрой и четкой печати документов. | Лазерные принтеры превосходят струйные по скорости и экономии тонера. | Хотите лазерный принтер купить? Широкий выбор моделей по доступным ценам! | Лазерные принтеры купить легко в нашем магазине с гарантией качества. | Купить лазерный принтер – значит инвестировать в надежность и производительность. | Заказать лазерный принтер онлайн – быстро и без лишних хлопот. | Лазерный принтер цена радует: от 5000 руб. за базовые модели. | Узнайте лазерный принтер стоимость – выгодные акции для всех покупателей. | Ищете лазерный принтер недорого? У нас лучшие предложения! | Лазерный принтер купить недорого – реальность с нашими скидками до 30%. | Дешевый лазерный принтер не уступает по качеству печати. | Бюджетный лазерный принтер для дома и офиса – оптимальный выбор. | Лазерный принтер купить онлайн в 2 клика с доставкой. | Заказать лазерный принтер онлайн – удобный сервис 24/7. | Лазерный принтер интернет магазин с тысячами отзывов. | Интернет магазин лазерных принтеров – ваш надежный партнер. | Лазерный принтер каталог: фото, характеристики, отзывы. | Лазерный принтер в наличии – забирайте сегодня! | Лазерный принтер с доставкой по России бесплатно от 5000 руб.)
denimdusk fashion – Love the modern style and intuitive layout throughout the site.
Bag Boulevard Store – Stylish bags and browsing the site is very easy.
Workspace Wagon picks – The layout is intuitive and all items are useful for everyday tasks.
the Berry-inspired outlet – Vivid accents and balanced layout create a standout look.
водопонижение иглофильтрами водопонижение иглофильтрами .
Cup & Craft Finds Online – Clear design with products easy to browse and enjoy.
Latanya Collins resource page – Explore thoughtful explanations with a welcoming approach to all topics.
Lily Phillips lily-phillips offers unique intimate content, exclusive publications, and revealing updates for subscribers. Stay up-to-date with new content, access to original photos, and special announcements on her official page.
Eva Elfie evaelfie.ing shares unique intimate content and new publications. Her official page features original materials, updates, and exclusive offers for subscribers.
Sweetie Fox https://sweetiefox.ing/ offers exclusive content, original publications, and regular updates. Get access to new materials, private photos, and special announcements on the official page.
Unique content from Angela White http://www.angelawhite.ing/ new publications, exclusive materials, and personalized updates. Stay up-to-date with new posts and access exclusive content.
Bright Bloomy Top Picks – Lively colors and clean interface make shopping smooth.
Souzan Halabi https://souzanhalabi.online shares exclusive content and new publications. Get access to private updates and original materials on the official platform.
PressBros information hub – Enjoy a site with cleanly presented details and an intuitive browsing experience.
Bold Basketry Gems – Pleasant browsing and navigation is quick and easy.
rankrise site – Color palette felt calming, nothing distracting, just focused, thoughtful design.
leadnex site – Bookmarked this immediately, planning to revisit for updates and inspiration.
социальная сатира политическая сатира
ranklio site – Pages loaded fast, images appeared sharp, and formatting stayed consistent.
quirky product hub – Several items had a unique charm that kept me exploring.
бюджетный лазерный принтер (Лазерный принтер – идеальное решение для быстрой и четкой печати документов. | Лазерные принтеры превосходят струйные по скорости и экономии тонера. | Хотите лазерный принтер купить? Широкий выбор моделей по доступным ценам! | Лазерные принтеры купить легко в нашем магазине с гарантией качества. | Купить лазерный принтер – значит инвестировать в надежность и производительность. | Заказать лазерный принтер онлайн – быстро и без лишних хлопот. | Лазерный принтер цена радует: от 5000 руб. за базовые модели. | Узнайте лазерный принтер стоимость – выгодные акции для всех покупателей. | Ищете лазерный принтер недорого? У нас лучшие предложения! | Лазерный принтер купить недорого – реальность с нашими скидками до 30%. | Дешевый лазерный принтер не уступает по качеству печати. | Бюджетный лазерный принтер для дома и офиса – оптимальный выбор. | Лазерный принтер купить онлайн в 2 клика с доставкой. | Заказать лазерный принтер онлайн – удобный сервис 24/7. | Лазерный принтер интернет магазин с тысячами отзывов. | Интернет магазин лазерных принтеров – ваш надежный партнер. | Лазерный принтер каталог: фото, характеристики, отзывы. | Лазерный принтер в наличии – забирайте сегодня! | Лазерный принтер с доставкой по России бесплатно от 5000 руб.)
access ClickToLearnStrategically now – Clear design and well-laid-out sections make finding content easy.
лазерные принтеры (Лазерный принтер – идеальное решение для быстрой и четкой печати документов. | Лазерные принтеры превосходят струйные по скорости и экономии тонера. | Хотите лазерный принтер купить? Широкий выбор моделей по доступным ценам! | Лазерные принтеры купить легко в нашем магазине с гарантией качества. | Купить лазерный принтер – значит инвестировать в надежность и производительность. | Заказать лазерный принтер онлайн – быстро и без лишних хлопот. | Лазерный принтер цена радует: от 5000 руб. за базовые модели. | Узнайте лазерный принтер стоимость – выгодные акции для всех покупателей. | Ищете лазерный принтер недорого? У нас лучшие предложения! | Лазерный принтер купить недорого – реальность с нашими скидками до 30%. | Дешевый лазерный принтер не уступает по качеству печати. | Бюджетный лазерный принтер для дома и офиса – оптимальный выбор. | Лазерный принтер купить онлайн в 2 клика с доставкой. | Заказать лазерный принтер онлайн – удобный сервис 24/7. | Лазерный принтер интернет магазин с тысячами отзывов. | Интернет магазин лазерных принтеров – ваш надежный партнер. | Лазерный принтер каталог: фото, характеристики, отзывы. | Лазерный принтер в наличии – забирайте сегодня! | Лазерный принтер с доставкой по России бесплатно от 5000 руб.)
песни истории из жизни
Shilpa Sethi https://shilpasethi.in official page features unique, intimate content and premium publications. Private updates, fresh photos, and personal announcements are available to subscribers.
Riley Reid https://www.rileyreid.ing is a space for exclusive content, featuring candid original material and regular updates. Get access to new publications and stay up-to-date on the hottest announcements.
Luiza Marcato Official https://luizamarcato.online exclusive updates, personal publications, and the opportunity to connect. Get access to unique content and official announcements.
Brianna Beach’s exclusive http://www.briannabeach.online page features personal content, fresh posts, and the chance to stay up-to-date on new photos and videos.
Discover The Call Sports online – Read up-to-date coverage and enjoy well-structured sports articles.
Exclusive Aeries Steele http://www.aeriessteele.online intimate content, and original publications all in one place. New materials, special announcements, and regular updates for those who appreciate a premium format.
Clove Crest Spot – Attractive assortment and explanatory details make browsing enjoyable.
performance gear zone – I appreciate the empowering vibe and practical workout tools.
лазерный принтер (Лазерный принтер – идеальное решение для быстрой и четкой печати документов. | Лазерные принтеры превосходят струйные по скорости и экономии тонера. | Хотите лазерный принтер купить? Широкий выбор моделей по доступным ценам! | Лазерные принтеры купить легко в нашем магазине с гарантией качества. | Купить лазерный принтер – значит инвестировать в надежность и производительность. | Заказать лазерный принтер онлайн – быстро и без лишних хлопот. | Лазерный принтер цена радует: от 5000 руб. за базовые модели. | Узнайте лазерный принтер стоимость – выгодные акции для всех покупателей. | Ищете лазерный принтер недорого? У нас лучшие предложения! | Лазерный принтер купить недорого – реальность с нашими скидками до 30%. | Дешевый лазерный принтер не уступает по качеству печати. | Бюджетный лазерный принтер для дома и офиса – оптимальный выбор. | Лазерный принтер купить онлайн в 2 клика с доставкой. | Заказать лазерный принтер онлайн – удобный сервис 24/7. | Лазерный принтер интернет магазин с тысячами отзывов. | Интернет магазин лазерных принтеров – ваш надежный партнер. | Лазерный принтер каталог: фото, характеристики, отзывы. | Лазерный принтер в наличии – забирайте сегодня! | Лазерный принтер с доставкой по России бесплатно от 5000 руб.)
GPU Grotto supplies – Impressive tech catalog laid out with simple navigation tools.
Updating Parents homepage – Discover parenting tips organized clearly for easy reading and implementation.
прохождение игр хайлайты
trendy treasures spot – It has such a fresh vibe and a clear layout.
Google salaries by position https://salarydatahub.uk comparison of income, base salary, and benefits. Analysis of compensation packages and career paths at the tech company.
Sabrina Cortez https://sabrinacortez.online offers unique content and fresh publications. Join us on social media to receive exclusive updates and participate in exciting activities.
Exclusive content Alexis Fawx https://www.alexisfawx.online original publications and special updates. Follow us on social media to stay up-to-date on new releases and participate in exciting events.
проектирование водопонижения xn—77-eddkgagrc5cdhbap.xn--p1ai .
Любишь азарт? https://eva-vlg.ru онлайн-платформа с широким выбором слотов, настольных игр и живого казино. Бонусы для новых игроков, акции, турниры и удобные способы пополнения счета доступны круглосуточно.
Bunny Madison bunny madison features exclusive, intimate content, and special announcements. Join us on social media to receive unique content and participate in exciting events.
истории из жизни песни
Inn Illustration Hub – Liked the designs and the pages respond quickly to navigation.
clicktraffic site – Content reads clearly, helpful examples made concepts easy to grasp.
online ExploreLongTermOpportunities resource – Structured content and easy-to-follow pages make exploring simple.
The Winnipeg Temple online hub – Browse helpful content highlighting the temple’s purpose and values.
In The Saddle Philly digital hub – Find stories and resources reflecting friendship, support, and local spirit.
российские реалии с юмором нарезки стримов
ArcLoom selections – The clean layout makes it easy to explore all available items.
this finance-friendly store – Layout is clear, and all key product information is accessible.
Learn about energy updates – Find reliable coverage and meaningful commentary in one platform.
Coffee Courtyard Market – Pleasant visual design and easy browsing experience.
Al Forne Philly online access – Navigate through neatly formatted content and informative updates.
seogrowth site – Mobile version looks perfect; no glitches, fast scrolling, crisp text.
bs market
Trusted Enterprise Framework Online Hub – Intuitive sections and organized pages make content easy to access.
a clean audit interface – Structured content and responsive design keep things easy.
skilletstreet collection – Nice variety of products and site navigation is smooth.
benchbreeze selections – Navigation is intuitive and overall site experience is very smooth.
Elmhurst volunteer center – Connect with ways to contribute and make a positive impact locally.
this luxury boutique – The sleek design and helpful product notes really stand out.
clickrank site – Navigation felt smooth, found everything quickly without any confusing steps.
9E2 Seattle info portal – Browse a user-friendly platform with easy navigation and helpful resources.
Jill Kassidy Exclusives https://jillkassidy-official.online featuring original content, media updates, and special announcements.
Scarlett Jones http://www.scarlettjones.in shares exclusive content and the latest updates. Follow her on Twitter to stay up-to-date with new publications and participate in exciting media events.
Матчи ХК «Лада» — это драйв, скорость и мощная поддержка трибун, которые невозможно ощутить по телевизору. Узнайте, почему хотя бы раз стоит увидеть игру КХЛ вживую и прочувствовать атмосферу арены. Подробнее здесь: https://cont.ws/@goevent/3129134
Discover Avi Love’s avilove.online world: exclusive videos, photos, and premium content on OnlyFans and other platforms.
Die Welt von Monalita http://www.monalita.de/ bietet exklusive Videos, ausdrucksstarke Fotos und Premium-Inhalte auf OnlyFans und anderen beliebten Plattformen. Abonniere den Kanal, um als Erster neue Inhalte und besondere Updates zu erhalten.
Johnny Sins johnnysins is the official channel for news, media updates, and exclusive content. Be the first to know about new releases and stay up-to-date on current events.
Получил приветственный бонус на 7к казино бонус — отыграл без проблем, условия адекватные.
a charming retail escape – Soft, welcoming design and a smooth path to completing orders.
Energy insights portal – Read engaging pieces that explain trends and developments clearly.
Hello friends,
if you are looking for a fresh gaming platform,
I can recommend some cool options.
These platforms have bonuses,
secure payments, and many slots and tables.
Give them a try: https://wowoffer.club
Best of luck )
Collar Cove World – Clear product presentation and smooth site flow.
Самое полезное для вас: оснащение мультимедийным оборудованием
Discover the world of LexiLore https://www.lexilore.ing exclusive videos, original photos, and vibrant content. Regular updates, new publications, and special content for subscribers.
Dive into the world of Dolly Little https://dollylittle-official.online/ original videos, exclusive photos, and unique content available on OnlyFans and other services. Regular updates and fresh publications for subscribers.
Serenity Cox https://serenitycox.ing shares exclusive content and regular updates. Follow her on Instagram, Twitter, and Telegram to stay up-to-date on creative projects and inspiring events.
Learn about Kionna West – Explore content that reflects authenticity and thoughtful insights.
sms activate alternatives sms activate alternatives .
Купить квартиру https://sbpdomik.ru актуальные предложения на рынке недвижимости. Новостройки и вторичное жильё, удобный поиск по цене, району и площади. Подберите идеальную квартиру для жизни или инвестиций.
bs2we at
Ardenzo online – The structured layout makes exploring products straightforward.
Reinventing Gap insight portal – Engage with carefully written articles highlighting key points.
Rocket Electronics Hub – Easy-to-use site and purchasing steps are intuitive.
Karely Ruiz http://www.karelyruiz.mx comparte contenido exclusivo y actualizaciones periodicas. Siguela en Instagram, Twitter y Telegram para estar al tanto de sus proyectos creativos y eventos inspiradores.
Get to know JakKnife jakknife and discover unique content. Regular updates, special publications, and timely announcements are available to subscribers.
Discover the world of Comatozze comatozze exclusive content on OnlyFans and active updates on social media. Subscribe to stay up-to-date on new publications and exciting projects.
The official website of MiniTina https://www.minitinah.com your virtual friend with exclusive publications, personal updates, and exciting content. Follow the news and stay connected in a cozy online space.
the creative toolkit shop – Plenty of options and a smooth, user-friendly order process.
Техподдержка https://belregnews.ru помогает оперативно, решают любые вопросы.
Нужна плитка? плитка тротуарная минск большой ассортимент, современные формы и долговечные материалы. Подходит для мощения тротуаров, площадок и придомовых территорий.
Hello guys,
if you are looking for a new betting site,
I can suggest some cool options.
These casinos have promo offers,
secure payments, and endless entertainment.
Explore them: https://chtoposmotret.com
Best of luck )
mostbet блэкджек mostbet61527.help
1911 PHL info portal – Access clear and organized content with useful insights.
скважинное водопонижение xn—77-eddkgagrc5cdhbap.xn--p1ai .
Civic engagement website – Find valuable discussions intended to support informed readership.
Copper Citrine Lounge – Pleasant shopping experience with intuitive layout.
https://experiment.com/users/CodigoVip1
top sms activate alternatives top sms activate alternatives .
Вывод средств проходит стабильно и без задержек https://envioconfiablesevilla.com
Хорошее место для вечернего отдыха с азартом https://desevillaalmundo.com
Natasha for Judge resource portal – Explore content presented clearly, designed to inspire trust and understanding.
тарифы интернета мегафон Интеграция интернета и мобильной связи в единые тарифы, например, персональные тарифы от Мегафон, делает услуги связи более доступными и удобными.
Поход на хоккей московского «Динамо» — это больше, чем матч: шоу, развлечения для детей и комфортная «ВТБ Арена» создают идеальный семейный отдых в сердце столицы. Узнайте, почему игра объединяет поколения и дарит яркие эмоции. Подробнее здесь: https://all-new-events.livejournal.com/183750.html
official SimpleOnlineShoppingZone site – Fast navigation and seamless checkout make shopping simple.
At top spanish slots you can enjoy a very immersive atmosphere with localized themes that resonate well with the Spanish audience. The bonuses are transparent and easy to track within your personal account.
Строишь дом или забор? https://gazobeton-krasnodar.ru продажа газобетона и газоблоков в Краснодаре с доставкой по Краснодарскому краю и СКФО. В наличии автоклавные газобетонные блоки D400, D500, D600, опт и розница, расчет объема, цены от производителя, доставка на объект манипулятором
Нужен газоблок? газобетонные блоки купить каталог газоблоков и газобетона в Краснодаре: размеры, характеристики и цены на газобетонные блоки КСМК. Можно купить газоблоки с доставкой по Краснодару, краю и СКФО. Актуальная цена газоблоков, помощь в подборе, расчет объема и заказ с завода
Visiting official gaming mirror gives you access to a legitimate gaming platform with clear terms and conditions regarding bonuses. The registration is fast, and the verification process didn’t take more than a few hours in my case.
Нужны ЖБИ? https://postroi-ka.by широкий ассортимент ЖБИ, прочные конструкции и оперативная доставка на объект. Консультации специалистов и индивидуальные условия сотрудничества.
мостбет покер mostbet61527.help
мостбет plinko коэффициенты http://mostbet61527.help/
skilletstreet depot – Enjoyed the selection and moving through the site is effortless.
ryzenrocket gadgets – Everything is organized nicely and checkout is fast.
Ароматизация помещений Аромадизайн же представляет собой комплексный подход к созданию гармоничной ароматической среды, учитывающий особенности пространства, целевую аудиторию и поставленные задачи.
Visit PMA Joe 4 Council – Explore a site with organized content and strong community engagement.
Unique content from Gattouz0 – daily reviews, new materials, and the opportunity for personal interaction. Stay connected and get access to the latest publications.
Contenido exclusivo de KarelyRuiz Officially: resenas diarias, nuevos materiales y la oportunidad de interactuar personalmente. Mantengase conectado y acceda a las ultimas publicaciones.
Magical Moments with Fairies – Visiting here always leaves me feeling inspired and happy.
Discover the world of CandyLove: exclusive content, daily reviews, and direct communication. Subscribe to receive the latest updates and stay up-to-date with new publications.
Immerse yourself in the world of CrystalLust: unique content, daily reviews, and direct interaction. Here you’ll find not only content but also live, informal communication.
Exclusive from SkyBri Officiall – daily reviews, new publications, and direct communication. Subscribe to stay up-to-date and in the know.
Best Value Online Hub – Items are well-presented, and the site navigation feels natural.
ева казино вход Eva — игровая платформа в интернете, характеризующаяся простотой использования и богатым выбором игр: слоты, рулетка, блэкджек, live-игры. Для новых игроков предусмотрен бонус на первый депозит, а также проводятся постоянные акции. Регистрация и пополнение баланса — быстрый процесс, а условия вывода выигрышей — прозрачны. Eva — отличное место для любителей азартных игр.
Турниры на https://rp-lnr.ru с крупными призами, участвую регулярно.
Coral Crate Hub – Nice selection with a user-friendly browsing experience.
https://dojour.us/e/76212-codigo-promocional-1xbet-fidelidad-2026-gratis777
sms activate service sms activate service .
Planner Port Hub – Helpful resources and browsing feels quick and easy.
The official delux_girlOfficiall channel features daily hot content, private selfies, and exclusive videos. Intriguing real-life moments and regular updates for those who want to get closer.
official page ElleLee Officiall features hot posts, private selfies, and real-life videos. Subscribe to receive daily updates and exclusive content.
The official Lexis Star page features daily breaking news, personal selfies, and intriguing content. Subscribe to stay up-to-date with new updates.
Discover the world of NaomiHughes: daily vibrant content, candid selfies, and dynamic videos. Real life moments and regular updates for those who appreciate a lively format.
visit sweet springs – Such a delightful layout with items arranged so attractively.
Visit this Play-Brary link – Read imaginative concepts shared in an easy-going and accessible manner.
Discover the world of MickLiterOfficial: behind-the-scenes stories, bold provocations, and personal footage. All the most interesting content gathered in one place with regular updates.
DiBruno Beverage Store – Always something unique and the updates make exploring fun.
PHL Market Portal – Love the variety of local goods and the frequent updates provided.
Basket Bliss Picks – Well-curated items and browsing flows naturally.
The best of MilaSolana Official – sharing all the most interesting content in one channel. Behind-the-scenes atmosphere, provocative mood, and personal snippets. Stay tuned and don’t miss any new releases.
Descubre el mundo de Lia Lin: historias tras bambalinas, provocaciones audaces y videos personales. Todo el contenido mas interesante reunido en un solo lugar con actualizaciones periodicas.
Immerse yourself in the Mew Slut experience: candid behind-the-scenes moments, provocative vibes, and intriguing updates all in one place.
intriguing publications ReislinOfficiall and new materials appear regularly, creating a truly immersive experience. Personal moments, striking provocations, and unexpected materials are featured. Stay tuned for new publications.
Skillet Street Picks – Enjoyed the variety and site flow is very user-friendly.
MDC Philly Network – Informative posts and a welcoming voice make this a valuable local guide.
Canyon Market storefront – Just found this place and it already looks excellent.
see Flake Vendor products – Browsing is fast and the interface is clean.
toy trader marketplace – The range of toys is great, and the interface is simple.
visit Heather Market today – Everything feels clean, neat, and very easy to explore.
экскурсии спб 2026 Петербург экскурсии с гидом превращают обычную прогулку в захватывающее путешествие, где каждый поворот улицы раскрывает секреты Романовых и гениям эпохи Просвещения.
nicheninja site – Mobile version looks perfect; no glitches, fast scrolling, crisp text.
leadzo site – Pages loaded fast, images appeared sharp, and formatting stayed consistent.
reachly site – Pages loaded fast, images appeared sharp, and formatting stayed consistent.
мостбет ставки на баскетбол Кыргызстан мостбет ставки на баскетбол Кыргызстан
Gary Masino Online – Thoughtful presentation and clear content provide a great browsing experience.
Bath Breeze Shop Hub – Premium items and straightforward navigation make exploring easy.
leadora site – Found practical insights today; sharing this article with colleagues later.
shop Timber Aisle online – The site is smooth and the layout is very user-friendly.
check out Cobalt Vendor – The website design is modern and browsing through products is easy.
Scarlet Crate Selections – The layout is straightforward and very easy to follow for shopping.
Bench Bazaar Store – Well-structured site with a smooth browsing flow.
Winter Aisle shopping hub – Navigation is effortless and the design is clean.
visit this crate shop – The interface is clean and surprisingly intuitive.
topazaisle.shop – Discovered several unique items that are exactly what I was looking for.
ISWR Community Hub – The focus on outreach and meaningful resources makes this platform worthwhile.
Echo Aisle shopping hub – Navigation works flawlessly and the interface feels clean.
Bay Biscuit Favorites – Sweet selection and checkout is fast and intuitive.
Cateria RMcCabe Official Page – Clear explanations and transparent updates make the platform easy to follow.
traffio site – Pages loaded fast, images appeared sharp, and formatting stayed consistent.
PrimeAisleMart – Navigation is smooth and finding products is effortless today.
Lantern Market Selections – Product organization is great and the layout makes exploring easy.
mostbet сом пополнение http://mostbet61527.help/
discover Orchard Crate – The site flows well and checking items out is simple.
Quartz Vendor Selections – Simple menus and clear layout make shopping enjoyable.
Chair Chic Essentials – Simple layout and browsing feels effortless.
Firefly Crate shopping hub – Items are logically organized and thoughtfully selected.
check out East Vendor – I went through checkout smoothly with no issues.
shop Zinc Vendor – Discovered quality items here without breaking the bank.
dyedandelion studio – Bright, engaging design and smooth navigation throughout.
Beard Barge Product Hub – Nice collection and descriptions give useful insights about each item.
O’Rourke Philly Center – The platform is structured efficiently and content is very helpful.
https://heavenly-roof-a8a.notion.site/1xBet-Bonus-Code-2026-130-for-Sports-311127b51b4480dea163ee3fb8916fd7
77qq, I’m checking you out! I hope this login goes smoothly so I can start playing. Let’s hope this lives up to the hype! Give it a shot?: 77qq
Alright, 888vicom! Fingers crossed for some good times and maybe a little bit of winning. Logging in now… wish me luck! Try it out and tell me what you think: 888vicom
Time to see what 939gamelogin is all about! Hopefully the login process is quick and easy. I’m ready to play!! What are you waiting for?: 939gamelogin
discover North Crate – Checkout was fast, simple, and worked without a hitch.
visit this vendor site – Costs feel reasonable and the choices are varied.
oakvendor.shop – Found exactly what I needed quickly, very smooth browsing experience.
Modern Poetry and Prose – Compelling ideas presented with care make this site stand out.
Headline Hub Network – Content feels valuable and pages load almost instantly.
https://p.mobile9.com/betconverter1/
Cove Vendor marketplace – Smooth interface and speedy page loads make browsing simple.
Berry Aisle collections – Quick, professional assistance made solving my issue easy.
Crown Vendor website – Fast, efficient support handled my concerns with ease.
exclusive revelations Monalita genuine passion and bold aesthetics. Private content you’ll find only here—directly from the author, without filters or unnecessary boundaries.
honest revelations Alina Rai vivid emotions and a sensual atmosphere. Unique private content, available only on this page—directly from me.
passionate atmosphere Amadani Officiall openness and a personal format of communication. Exclusive content, created without intermediaries—only for those who want more.
bold format Big Titty Goth Egg sincere emotions and expressive images. Private materials and special publications that you’ll only see here.
CrateHarborShop – Navigation is intuitive, and products are easy to spot.
Birch Bounty Curated Store – Browsing is simple and the selection feels curated with care.
Philly Beer Fest Online Hub – Exciting details and lively updates make browsing enjoyable.
Garnet Aisle Online Shop – Browsing is fast and the site layout is very clean.
shop Meridian Vendor online – Noticed a few standout items that seem totally worth it.
personal revelations Eva Elfie powerful energy and private publications. Unique content, available exclusively here—directly from me.
Silver Vendor Hub – Payments went smoothly and the process was very user-friendly.
Pure emotion Reislin bold presentation, and a private format without boundaries. Exclusive content, personally created and available only here—for those who appreciate true energy.
Candid style DianaRiderOfficiall vibrant passion, and a unique atmosphere. Private publications and unique materials that you’ll find exclusively in this space.
Genuine emotions GirthmasterrOfficiall bold visual presentation, and personal communication. Exclusive content revealed only to its audience.
Lake Vendor hub – I appreciate how organized everything is and how easy it is to follow.
fitfuelshop online – Smooth interface and ordering was simple and fast.
Zena Aisle Hub – Pages load quickly and the mobile interface is very user-friendly.
visit this vendor site – Easy-to-use menus and a simple overall layout make browsing enjoyable.
http://payt.phorum.pl/viewtopic.php?f=18&t=30525&sid=31ff801d0fdeaf2223512bbedce369b5
explore Marble Aisle shop – The interface is sleek and moving through pages is simple.
https://livesex18.net/
PP4FDR Initiative Info – Clear communication and heartfelt explanation make the mission compelling.
Blanket Bay Shop Hub – Inviting layout with fast, effortless browsing.
Dew Vendor Hub – Everything is well organized, making browsing enjoyable.
Natalia Kerbabian News – Insightful background information combined with engaging articles makes the site valuable.
cutandsewcove collection – Browsing is easy and product information is straightforward.
Meadow Vendor resources – Clean formatting and fast navigation stand out here.
browse Wild Crate – The mobile experience is seamless and the design is very user-friendly.
discover Dune Vendor – Everything is neatly organized with easy-to-understand categories.
квартиры в сарове Купить квартиру в Сарове – значит сделать выгодное инвестиционное вложение в недвижимость
find great products here – Everything is easy to find and pages load without any delay.
Слоты на https://cilesta.ru от таких гигантов, как NetEnt и Microgaming, качество на высоте.
Trail Vendor shopping hub – Clear pages and well-written descriptions make browsing smooth.
Fit Fuel Corner – Browsing is enjoyable and ordering works flawlessly.
http://www.qrv-fm.se
see Harbor Aisle products – Sections are intuitive and product descriptions are very informative.
GlassShop – Mobile browsing is smooth and the checkout went without a hitch.
Афиша театров Санкт-Петербурга открывает сезон премьер, гастролей и любимых спектаклей. Планируйте культурный вечер и выбирайте удобные места онлайн. Подробнее здесь: https://teletype.in/@concert/Ic-aGgOdidZ
Blanket Bay Top Picks – Warm ambiance and smooth, fast browsing throughout.
Hearth Vendor Marketplace – Browsing is fast and moving between products is simple.
FernCrate Market – Excellent selection and a smooth, simple shopping process.
see Robin Market products – I received helpful guidance in a short amount of time.
denimdusk picks – Stylish selection and everything loads quickly and clearly.
Glade Vendor online store – Browsing is smooth and the checkout process worked perfectly.
Stone Vendor Selections – Fast and friendly support helped me with all of my inquiries.
Wood Vendor Store – Everything went smoothly and I plan to return shortly.
Pure emotion ReislinOfficiall bold presentation, and a private format without boundaries. Exclusive content, personally created and available only here—for those who appreciate true energy.
check out Pine Crate – Found useful products quickly thanks to the easy navigation.
Candid style DianaRiderOfficiall vibrant passion, and a unique atmosphere. Private publications and unique materials that you’ll find exclusively in this space.
Vivid revelations Sweetiefox sensual aesthetics, and a signature format. Private materials created without boundaries or templates—available only in one place.
Kids Discovery Online – Supports imaginative thinking while offering engaging educational content.
Boldness and sincerity Luna Okko maximum intimacy. Personal content without intermediaries—only here and only directly from me.
cupandcraft hub online – Smooth navigation and everything looks thoughtfully arranged.
Bloom Beacon Product Hub – Navigation feels natural and the shopping experience is hassle-free.
visit Chestnut Vendor store – Fast response and very helpful guidance from the support team.
Maximum candor Princesslsi vibrant energy, and a private atmosphere. Exclusive content is personally created and available only here—for those ready for a truly unique experience.
An intimate atmosphere MiaMarinOficiall sensual presentation, and signature style. Exclusive materials available exclusively in this space.
A bold image LunaOkko strong charisma, and a personal communication format. Private publications and special materials revealed only to our audience.
Frank emotions RaeLilBlacOficiall captivating aesthetics, and a personalized format. Content without unnecessary filters—directly from the author.
Opal Aisle Marketplace – Wide variety and smooth browsing make shopping here a delight.
Bright Aisle online store – It’s easy to move through and understand everything.
Willow Vendor Online – Really liking the clean design and inviting feel of this site.
The energy of passion RomiRainOfficiall sincerity, and private access. Unique publications created for those who appreciate a personalized and bold format.
discover Plum Vendor X – The website layout is neat, and I can find items easily.
Hollow Vendor website – The layout supports clear understanding from the start.
Woodland Crate storefront – The store feels well-curated, making browsing both fun and relaxing.
shop the Wind Vendor brand – Ordering was smooth and didn’t take long at all.
Autumn Crate Online Store – Intuitive navigation paired with a contemporary layout feels great.
Bold aesthetics SiriDahl personal revelations, and an intimate atmosphere. Exclusive content is created without compromise—only for our audience, and only here.
illustrationinn today – Creative showcase and navigation is easy and smooth.
QuartzAisle specials – Neatly structured site with a smooth browsing flow.
Sensual style CocoLovelockOfficiall vibrant energy, and an unfiltered format. Unique materials available exclusively in this space.
Лучшее казино онлайн https://detsad47kamyshin.ru слоты, джекпоты, карточные игры и лайв-трансляции. Специальные предложения для новых и постоянных пользователей, акции и турниры каждый день.
Играешь в казино? https://eva-vlg.ru популярная онлайн-платформа с большим выбором слотов, настольных игр и лайв-казино. Бонусы для новых игроков, регулярные акции и удобные способы пополнения доступны круглосуточно.
Столичные театры радуют зрителей классикой, балетом, драмами и комедиями. Насыщенная афиша и премьеры позволяют спланировать культурный вечер заранее. Подробнее здесь: https://kulturologia.ru/blogs/280126/67213/
Bright Bento Top Picks – Wide variety of products with helpful details for each.
visit Hill Vendor store – Modern aesthetic with clear navigation makes exploring the site easy and enjoyable.
Нужен промокод казино? промокод на бесплатные ставки получите бесплатные вращения в популярных слотах. Актуальные бонус-коды, условия активации и пошаговая инструкция по использованию для новых и действующих игроков.
Moe’s Family Boardwalk – Great for updates on events and the cheerful energy keeps me checking back.
this online crate vendor – Navigation is smooth and all content is organized perfectly.
check out Silk Market – It has a polished style and feels user-friendly.
Wheat Market Selection – Lovely assortment and thoughtfully presented items make the visit worthwhile.
обменник обменный центр
Ruby Aisle Online Store – Logical structure and easy navigation make everything simple to find.
Нужен компрессор? https://macunak.by для производства и мастерских. Надёжные системы сжатого воздуха, гарантия, монтаж и техническая поддержка на всех этапах эксплуатации.
Play unblocked games online without registration or downloading. A large catalog of games across various genres is available right in your browser at any time.
Работаешь с авито? авито магазин профессиональное создание и оформление Авито-магазина, настройка бизнес-аккаунта и комплексное ведение. Поможем увеличить охват, повысить конверсию и масштабировать продажи.
Charm Vendor online – A pleasant lineup of products that kept me engaged while browsing.
Apricot Market marketplace – Appreciate the contemporary look and simple browsing features.
Полная статья здесь: Стоимость иглоукалывания: эффективное решение при невралгии тройничного нерва
BenchBreeze Studio – Great site flow and navigation feels very natural.
skilletstreet online – Really liked the product range and site experience is very smooth.
CrystalAisle marketplace – A standout collection that shows attention to detail.
this online vendor – Planning to revisit for more shopping and product updates.
shop Reed Vendor online – Finding what I need is easy because of the simple layout.
Bright Bloomy Design Hub – Lively colors and intuitive design make exploring fun and easy.
Satin Vendor online store – Adding this to my saved sites for later.
Walnut Aisle Online – The clean design paired with appealing items makes exploring fun.
cannafood delivery in prague cali weed delivery in prague
hashish in prague buy hash in prague
kush shop in prague cali weed for sale in prague
cali weed delivery in prague cannafood delivery in prague
buy weed in prague buy kush in prague
shop Spring Crate online – This site is very convenient, definitely keeping it bookmarked.
Iron Vendor homepage – Everything looks strong and well-crafted, giving a professional impression.
find great items here – Appears trustworthy and I want to look at more of the offerings.
German Beer Festival Guide – Eager to attend and impressed by the detailed insights about the event.
PurpleShop – Quick response from support and everything got fixed right away.
https://studenternas.nu
ryzen rocket shop – Products are clearly displayed and checkout flows without any issues.
https://isowindows.net/user/cwearsmnlh
https://citikliniken.com
Bronze Vendor Hub – Very pleased with the reliability and fast service here.
http://www.studenternas.nu
Scentmarketing Strategy, scent technologies and successful implementation across all product stages by Aromamedia
Rose Crate online – Very smooth shopping, I’ll definitely come back soon.
indian porno videos
https://www.citikliniken.com
Feather Market storefront – The selection stands apart thanks to its originality.
bs2web at blacksprut
check out Sage Vendor – Pages load fast and the interface feels trustworthy overall.
bs2best at blacksprut
Trending Clubs Portal – Nice concept and the constantly updated content makes it compelling.
Uncommitted NJ Center – Clear, concise updates and transparency make following the site very straightforward.
CoralVendor deals – Well-crafted products paired with helpful details make selection simple.
Glow Vendor storefront – The bright interface adds energy to the shopping experience.
LoftSelect – Navigating through products is smooth and very straightforward.
Online Home Finds – The selection looks fantastic and ordering took only a few simple clicks.
Nectar Vendor Picks – Navigation is easy and I located exactly the items I needed today.
Explore Violet Deals – I like how easy it is to browse here, and the site feels intuitive.
Sea Shopping Spot – Really liked the product range and checkout was fast and effortless.
http://studenternas.nu
explore Amber Crate – User-focused design keeps everything clear and easy to follow.
blacksprut bs2web at
Remi PHL Resources – Easy-to-use layout and informative content provide a seamless browsing experience.
Granite Shopping Spot – Smooth experience overall, items are well arranged and look great.
http://www.citikliniken.com
NuPurple Subscription Options – Straightforward pricing and simple language make choosing a plan stress-free.
CottonMarket website – Everything flows smoothly and navigation is easy to follow.
Ginger Crate Essentials – Very accessible layout and well-structured categories.
Teal Vendor Deals – Fast navigation, pages are clear, and shopping felt very straightforward.
blsp at blsp at
Visit Ridge Vendor – The items exceeded my expectations and the customer service was fantastic.
Jovenix Deals – Navigation is smooth and finding products is straightforward.
thc gummies for sale in prague cannabis in prague
thc gummies in prague buy hemp in prague
praha 420 kush for sale in prague
420 day in prague buy thc vape in prague
marijuana in prague marijuana delivery in prague
Explore Delta Deals – Everything looks great and buying was simple and hassle-free.
Ash Vendor Store – Very user-friendly layout made finding products a breeze.
Aurora Online Shop – Layout is clean and finding products is simple.
BranchVendor deals – Found a couple of standout products, might return for more.
Visit Bay Vendor – Really liked the selection and the checkout process was effortless.
Cumberland Vaccination Hub – Practical advice and relevant updates make it simple to stay informed.
Retail Glow Spot – Fast-loading pages, neat layout, and buying items was hassle-free.
marijuana shop in prague prague 420
hashish delivery in prague 420 movement in prague
buy cannafood in prague buy cannabis in prague
420 day in prague cbd weed in prague
weed shop in prague buy weed in telegram
Wave Vendor Online Hub – Pleasant browsing and checkout was very straightforward.
blsp at blacksprut
discover Linen Vendor – Neat design and fast purchase options make browsing simple.
Explore Ridge Deals – Items are well-made and the support team is attentive and professional.
Shop EmberVendor – Smooth browsing and an easy checkout process made shopping enjoyable.
Explore Lavender Deals – Found some one-of-a-kind items and the website feels dependable.
Ash Market products – Clear navigation and a convenient payment process overall.
Zen Deals Online – Layout is simple and product info is very helpful for quick browsing.
Indigo Crate Store – The design feels tidy and every product seems carefully selected.
Caramel Deals Online – Very intuitive site and browsing feels simple and organized.
Opal Wharf Hub – Easy to navigate with detailed descriptions for all items.
Cycle for Sci Event Info – Organized content and a passionate mission make this initiative stand out.
blacksprut bs2best at
fairvendor.shop – Found exactly what I needed, site feels trustworthy overall today.
Field Trend Market – The purchase was straightforward and hassle-free.
PlumVendor Online Store – Loved the layout and overall shopping experience felt professional.
Цирк СПб остаётся одним из самых любимых развлечений для детей и взрослых. Обзор актуальных шоу, площадок и советов по выбору билетов — в материале. Подробнее здесь: https://cont.ws/@goevent/3180371
visit this boutique – Several unique pieces make this store worth another visit.
thc chocolate for sale in prague cannabis
thc vape shop in prague cannabis store in prague
buy thc vape in prague cali weed in prague
thc gummies for sale in prague marijuana for sale in prague.
CreekCart – Everything loads smoothly and the site feels well-organized.
Jouez-vous au casino? https://sultan-willd-fr.eu.com une plateforme de jeux moderne proposant une variete de machines a sous, de jackpots et de jeux de table. Inscription et acces faciles depuis n’importe quel appareil.
West Marketplace – Browsing is fast and the clean interface makes navigation easy.
Sola Isle products – The layout feels professional, and everything is easy to browse.
Acorn Trend Store – The site is intuitive, and browsing products is very easy.
FrostTrack Official – Very user-friendly layout and smooth navigation made browsing a pleasure.
Top Brass Products – Product info is clear and the site runs quickly.
Pebble Online Market – The items were well presented and browsing today was very enjoyable.
Shop Tide Vendor – Easy to navigate and products are organized neatly.
Check this source for essential information regarding local community initiatives and the strategic goals set by leadership. The layout is very clear, which makes it easy to find specific data about upcoming public events and policy updates without much effort. It really helps bridge the gap by providing transparent and timely information that matters to every active citizen in the region.
Visit check this to find unique entertainment tips and detailed guides about the latest lifestyle trends. This platform is well-researched and provides a fresh perspective for anyone interested in high-quality content that isn’t covered by mainstream blogs. I especially like how they categorize their posts, making it easy to navigate through different themes without feeling overwhelmed.
Try Mr.Jackbet online if you are looking for the official Mr.Jackbet platform with the most reliable slots and betting options. This destination is very professional and provides all the necessary details and service descriptions you might need before you start playing for real. It’s a great example of a secure environment that values transparency and makes it easy for users to find exactly what they need.
At licensed casino site you will find an extensive library of licensed slots and live dealer tables that definitely cater to all types of players. The site has a reputation for offering very competitive bonuses with fair wagering requirements, making it a solid choice for both beginners and pros. I’ve personally found their withdrawal process to be quite efficient, which is always a top priority when choosing a new platform.
The betting app download provides a highly optimized mobile experience for anyone looking to enjoy gambling and sports betting while on the move. The installation process is incredibly fast, and once you’re in, the interface feels much smoother and more responsive than the standard mobile browser version. I particularly appreciate the real-time notifications that keep you updated on your active bets and the latest promotional offers available.
O’Neill Campaign Info – The site presents a focused vision and makes exploring information straightforward.
Jasper Collection Hub – Costs seem fair enough and the browsing experience feels safe.
WhimHarbor Online – Pleasant shopping experience, items are organized and easy to find.
this online boutique – Browsing here is smooth, and every item seems carefully picked.
Flora Collection Hub – Very easy to navigate and the layout keeps things simple.
shop Pine Vendor now – Everything runs smoothly, and the professional design makes browsing enjoyable.
Top Clear Aisle Products – Really liked the product variety and the site is simple to navigate.
Wicker Lane Collections – Great shopping experience, everything feels organized and professional.
Morning Crate Deals – Very straightforward, found exactly what I wanted in minutes.
Броу-бары Откройте для себя мир идеальных бровей и манящих ресниц – мир, созданный специально для вас.
stake app
заказать кухню с доставкой zakazat-kuhnyu-1.ru .
Grove Aisle Products – Site feels efficient and product variety is impressive.
Best of Ocean Vendor – Quick page loads and a diverse selection of products available.
EmberBasket Finds Online – Very user-friendly site with clear details on every product.
Best of Juniper Vendor – I appreciated the rapid shipping and sturdy packaging.
SunOutlet – Everything is well organized and the site is perfect for future reference.
Афиша цирков Москвы радует разнообразием — классика, гастроли и масштабные шоу для детей и взрослых. Планируйте яркий семейный досуг заранее и выбирайте лучшие места. Подробнее здесь: https://telegra.ph/Cirki-Moskvy-afisha-bilety-i-samye-yarkie-shou-stolicy-01-27
N3rd Market Store – Innovative concept and lively updates make browsing exciting.
Top Thistle Products – Great selection with helpful descriptions that make browsing easy.
JollyMart Selections – Smooth layout and the product range is both varied and appealing.
Hazel Collection Hub – Browsing felt smooth and support replied very quickly to my query.
Explore Shore Vendor – The website is straightforward, making shopping stress-free.
At play Amunra players in the Czech region can experience high-quality slots and live dealer games in a completely secure and localized environment. The site supports popular local payment methods and offers 24/7 customer support to resolve any technical or account issues as quickly as possible. It’s a very reliable destination for those looking for a smooth registration process and a diverse library of certified casino games.
Playing Plinko gaming portal is a fantastic way to experience this classic arcade-style game with modern graphics and certified fair mechanics. The interface is very straightforward, allowing you to jump straight into the action without dealing with overly complicated settings or menus. It’s perfect for those who enjoy quick gaming sessions where the outcome is clear and the gameplay remains consistently engaging.
Inside top Indian slots you will find a massive selection of games specifically tailored for the Indian market, including hits like Teen Patti and Andar Bahar. The platform utilizes high-level encryption to ensure all transactions and personal data remain secure at all times. I also found that they offer excellent local deposit options, which makes the whole experience much more convenient for users in the region.
Oak Market homepage – Well-designed pages make shopping a relaxing experience.
Visit top Greek slots if you are looking for a premium gaming experience in Greece with a heavy focus on sports-themed slots and live betting. The site is fully localized, making navigation easy for Greek speakers, and the bonus offers are quite generous for new registrations. They have a great mix of classic casino games and modern sportsbook features that keep the overall experience very diverse.
On Boomerang casino link you can enjoy a very engaging loyalty program that rewards active players with frequent cashback and exclusive tournament invitations. The platform is highly stable and performs well on both desktop and mobile browsers, ensuring you never miss a beat. It’s a great choice for those who value long-term rewards and a consistent gaming environment with plenty of variety.
Lunar Vendor Online Store – Customer service is attentive and very helpful whenever contacted.
Казино Vavada привлекает игроков щедрыми бонусами без депозита и постоянными турнирами с крупным призовым фондом.
Регистрация занимает несколько минут, а рабочие зеркала обеспечивают стабильный доступ к сайту даже при блокировках.
Проверяйте актуальные промокоды и условия отыгрыша, чтобы оптимально использовать стартовые фриспины.
Служба поддержки отвечает на русском языке и помогает решить вопросы с верификацией и выводом средств.
Свежие предложения и актуальное зеркало доступны по ссылке: vavada online casino.
Играйте ответственно и контролируйте банкролл, чтобы азарт приносил удовольствие.
Birch Product Hub – The browsing experience is smooth and the store feels credible.
QuickCarton Marketplace – Easy to find products, smooth navigation, and checkout is simple.
Raven Crate Supply – Easy menus and a neat presentation make the shopping experience smooth.
трансы пермь Погрузитесь в этот звуковой океан и позвольте себе унестись на волнах транса.
Icicle Crate Selections – Very smooth experience, items are great and arrived quickly.
Reading Buran gaming info will give you a detailed overview of the platform’s features, from its unique space-themed design to its massive game library. This expert review breaks down the pros and cons, helping you decide if their current welcome package fits your playing style. It’s a very helpful resource for anyone who likes to do a bit of research before committing to a new online casino.
Visiting Spain digital portal is essential for those tracking the latest digital trends and platform launches in Spain for the upcoming year. The site provides technical details and roadmap updates that are quite valuable for anyone involved in the local tech or gaming sectors. It serves as an official hub for news and announcements regarding several key digital initiatives starting in early 2024.
Visiting Hector Herrera portal gives you a detailed look into the career and professional achievements of one of Mexico’s top football stars. The site includes exclusive content, career milestones, and regular updates that are perfect for dedicated fans of the midfielder. It’s a well-organized tribute to his journey from local clubs to the international stage and his ongoing impact on the sport.
On https://deportesmex.com.mx/ you will find a wide range of articles covering everything from local football to international sports tournaments. It’s a comprehensive portal for anyone who wants to stay updated on Mexican sports without having to visit multiple different news sites. The quality of the reporting is very high, and they cover a diverse range of athletic disciplines beyond just soccer.
Explore official data link to find professional analysis and data-driven predictions for all major sporting events in the region. The site uses advanced statistical models to help users make more informed decisions when placing their bets on football, baseball, or other popular sports. It’s a great starting point for anyone looking to add a layer of expert insight to their wagering strategy.
Hagins Civic Initiative – Clear mission and evident dedication make it easy to understand the candidate’s focus.
Walnut Supply Online – Very easy ordering and a professional look throughout.
Explore Floral Deals – Browsing is effortless and the items appear thoughtfully selected.
Shore Vendor Selection – Website feels organized and finding items is very easy.
WebP to PNG Hero is an easy online converter. It turns images into PNG files in seconds. You can use it if you need compatibility for design tools, website uploads, or client deliverables. This service helps you switch from WebP to PNG quickly. You do not need to install software or deal with settings. Just upload your file, run the conversion, and download a clean PNG. WebP to PNG Hero is built for speed and smooth workflows. It processes WebP to PNG conversions quickly and keeps the output sharp and accurate. The conversion preserves details, clear edges, and natural colors. This way, icons, graphics, screenshots, and photos look crisp after export. PNG is a choice for web publishing, UI assets, presentations, or content creation. WebP to PNG Hero makes image conversion easy. It is useful for designers, developers, marketers, or everyday users. It is a solution when platforms or apps do not fully support WebP. You may also want a more widely accepted format for editing and sharing. You can convert WebP to PNG online with confidence. Keep your visuals looking professional with a converter focused on speed, quality, and convenience. Use WebP to PNG Hero to convert WebP to PNG. It helps with image conversion needs. WebP to PNG Hero is a tool.
WebP to PNG Hero best online image converter
Cart Catalyst Essentials – Modern design combined with seamless navigation enhances the shopping experience.
заказать кухню заказать кухню .
Mist Vendor Essentials – Smooth browsing and appealing products made shopping easy.
shop Nest Vendor now – Easy navigation and clear categories made locating products simple.
хорошая пицца отличная пицца «Донна Пицца» и «Малевич Пицца Энгельс» – это часть обширной карты вкусов, которую мы продолжаем развивать.
пицца саратов сайт Ищете «пиццу в космосе»? «Космо пицца Свободный» готова отправиться к вам, доставив истинное наслаждение. Наша «пиццерия Космос Подпорожье» славится своей уникальной «пиццей с шампиньонами и помидорами», а также изысканными десертами, такими как «чизкейк из клубники» и «чизкейк без выпечки с клубникой в желе», которые станут идеальным завершением вашего космического трапезы.
At https://365bet.com.mx/bonuses/ you can view all current promotional offers, including the welcome package for new users and weekly reload rewards. It’s a good idea to check this page regularly because they often update the terms and add exclusive seasonal bonuses for active players. I’ve managed to boost my bankroll significantly just by keeping an eye on their latest deposit matches.
Checking Mexico football site is a must for any fan looking for the latest news, match schedules, and official team updates. The portal provides in-depth coverage of the club’s performance and includes exclusive interviews with players and coaching staff throughout the season. It’s the most reliable source for verified information regarding upcoming fixtures and official club announcements.
This best Rayados site portal provides comprehensive coverage of the club’s history, current roster, and community initiatives in the Monterrey region. I check it regularly for official injury reports and transfer news to stay updated on the team’s latest developments. It’s a great resource for dedicated supporters who want to follow every aspect of the club’s journey in the league.
See Toluca news portal for the most accurate statistics and official statements directly from the club’s management this season. The site offers a detailed look at the team’s performance metrics and upcoming match analysis, which is perfect for fans who like to dive deep into the numbers. It’s a professional and well-maintained site that serves as the official voice of the team for its loyal fanbase.
Using https://apuestas-legales.com.mx/ ensures that you are only accessing verified and licensed operators that fully comply with local Mexican laws. This guide is essential for players who prioritize financial security and want to avoid offshore sites with questionable reputations. It provides a clear list of legal platforms and explains the current regulations in a way that is very easy to understand.
TranquilityShop – The site’s style is simple and browsing products feels effortless.
Yornix Corner – Customer service made navigating the site easier and more enjoyable.
Fresh Blossom Market – The listings are descriptive and the product changes are shared regularly.
пицца телефон Желаете «заказать пиццу» прямо сейчас? Воспользуйтесь удобной функцией «пицца онлайн» или позвоните нам по «пицца телефону», чтобы оформить «заказ пиццы» с доставкой на дом.
Drift Deals Online – Navigation is quick and the product info is concise and helpful.
Quick Meadow Official – Very smooth browsing, pages load fast and everything feels professional.
favorite online shop – Just looked through it and the deals are solid and interesting.
discover Velvet Vendor X – Clean and polished layout, moving through products is easy.
КХЛ — лига больших арен, громких побед и незабываемых матчей. Здесь пишется история современного хоккея Евразии. Подробнее здесь: https://rin.ru/novosti/230386/kupit-bileti-na-hokkeinie-matchi-onlain.html
Maple Online Market – Plenty of interesting items, made browsing a smooth experience.
the Noble Aisle collection – Came across the shop and the products appear durable and stylish.
Key Vendor Store – Very pleased with the product quality and speedy delivery service.
Chris Hall Judicial Platform – The candidate’s experience and priorities are clearly described for voters.
Mint Marketplace – Smooth browsing with reliable product information and layout.
Bouton Hub – Elegant presentation with smooth navigation throughout the site.
Shop Olive Vendor – Smooth browsing experience, everything feels organized and professional.
MarketPearl Deals – Easy to browse, fast loading pages, and checkout was hassle-free.
Best of Finch Vendor – They responded almost immediately and sorted things out seamlessly.
Hovanta Online Shop – Very user-friendly design and smooth browsing throughout.
турция купить кокаин мефедрон девушка шлюха
купить мдма мефедрон дали порно
1win diler bilan o‘yin https://1win5767.help
грузчик с ежедневной оплатой где нанять грузчиков
заказать грузчиков грузчики срочно
modern Kettle Market shop – The products are unique and layout is visually appealing.
Медицинская мебель https://tenchat.ru/0614265/ это основа оснащения клиник, лабораторий и частных кабинетов. Мы предлагаем мебель медицинская для любых задач: шкафы, столы, тумбы, стеллажи и специализированные решения. В ассортименте можно купить медецинскую мебель, соответствующая санитарным требованиям и стандартам безопасности.
Brook Collection Hub – Positive first impression and I’ll be back to explore more.
this online shop – Fun range of products, clearly something that will appeal to all.
Pebble Online Shop – Navigation is intuitive and the clean design makes shopping a breeze.
harborvendor.shop – Pleasant experience, everything loaded quickly and looked professional.
Ivory Collection Hub – Clean design and well-organized items make browsing enjoyable.
ко ланта пляжи остров ко ланта в тайланде
заказать кухню цены zakazat-kuhnyu-1.ru .
Smyrna Music & Arts – Great lineup and timely festival updates make planning easy.
your CedarCeleste hub – Products are easy to find thanks to an intuitive and clean layout.
1win aviator 1win5767.help
Honey Market Spot – Pages respond fast and images are crisp and clear.
Football online qol com az goals, live match results, top scorers table, and detailed statistics. Follow the news and never miss the action.
El sitio web oficial de Kareli Ruiz http://www.karelyruiz.es ofrece contenido exclusivo, noticias de ultima hora y actualizaciones periodicas. Mantengase al dia con las nuevas publicaciones y anuncios.
Lily Phillips lilyphillips es te invita a un mundo de creatividad, conexion y emocionantes descubrimientos. Siguela en Instagram y Twitter para estar al tanto de nuevas publicaciones y proyectos inspiradores.
this cute little shop – Plenty of fun discoveries, I’m keeping this on my radar.
Lumvanta Online – Navigation is smooth and the product selection is appealing.
CelNova Deals – Very smooth experience, easy to find products and complete a purchase.
https://www.gabitos.com/eldespertarsai/template.php?nm=1772111395
Seaside Deals Hub – Adding this one to my saved list for the next time I shop.
browse Timber Vendor – Rustic atmosphere is welcoming, and the site moves very smoothly.
premium jewelry store – The images are clean, sharp, and carefully taken.
Visit Leaf Vendor – Everything looks well made and the costs seem quite reasonable.
Explore North Vendor – Navigation is effortless and product details are informative.
Frost Collection Hub – Products are exactly as pictured and the checkout went smoothly.
https://www.frenchwomenorg.com/read-blog/29060
chiccheckout.shop – Checkout is easy and the layout keeps shopping simple and fast.
1win aviator app http://1win5767.help
Lemon Crate Selection – Both the pricing and product quality are good, planning to return.
Казино Vavada привлекает игроков щедрыми бонусами без депозита и постоянными турнирами с крупным призовым фондом.
Регистрация занимает несколько минут, а рабочие зеркала обеспечивают стабильный доступ к сайту даже при блокировках.
Проверяйте актуальные промокоды и условия отыгрыша, чтобы оптимально использовать стартовые фриспины.
Служба поддержки отвечает на русском языке и помогает решить вопросы с верификацией и выводом средств.
Свежие предложения и актуальное зеркало доступны по ссылке: vavada регистрация.
Играйте ответственно и контролируйте банкролл, чтобы азарт приносил удовольствие.
сейф встраиваемый в стену купить в москве
DepotGlow Select – Browsing was simple, products are quality, and pricing is excellent.
сейф в полу купить
mistmarket.shop – Nice range of items and the checkout process is smooth and safe.
сейф взломостойкий цена
классические кухни в современном стиле Здесь мы делимся «рецептом идеального алгоритма», превращая сложные задачи в аппетитные решения, а «ингредиенты успешного алгоритма» становятся понятными каждому.
explore the wharf shop – It gives off a relaxed feel with products presented attractively.
smart shopping hub – Simple layout makes adding items to the cart easy.
Luster Essentials Shop – Browsing the new items was enjoyable and the collection looks fresh.
заказать кухню под размеры zakazat-kuhnyu-1.ru .
Казино Vavada привлекает игроков щедрыми бонусами без депозита и постоянными турнирами с крупным призовым фондом.
Регистрация занимает несколько минут, а рабочие зеркала обеспечивают стабильный доступ к сайту даже при блокировках.
Проверяйте актуальные промокоды и условия отыгрыша, чтобы оптимально использовать стартовые фриспины.
Служба поддержки отвечает на русском языке и помогает решить вопросы с верификацией и выводом средств.
Свежие предложения и актуальное зеркало доступны по ссылке: vavada официальный сайт.
Играйте ответственно и контролируйте банкролл, чтобы азарт приносил удовольствие.
купить взломостойкий сейф
1win koeffitsiyentlar 1win5767.help
curious shopper’s hub – Photos are crisp and categories are laid out clearly.
сейфы офисные взломостойкие
купить взломостойкие сейфы
сейф встроенный в стену
встроенный сейф купить москва
Stylish Finds Kovique – A contemporary store curated for fashionable and modern shoppers.
https://portalines.com/codigo-promocional-sin-deposito-de-1xbet-2026-1xwap/
Dapper Aisle – A sleek and modern shopping space offering refined selections for everyday style.
Gild Vendor – A polished online marketplace offering premium selections and curated deals.
Xerva Hub Online – Overall, the store is organized well and exploring items today felt effortless.
Zen Finds – The browsing experience is easy and streamlined for users.
Lorvana store – Unique selection of products that makes browsing interesting.
Amber Treasures – Found amazing products and checkout was quick and smooth.
opalvendor.shop – Very pleased with the variety of products and smooth browsing experience.
easy find online – The experience is seamless and the cost seems fair for the items.
cormira.shop – The design is appealing and browsing feels smooth and enjoyable.
Pebble Vendor – A thoughtfully curated marketplace featuring compact yet impactful products.
Visit the Orbit Crate Shop – Everything is neatly arranged and loads almost instantly.
Xolveta Shop – A fresh online destination focused on innovative products and smooth browsing.
заказать кухню цены zakazat-kuhnyu-1.ru .
Night Picks – Good variety of items and prices feel appropriate for shoppers.
Smart Picks Xerva – Browsing products today was simple thanks to the neat store layout.
Cart Essentials – Found amazing deals and delivery exceeded expectations in speed.
explore Sernix – Navigation feels smooth thanks to how quickly everything loads.
QuickWharf Collection – Smooth process from cart to payment and delivery was very quick.
growthio – Pages loaded fast, images appeared sharp, and formatting stayed consistent.
viralio – Navigation felt smooth, found everything quickly without any confusing steps.
rankster – Color palette felt calming, nothing distracting, just focused, thoughtful design.
https://portfolium.com.au/abcfgh12a
boostio – Loved the layout today; clean, simple, and genuinely user-friendly overall.
signalify – Found practical insights today; sharing this article with colleagues later.
trendy online marketplace – Friendly vibe throughout, makes browsing again appealing.
https://bio.site/AfriqueVip
campava – Mobile version looks perfect; no glitches, fast scrolling, crisp text.
Онлайн-билеты на хоккей 2026: выбирайте надежные сайты и лучшие сектора на арене. Полезные советы для зрителей — подробнее здесь: https://volga.news/article/767503.html
Sorniq Finds – A distinctive shopping space featuring unique products alongside essential goods.
Zintera Picks – Quick page loads and a modern, tidy layout make browsing easy.
trendy online marketplace – The selection is engaging and caught me instantly.
Shop Xerva – Nice layout, and exploring items today was very easy.
leadster – Found practical insights today; sharing this article with colleagues later.
Joy Select – Support handled my issue swiftly and without any complications.
Harbor Mint – A calm and curated marketplace inspired by coastal charm and clean design.
check out Merch Glow – The items on display grabbed my attention quickly.
Discover Melvora – Clean interface and navigating sections is very intuitive.
browse Glarniq – Fair pricing and clear, concise product info make shopping easy.
сейф пожаровзломостойкие купить
взломостойкие сейфы
Explore Aisle Whisper – Some products stood out as quite unique and worth checking.
заказать кухню по своим размерам zakazat-kuhnyu-1.ru .
The Ravlora Spot – Customer service was quick and solved my issue without hassle.
Cobalt Crate – A bold and reliable platform delivering standout selections with confidence.
Xerva Choice – Layout is very user-friendly, and checking out products today was simple.
Trend Parcel – Navigation is simple and categories are well-structured for easy browsing.
купить сейф встраиваемый в стену
1win depozit bonusi Oʻzbekiston http://1win5767.help/
Silk Vendor – A polished platform delivering quality finds with a touch of elegance.
Browse CraftQuill – Very happy with the quality and everything fit my requirements.
stylish finds online – Pricing is fair and product details are easy to grasp.
кухни в классическом стиле фото светлых Здесь мы делимся «рецептом идеального алгоритма», превращая сложные задачи в аппетитные решения, а «ингредиенты успешного алгоритма» становятся понятными каждому.
купить сейф встраиваемый в пол
Билеты на хоккей онлайн: где искать выгодные предложения и как не ошибиться с выбором мест на арене? Разбираем ключевые нюансы покупки и экономии. Читайте рекомендации — подробнее здесь: https://chelseablues.ru/gde-kupit-bilety-na-hokkeynye-matchi-bystro-i-vygodno-dlya-yarkih-emociy
explore Order Quill – The site keeps things uncomplicated and simple to explore.
купить сейф встраиваемый в пол
stylish finds online – Sleek interface with subtle layout details that are noticeable and pleasant.
каталог мебели Москва Наша цель — показать, что «алгоритмы» могут быть не только функциональными, но и элегантными, «вкусными» и захватывающими.
стримы свирыча Неважно, какую игру он запускает или какой теме посвящает свой прямой эфир, зрители всегда уверены в одном: их ждет нечто особенное и запоминающееся.
сервіс холодильників у Львові
https://forums.planetdestiny.com/threads/code-promo-1xbet-actuel-2026-1xplay777-%E2%80%93-bonus-130%E2%82%AC.63829/
Worvix Hub – Easy to complete the purchase and payment options were reliable.
купить сейф взломостойкий
Timber Cart – A warm and grounded online shop inspired by rustic charm and practical choices.
Xerva Online – Clean and intuitive layout makes exploring items very straightforward.
Farniq Hub – Found some stylish items here that fit my taste flawlessly.
YarrowCrate Online Shop – Helpful product information made finding the right items very easy.
trendy finds hub – I like how items are neatly sorted into clear sections.
1win Buxoro pul yechish https://www.1win5767.help
ravenvendor.shop – Great selection and the site loads really fast without any problems.
https://www.textove.net/component/k2/item/1559-sample-item-16
Inqvera Collection – The user experience is polished and checkout moves along quickly.
https://docs.google.com/document/d/1ppffX-B2zBleSbFQhOpkoqXcT1hpfkJPyve2jCWoWXI/edit?usp=sharing
Quick Shop Irnora – Unique finds and products I couldn’t spot on other sites.
discover Quick Vendor – First look suggests reliability, and the cart process seems uncomplicated.
Frost Aisle – A cool and refreshing store presenting crisp deals and clean design.
Xerva Picks – The store is well organized, making product browsing a breeze.
https://vodkab.bet
кухни из мдф с фотопечатью купить Следуйте за нами, и вы научитесь «готовить алгоритмы пошагово», от азов до самых изощренных техник. «Кухня алгоритмов» — это не просто ресурс, это целое сообщество единомышленников, где каждый может найти вдохновение, задать вопрос и поделиться своим опытом.
RippleAisle Products – Nice deals and sharp photos make shopping fast and enjoyable.
shop Birch Vista – The site feels intuitive and shopping is effortless.
купить встраиваемый сейф в москве
сейфы для квартиры встраиваемый в стену
Silk Online – Items appear high-quality and prices feel very fair.
retargetroom storefront – A few standout products caught my attention, I’ll be back again.
кухни из массива дерева недорого Наша цель — показать, что «алгоритмы» могут быть не только функциональными, но и элегантными, «вкусными» и захватывающими.
browse serverstash – A well-laid-out resource center that feels dependable and professional.
сейф пожаровзломостойкие купить
official holvex site – Clear, organized interface lets visitors browse comfortably.
Fintera Select – Very easy to find items thanks to clear menus and organized categories.
Zarnita – A modern and distinctive platform showcasing unique items for curious shoppers.
https://www.hotelledecko.cz/index.php/right-sidebar/item/12-aktualita-2
Smart Finds Orqanta – A modern shop built for intuitive product discovery and easy navigation.
https://vodkab.bet
visit zenvorax – Refreshingly simple design, navigating products feels effortless.
ItemTrail Store – The customer service team was quick and very helpful in resolving my concern.
https://kilitlisandik.com/codigo-promocional-de-registro-1xbet-2026-1xwap/
Nook Select – Clean layout and intuitive design make browsing a breeze.
взломостойкий сейф для дома
adster – Pages loaded fast, images appeared sharp, and formatting stayed consistent.
shadowshowcase storefront – A variety of items that catch attention and are fun to browse.
favorite online boutique – First glance and I’m impressed with the assortment and range.
Check out GoodsQuarry – The catalog is diverse and the value seems good.
offerorbit – Appreciate the typography choices; comfortable spacing improved my reading experience.
reacho – Pages loaded fast, images appeared sharp, and formatting stayed consistent.
купить сейф взломостойкий в москве
кайтинг кайтинг
promova – Loved the layout today; clean, simple, and genuinely user-friendly overall.
сейфы офисные взломостойкие
rankora – Found practical insights today; sharing this article with colleagues later.
trendfunnel – Overall, professional vibe here; trustworthy, polished, and pleasantly minimal throughout.
revenueharbor official store – A convenient source of guidance for building reliable digital income.
scaleify – Found practical insights today; sharing this article with colleagues later.
сейф встраиваемый в стену купить
сейфы встраиваемые
https://vodkab.bet
kelnix boutique – Selection of items is interesting, with each choice feeling purposeful.
Quick Shop Acorn Aisle – The interface looks sleek, and navigating products is very easy.
Cerlix Essentials – A modern online shop blending user-friendly navigation with carefully chosen items.
белая кухня в классическом стиле Присоединяйтесь к нам, чтобы «готовить алгоритмы пошагово» и превращать теорию в практику с удовольствием. Добро пожаловать на наш кулинарный блог, посвященный не еде, а «алгоритмам» — «Кухня алгоритмов»!
Aerlune Boutique – A sophisticated store crafted to bring calm and elegance to your shopping.
https://maker.wiznet.io/codepartenaire1xbet
Liltharbor Official Page – Clear design makes product searching quick and painless.
Velvet Essentials – Very reassuring checkout for beginners, everything worked perfectly.
Shaker Station Store – Wide range of products, easy to browse and find what you need.
keepcrate official store – Products are neatly presented, creating an organized and accessible experience.
кухни в классическом стиле цвета Мы регулярно публикуем новые видео и статьи, в которых «разбираем в Кухне алгоритмов» актуальные темы, предлагаем «рецепты» решения сложных задач и делимся секретами мастерства.
browse prenvia – Fast navigation with clear product presentation makes browsing easy.
online revenue shop – Good selection of resources aimed at improving financial growth online.
Amber Finds – Clear product descriptions and fair costs make picking items easy.
stylish finds online – Smooth layout and concise descriptions improve the experience.
Xerva Store – Really like the layout, browsing products today was simple and smooth.
Icicle Mart – A sharp and efficient marketplace focused on clarity and convenience.
Wavlix Hub – Really satisfied with both the variety offered and the smooth online experience.
sheetstudio storefront – Sleek and polished display makes browsing the sheets enjoyable.
Shop at JollyVendor – Reasonable costs and the order process was very smooth.
Explore Garnet Dock Shop – It’s laid out in a way that makes browsing simple.
CometCrate marketplace – Unique assortment, items appear carefully curated and appealing.
meridianbasket product page – Wide selection and prices are fair, making shopping worthwhile.
Dapper Select – Overall shopping experience was smooth and very satisfying today.
official ryzen realm site – Clean design and solid tech energy made the visit worthwhile today.
Browse Xerva – Store design is intuitive, so navigating items today was smooth.
shieldshopper shopping hub – Clear structure and secure-feeling pages enhance the customer experience.
Yield Mart – A practical and value-driven store offering rewarding choices every day.
Explore Whim Vendor – Site works well and I’ll revisit for upcoming purchases.
Депозит на https://rosakurn.ru зачисляется моментально, без скрытых комиссий.
NimbusCart essentials – The experience was straightforward and the checkout completed perfectly.
взломостойкие сейфы цена
купить взломостойкий сейф
Grenvia Store – Browsing was effortless and checkout was quick, making the experience enjoyable today.
shop at JewelAisle – Browsing is easy and the assortment of items is enjoyable.
meridianbasket shopping corner – Nice assortment of items, prices are fair and look competitive.
Umbramart shop online – Browsing was effortless thanks to the fast-loading pages.
briskparcel product hub – Smooth checkout process, overall experience is simple and efficient.
свадебные платья фото свадебные платья москва каталог
their fashion portal – A lively selection of products, stylish yet affordable.
встраиваемые сейфы купить
safesavings official store – The steady lineup of offers makes careful spending easier to maintain.
встроенный сейф
TerVox Online Store – The customer service team assisted me promptly and kindly.
купить сейф встраиваемый
shop at FlintCove – Found quality products with fair and competitive pricing right now.
MaplePick deals – I’m impressed by the variety and the affordability on display.
quirkcove.shop – Unique vibe throughout the store, really stands apart visually.
Wenvix shopping hub – Payment was handled quickly, easily, and without any hassle.
Plumparcel shop online – Navigating the site was easy thanks to the clear layout and organized categories.
взломостойкие сейфы купить
SignalStation marketplace – Informative resources that make understanding marketing strategies easier.
lagunavend official store – Sleek visual vibe, items carefully curated and modern in style.
official seam story site – Beautifully arranged collections that made scrolling truly enjoyable.
ParcelMint shopping hub – I found my items in no time and the process was seamless.
GlenVox shop online – Secure and efficient checkout, overall shopping is smooth and clear.
Zestycrate picks – Products were fun to browse and checkout felt safe and easy.
trusted RavenAisle shop – Discovered some rare finds that seem exclusive to this site.
this repair portal – Easy-to-understand solutions with actionable instructions for quick fixes.
this shopping hub – Unique assortment, definitely a site to revisit for new finds.
searchsignal resource page – Helpful breakdowns that turn complex marketing ideas into doable tactics.
LatchBasket online – Variety looks promising, I’ll save this for another look.
official Jaspercart site – Fair pricing and a smooth ordering process made shopping easy.
visit QuillMarket today – The pages are uncluttered and shopping is very simple.
this sitemap portal – Beginner-friendly design makes mapping websites straightforward.
HollowCart essentials – The interface feels easy to navigate and responsive on older devices.
Looking for a yacht? Cyprus luxury boat tours for unforgettable sea adventures. Charter luxury yachts, catamarans, or motorboats with or without crew. Explore crystal-clear waters, secluded bays, and iconic coastal locations in first-class comfort onboard.
Нужны столбики? мобильный столбик столбики для складов, парковок и общественных пространств. Прочные материалы, устойчивое основание и удобство перемещения обеспечивают безопасность и порядок.
где купить провода купить кабель минск
zephyrmart.shop – Easy-to-use layout, browsing and locating products felt seamless.
discover Dollyn – Quick and helpful response from customer support made everything easy.
stocklily gallery hub – Items are displayed neatly, with descriptions that provide practical details for shoppers.
http://nec.phorum.pl/viewtopic.php?p=778118#778118
SocialSignal shop online – Innovative branding tips paired with content that feels current and lively.
seasprayshop storefront – The coastal aesthetic feels authentic, and the pricing seems reasonable.
Harlune customer portal – I was impressed by the fast response and friendly support.
BasketBerry shop online – Customer service was fast and courteous in replying to my questions last night.
Участие «Оренбурга» в РПЛ-2025/26 стало примером того, как регламент влияет на состав лиги. Разбираем причины — подробнее здесь: https://kulturologia.ru/blogs/231225/66735
https://diego-maradona.org/user/CodeCan202634/
порно
забор из сетки рабицы цена с установкой
elvorax.shop – Modern layout and smooth navigation make browsing effortless.
והרגשתי את התחתונים שלי נרטבים שוב. רציתי לרצות אותו, רציתי שהתורם העליון שלי יזכור את זה לנצח. האצתי, הידיים שלי אוחזות בירכיים שלו, והוא התחיל לנוע לפגוש אותי, מזיין את הפה שלי. מול זה: מכרים משותפים, חברים ועמיתים לעבודה יצרו אווירה של אמון מוחלט. אבל עכשיו התחלתי לחקור אותו.… אז מה, גם נשים באות איתך? לא. יש להם מסיבת רווקות משלהם. ודירות בדידות רק לבד? https://ktavsofer.co.il/
נטשה לא הייתה צריכה להגיד את זה, הם כבר רצו לעשות את זה. לאחר שבלעה את כל הזרע, היא פתחה את פיה וחשפה שהוא ריק. היא קמה מהברכיים, התאימה את התספורות והורידה את שמלתה, כיסתה את בשקט! היא קפאה, רועדת בכל גופה. היא עמדה לפניו בכל העירום שלה, והוא הביט בגופה, כמו ברן בשוק בוחן סוס. תסתובב. היא הסתובבה ופתחה את ישבנה המלא והקופצני בעיניו, שעליו נצצו טיפות מים. https://gaytorontocity.com/
official Lemon Lane site – I’m impressed by the range of products and how organized everything appears.
velvetpick collection – Professional layout, every product looks sharp and well-shot.
SecureStack marketplace – Easy-to-use design and security features that stand out from other platforms.
מגע שלו. הוא משך את התחתונים הצידה והכניס לאט את אצבעו לחור שלה, חם וחלקלק מתשוקה. היא גנחה בקול רם יותר, נצמדה לקצה השולחן. “שקט,” הוא נהם, אבל קולו היה מלא הנאה. אני לא רוצה אורגזמה, כוח שלא היה לי לפני כן. ואז הצלפה על הקצה. נפגעתי, אבל באותו זמן הייתי מאושרת. רציתי שזה יימשך. ולמחרת, רפידות ואפונה. כל הגוף שלי כבר כאב, אבל עמדתי על אפונה. והבעלים פשוט https://xfreesexgames.com/
DahliaNest storefront – Each product is explained clearly and provides valuable information for shoppers.
купить билет на автобус в луганск из москвы
проститутки нижний новгород
Gildcrate essentials – My order came sooner than anticipated and the quality was fantastic.
В новом сезоне РПЛ борьба за трофей обещает быть особенно напряжённой. ЦСКА и «Краснодар» рассматриваются экспертами как главные претенденты на кубок благодаря стабильной игре, сильным составам и чётко выстроенной тактике. Любая ошибка может повлиять на итоговое распределение мест. Подробнее по ссылке: https://cont.ws/@sirgreensz/3181403
shop at WovenCart – The delivery was fast and the items were securely packaged.
Serp Link Rise – Informative tips presented clearly, making search optimization approachable for beginners.
loftlark gallery hub – Clean, intuitive interface makes exploring items effortless and enjoyable.
пин ап qeydiyyat https://www.pinup09715.help
https://hufaconcept.com.tr/blog/blog/shopping/journal-blog-is-here
KettleCart offers – The design keeps things simple and product information is presented well.
https://t.me/luckmorecasino_official
YoungCrate collections – I found the prices reasonable and aligned with what other shops offer.
https://www.melekoezdemir.com/ozden-thomas/
Scarlet Crate Online Store – Layout is clean, easy to navigate, and shopping feels smooth.
pin-up nağdlaşdırma pin-up nağdlaşdırma
xarnova.shop – Modern branding and carefully curated products make this store feel trustworthy.
Werniq catalog – The checkout experience was smooth and I appreciated the convenient payment methods.
Dorlix products – Layout is organized, looks modern, and gives a professional impression.
В Российская Премьер-Лига активно применяются интеллектуальные системы для анализа матчей и работы с игроками. Это меняет подход к игре и взаимодействию с фанатами. Подробнее: https://anotepad.com/note/read/7aica4j8
check Quartz Vendor – Clean design and clear sections make shopping effortless.
pin-up android oyunlar pin-up android oyunlar
https://uk.pinterest.com/limis96483/_profile/
групповое порно
Indigo Aisle picks – I spent time happily exploring and will revisit for sure.
билеты на автобус москва луганск купить
trusted JetStreamMart shop – Navigating the store is simple, enjoyable, and free from stress.
Oak Vendor Hub – Everything is organized well, making it easy to locate items.
новоясеневская москва луганск автобус
клиника в ростове вывод из запоя клиника в ростове вывод из запоя .
pin-up statistika http://pinup09715.help
Rackora Hub – The variety is impressive and the shopping experience feels effortless.
Zen Online – The layout makes shopping pleasant, smooth, and efficient lately.
Brisk Harbor Essentials – Orders arrived promptly, and the whole experience felt easy and stress-free.
Urbanparcel Store – Navigation is seamless and the products seem genuinely appealing.
Willowvend Products – Clean layout with very intuitive navigation throughout.
Silver Vendor Online Store – The process to complete a purchase was quick and seamless.
For those seeking an exceptional online gaming experience, us.com](https://maxispin.us.com/) stands out as a premier destination. At Maxispin Casino, players can enjoy a vast array of pokies, table games, and other thrilling options, all accessible in both demo and real-money modes. The casino offers attractive bonuses, including free spins and a generous welcome offer, along with cashback promotions and engaging tournaments. To ensure a seamless experience, Maxispin provides various payment methods, efficient withdrawal processes, and reliable customer support through live chat. Security is a top priority, with robust safety measures and a strong focus on responsible gambling tools. Players can easily navigate the site, with detailed guides on account creation, verification, and payment methods. Whether you’re interested in high RTP slots, hold and win pokies, or the latest slot releases, Maxispin Casino delivers a user-friendly and secure platform. Explore their terms and conditions, read reviews, and discover why many consider Maxispin a legitimate and trustworthy choice in Australia.
MaxiSpin.us.com is a cutting-edge platform designed for content creators and marketers.
**Features of MaxiSpin.us.com**
One of the standout features of MaxiSpin.us.com is its ability to generate content in multiple languages.
**Benefits of Using MaxiSpin.us.com**
The platform is both cost-effective and efficient, offering premium content at a fraction of the cost of conventional methods.
visit this aisle shop – Loads instantly and works perfectly on any device.
купить билет луганск москва на автобус
Explore Acornmuse – Really liked discovering products, all seem high quality and well crafted.
Click for TrendNook – The interface is smooth and the product presentation is appealing.
Shop Fioriq Online – Noticed some standout items and the checkout flow was very user-friendly.
вывод из запоя в ростове на дону на дому vyvod-iz-zapoya-v-rostove-2.ru .
билет на автобус луганск москва
listaro.shop – Navigation is simple and products are presented clearly.
TinyHarbor Products – Great specials showing up, will come back for more.
Night Vendor – Wide range of products and pricing feels reasonable for everyone.
Quick Shop Xerva – Love the design, navigating through products was super easy today.
Explore Torviq – Browsed the catalog and discovered some appealing items.